熔喷布堪称口罩的“心脏”,是核心过滤层,它的主要原料是聚丙烯。
熔喷布是如何生产出来的?
熔喷法纤维成形的过程:
聚合物喂入→熔融挤出→纤维形成→纤维冷却→成网→粘合(固网)→ 切边卷绕→后整理或特殊整理
其中,熔喷模头的作用是将黏流态的高聚物熔体或溶液,通过微孔转变成有特定截面状的细流,经过凝固介质如空气或凝固浴固化而形成丝条。
熔喷法纤维成形
熔喷生产线组成:
熔喷法纤维非织造布生产线示意图
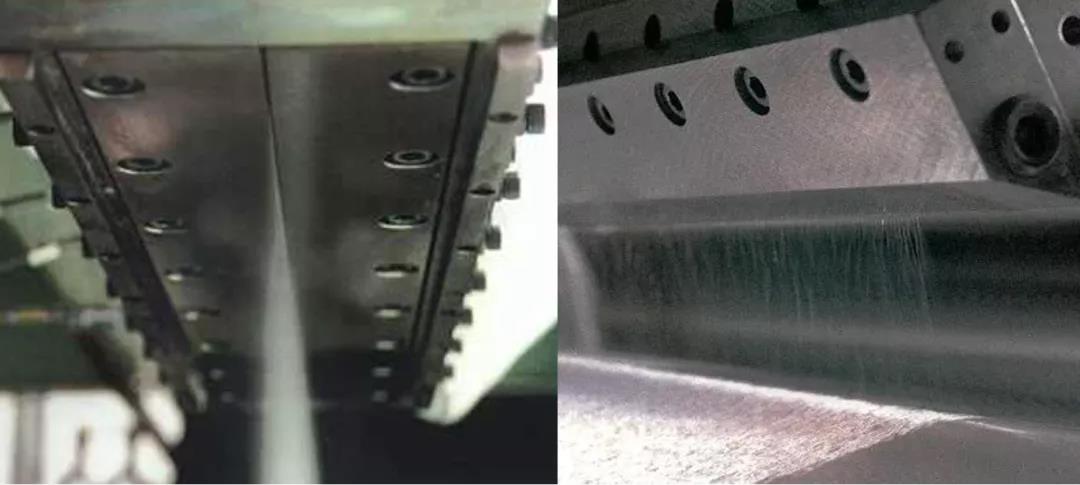
正在生产的熔喷线
接下来,让我们进一步了解熔喷模头是怎么制造出来的吧。
熔喷模头市场需求爆增
目前疫情导致熔喷模头需求爆增。本来开年后不少模具厂、机加工厂的订单受疫情影响大幅下降,但近期却出现了熔喷模头订单井喷式增长。
熔喷模头的精度要求很高,加工难度很大。全球能生产高端熔喷模头的企业也屈指可数。主要供应商都在日本和德国,如日本卡森,日本喷丝板、德国恩卡等,加工时间需要几个月。
Reifenhauser公司的Reicofil熔喷模头
熔喷模头喷丝微孔的加工
对于熔喷模头的制造来说,加工喷丝微孔便是关键难点。
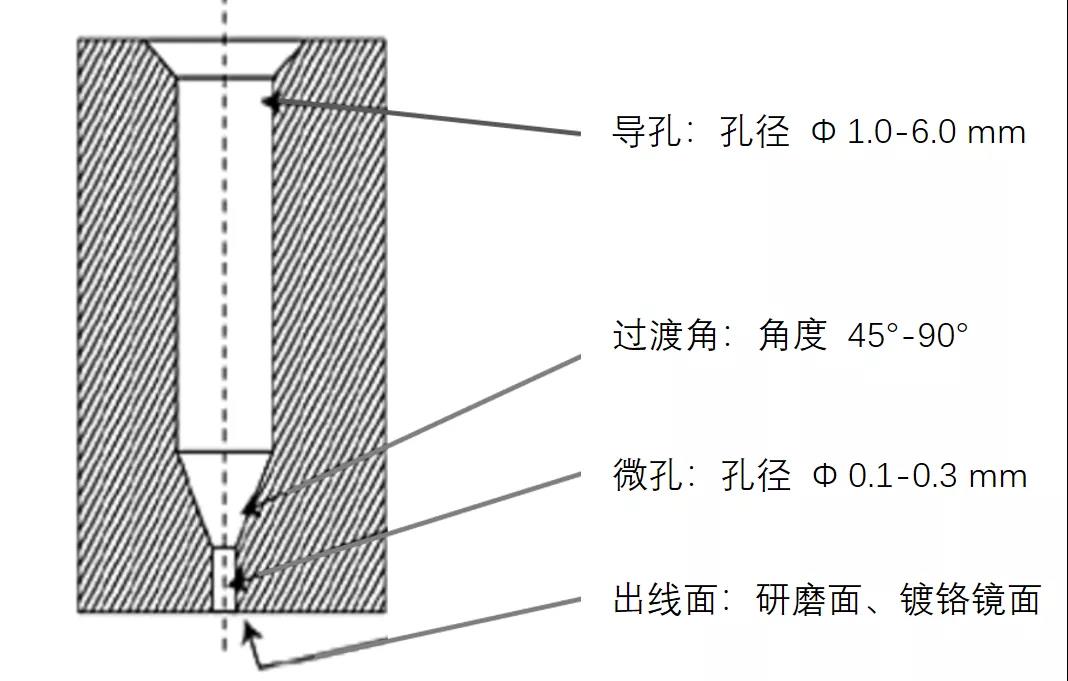
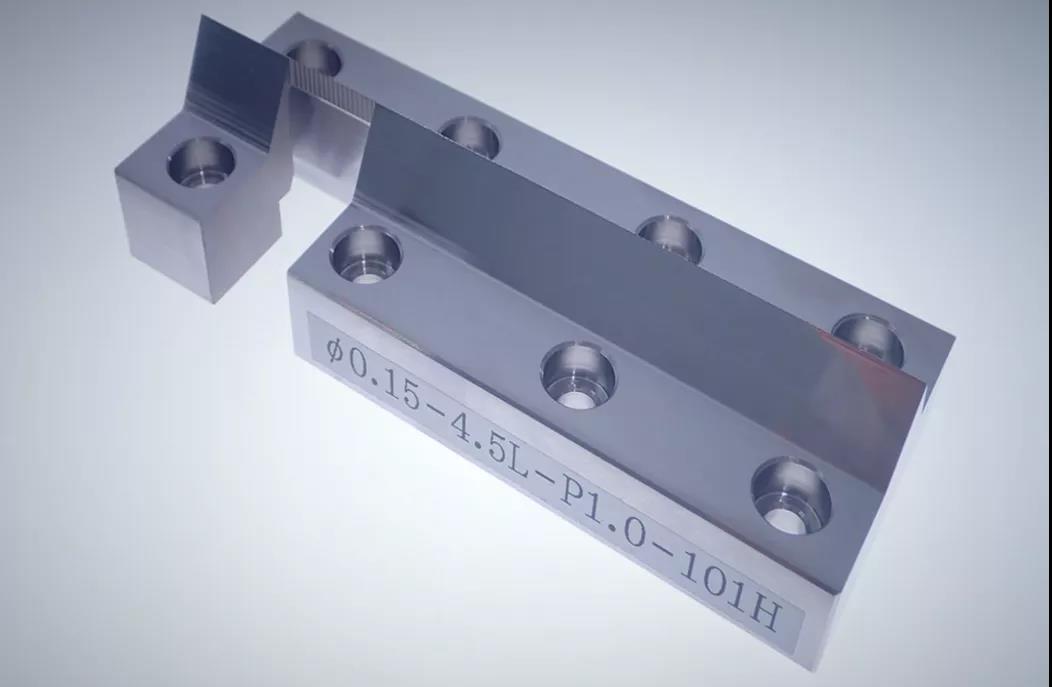
熔喷模头大部分采用的是矩形喷丝板,材料一般是SUS316L、SUS304、SUS630、SUS431等不锈钢,导孔及微孔的截面形状如下图所示。
以往,为了保证喷丝微孔与导孔的同心度,一般都是从一面加工,从大孔到微孔。由于悬深很大,难度系数极高。由于快速生产的迫切需要,现在大部分工艺已改为从背面加工微孔,但这样就会产生同心度、毛刺等问题。
喷丝微孔一般采用加工中心钻孔加工的方法,但由于孔太小,刀具寿命不稳定。一旦发生预测的提前断刀,在钻头无法取出的情况下,甚至会引起整块喷丝板的报废。加工一个Φ0.2mm的喷丝微孔,加工时间在30秒左右,好的钻头能打300个孔以上。
有的工厂使用数控电火花成形机加工喷丝微孔,可以解决钻孔加工断钻头及底部钻孔毛刺的问题,但电极的制作难度也不小,而且紫铜电极的制作容易产生毛刺、发生变形,为了解决这个问题,有的工厂使用渗铜石墨电极。
也有的工厂使用激光加工喷丝微孔。激光打孔技术是利用高功率密度激光束照射被加工材料,使材料很快被加热至汽化温度,蒸发形成孔洞。其最大的优点是加工效率很高,加工一个孔只需要几秒钟,但与之对应的加工设备很昂贵。
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录