随着制造、工艺和应用技术日新月异的发展,无论是汽车用钢板还是家电用钢板,都对其表面质量提出了更高的要求,只有使用高表面质量的轧辊才能轧制出高品质的板材。
由于轧辊是直接接触并影响板材质量的重要部件,因此其表面质量也越为重要。在磨辊过程中,存在各式各样的磨削问题,其中较难克服的就是“划伤”问题。在磨削的微观条件下,轧辊表面是被砂轮表面磨料颗粒切割摩擦,在磨料的重复刻划、耕犁后去除表面金属疲劳层以达到下一次上机轧制的要求。那么可以想象得到,砂轮和轧辊这两个高速旋转的物体相互反向接触时必定会产生长条形接触痕迹,而“划伤”则是这些痕迹中较深较为明显的一类。 辊面划伤数量直接影响板材的品质和等级,所以对“划伤”问题,各个冷轧厂也是绞尽脑汁极尽所能的避免、减轻、甚至消除。
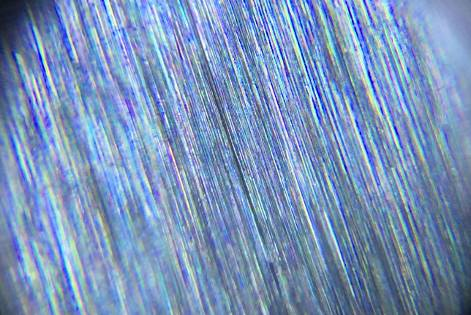
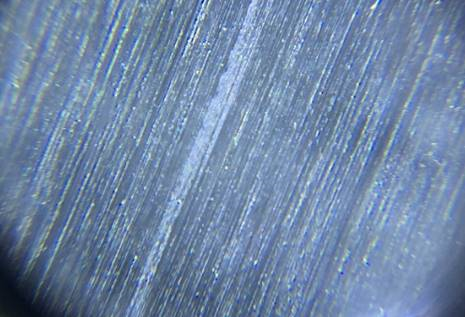
轧辊表面的划伤形态有很多种,通常分为两类即“硬划伤”和“软划伤”,前者有明显痕迹和沟槽呈直线排列,有切入端和切出端;后者有印记但是没有深度或深度较浅,通常呈直线方向,个别有不规则方向(俗称苍蝇腿)。
图1 -有明显的首尾及切入深度
图2-有划痕但是没有深度
“划伤”产生因素有哪些?
形成“划伤”的主要因素分为几类,即:第一种,砂轮所含磨料颗粒种存在粒径较大的颗粒,因此在均匀的辊面突然出现较深的痕迹就形成了划伤;第二种,砂轮结合剂把持磨料的强度不足导致磨料在磨削过程中提前脱离,因而在均匀的辊面形成较深的挤压沟槽;第三种,砂轮结构容屑率太差,脱粒磨料黏附在辊面或砂轮表面,但在磨削过程中没有被及时冲刷便又进入磨削区域,也就产生了划伤;还有一个被很多人忽视的就是冷却液过滤系统,冷却液杂质主要包含灰尘、沉淀物、杂质和磨削泥(铁屑和碎磨料颗粒以及结合剂分解物),一旦冷却过滤系统出现问题,那么辊面可能会出现大量的“划伤”问题。
综上所述,我们就需要通过选择合适的磨料与结合剂来解决不同因素引起的“划伤”问题。
应对“划伤”如何选择合适的磨料
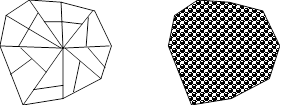
现在固结磨具行业流行使用陶瓷磨料(始创于圣戈班集团的凝胶熔融法氧化铝即市面上常见的SG/NQ等),而陶瓷磨料比常见刚玉类磨料硬度更高,需要耗费较大的功来破碎,同时由于其特殊的微晶结构具有较多的切削刃面(微晶结构以极小的颗粒脱落破碎,具有较好的自锐性),因此在切削过程中显得极为锋利。通常意义上说,陶瓷磨料需要更高的功耗来破碎,同时由于其锋利的特性又降低了整体的磨削功率,因此在轧辊磨削过程中,陶瓷磨料的砂轮会比传统磨料的砂轮所显现的磨削功率略低一些。陶瓷磨料的微晶结构,它会比传统磨料的寿命要长很多倍,但其中的NQ由于形状的特殊性,磨削切割时形成的沟槽较深,因此磨后粗糙度值会偏高。
传统类刚玉也有很多种,应用在轧辊修磨应用中的大致有白刚玉,棕刚玉,铬刚玉,单晶刚玉等等。因为各自的氧化铝纯度和化学元素的差异,造成了不同的理化特性,也就被使用在不同的应用上。白刚玉的氧化铝纯度最高,应用最为广泛,切削性能较好,但韧性较差易破碎,因此在切较硬表面的材料时,表现就显得略微差一些。铬刚玉的纯度次之,韧性较好一些,常被用于减少划伤的应用中,如有色金属行业的轧辊修磨。单晶刚玉的纯度略低,韧性优于前两者,在磨削较硬材料是具有优越的表现,寿命也会优于白刚玉。碳化硅硬度极高,远高于传统刚玉类和陶瓷磨料。碳化硅主要分为绿碳和黑碳,绿碳韧性优于黑碳,被广泛用于表面较硬的无限冷硬和高速钢、工具钢、不锈钢等材质上。由于其优异的脆性,很多胶辊和聚氨酯辊也常用绿碳砂轮来修磨。
由于,陶瓷磨料的微晶结构特性,为了减少降低划伤数量和概率,圣戈班的NQ/SG系列产品便被作为冷轧克服“划伤”问题的首选。
1-传统氧化铝晶体结构 2-陶瓷氧化铝晶体结构
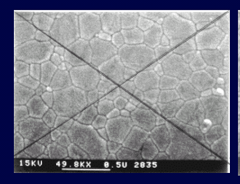
3-电子显微镜下结构
传统氧化铝磨料WA
圣戈班陶瓷磨料系列 SG/NQ
磨料粒度越粗所需要的功耗就越大,磨料粒度越细则所需要的功耗就越小;粒度越粗寿命也就越长,粒度越细寿命就越短;砂轮切削工件主要是由于磨料颗粒的切割,因此粒度越粗的磨料在材料表面留下的切痕也就越粗且较深,那么测量得到的粗糙度数值也会越大;反之则亦然。根据国标,磨料的粒度是存在一定比例粗细混合的,因此在保证一定粗糙度值的情况下需要选择较细粒度,才能磨削出良好的辊面。
一般选择较细的传统磨料进行“消除划伤”磨削时很容易导致磨后辊面粗糙度值偏低的问题,这会给轧制带来其他问题。那么,要保证一定的粗糙度值,还要同时有效消除“划伤”问题,该怎么办?圣戈班的SG/NQ系列产品可以达到较粗表面Ra值,但又可以保证划伤数量的有效降低。
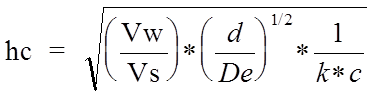
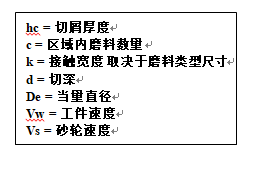
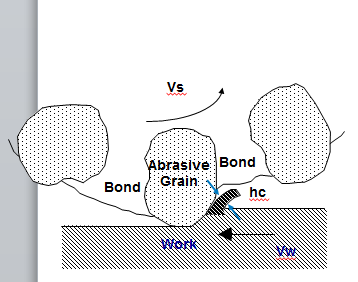
粗糙度值及“划伤”大小与切屑密切相关,这里涉及到一个切屑厚度的计算公式:
通过公式,我们可以计算出当前应用条件下的切屑厚度,但这个值通常是用于参考的理论值。
应对“划伤”如何选择合适的结合剂
早期的外圆磨基本都使用用陶瓷结合剂产品,但由于其较弱的自锐性(需要不断修整才能保证表面开放度),在需要大余量去除的应用中(例如轧辊)成为了提升效率的阻碍。之后为了提升效率和砂轮的自锐性达到免修整,人们就研发出了树脂结合剂,鉴于其优越的自锐性能,被广泛应用于钢厂的轧辊修磨,并且沿用至今。
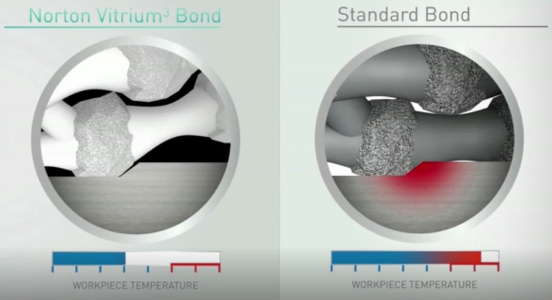
圣戈班研发中心基于原有的结合剂体系,开发了性能优越的“NORTON Vitrium³”系列陶瓷结合剂,利用更少的结合剂搭建更强的结合剂桥架,这使得磨料的把持性大大提高。 “NORTON Vitrium³”结合剂不仅可以有效提高砂轮结合强度,还可以在一定压力下具有自我破碎的能力;同时减少结合剂与工件及切屑之间的摩擦交互作用,大幅降低热量的产生;配合均匀的组织结构,被大量广泛运用。
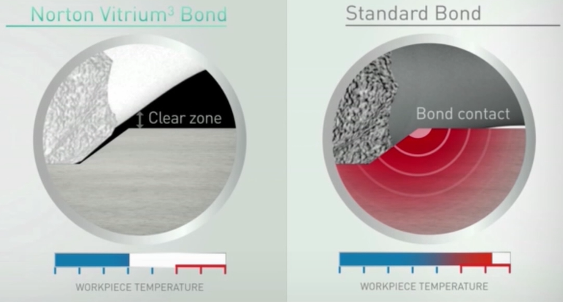
“NORTON Vitrium³”系列大气孔结合剂拥有大量均匀气孔组织,在磨削时表面有足够空间吸收切屑和冷却液,使其容屑率及冷却性能大幅提高;同时在粗磨大压力阶段又能有效破碎形成“自锐”,基本达到“免修整”的表现。
NORTON Vitrium³ 对比传统结合剂在微观条件下与工件的交互作用
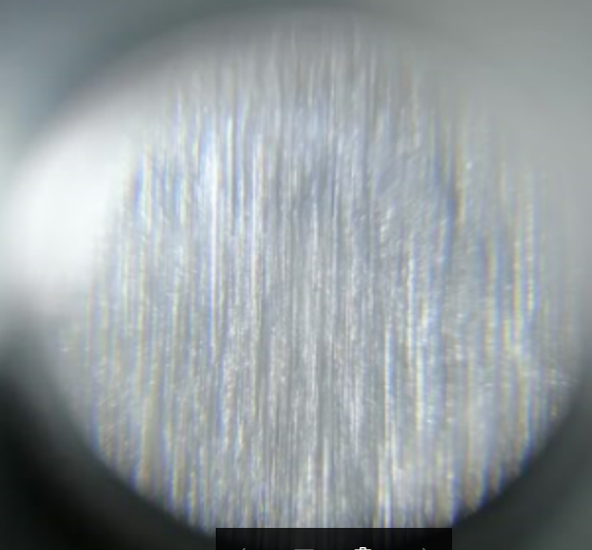
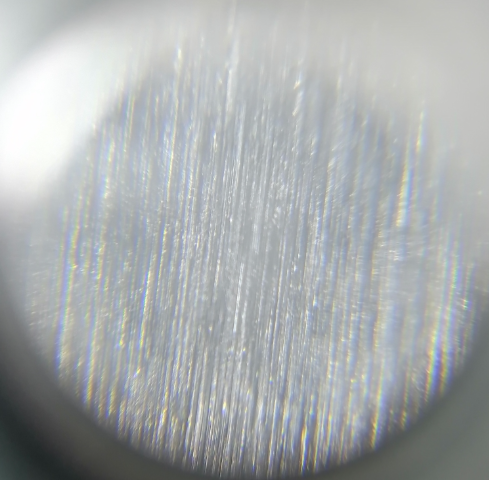
“划伤”效果对比:
传统树脂结合剂产品对比NORTON Vitrium³ 产品表面效果
传统产品表面纹路对比NORTON Vitrium³ 产品表面效果
产品性能对比:
传统树脂结合剂产品对比NORTON Vitrium³产品系列性能差异
显而易见, “单位面积内划伤数量”有了大幅改善,同时在“螺旋纹可见程度”上也具有良好的改善效果。无论是寿命还是效率,都在不同程度上有了提升。上述这些改善,可以大幅提升板材品质,提高产品的市场竞争力。
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录