航空发动机设计和制造的技术难度大、耗资多、周期长。其质量对飞机的性能以及研制的成败进度有着决定性的影响,由于发动机技术用于军用和民用两方面,对国防和国民经济的意义都非常重要,先进国家将它列为国家的关键研发技术,注意研究基础理论以求创新,并在材料和加工工艺方面不断努力克服现实存在多种困难力求不断提高加工质量和效率。
航空发动机设计和制造的技术难度大、耗资多、周期长。其质量对飞机的性能以及研制的成败进度有着决定性的影响,由于发动机技术用于军用和民用两方面,对国防和国民经济的意义都非常重要,先进国家将它列为国家的关键研发技术,注意研究基础理论以求创新,并在材料和加工工艺方面不断努力克服现实存在多种困难力求不断提高加工质量和效率。
通常,航空发动机所需要的材料种类繁多,其中一些零部件的材料更是因为工作条件非常严酷而要求极高。目前航空发动机主要零部件应用的金属材料主要是:钛合金如Ti-6Al-4V、Ti-5Al-5V-5Mo-3Cr等;镍基超耐热合金如Inconel718、Waspalloy、Rene41等,它们都是很难加工的材料。
其中,钛合金的难加工的主要问题在于:(1)切削过程中生成很高的切削热,自身的导热性又很差(约仅为钢的1/7,铝的1/16)切削时刀刃刃口温度常高达1000℃左右,极易损伤。(2)弹性模量小,易振动,切削受力后,弹性恢复,会加大对刀具的压力和摩擦,进一步使温度提高磨损加剧。(3)生成的切屑易粘结在刀具上,在持续的切削过程中,切屑被冲击脱落同时带走部分刀具材料,造成刀具粘结损伤。(4)易产生加工硬化使表面增硬,加剧刀具磨损,增大了刀刃最大切深处所发生的边界(沟状)磨损。
而超耐热合金也具有以上问题,且它的成分中合金元素占大部分,合金元素与碳构成多种碳化物弥散分布在晶界,它们阻止外力作用下产生的晶面滑移,使它的强度硬度和韧性大为增加(如Inconel750℃韧性高达880N/mm2)导热性很差,大量的切屑也易粘结在刀片上,造成黏附磨损。加工硬化也显著,钛合金的难加工的特点在超耐热合金加工上都有,且显示得更为剧烈,它甚至比钛合金更加难以加工。
如果零件的设计已完成,也有了高质量的材料,我们就要集中解决加工中的问题,加工离不开好的机床和刀具。刀具结构较简单,选择范围广,可以较灵活地选择各种品牌多种类型。不像设计具有严格的保密性,各国各种优秀高效经济实用的刀具都可以为我所用。这里推荐一些国外先进的刀具,供我们学习参考使用。
刀具新材料和涂层的开发
为了加工这些难加工材料,首先就要研发能征服它们的新刀具材料和涂层——具有比这些难加工材料更耐热、强度硬度更高、更耐磨、更抗冲击的性能。三菱综合材料公司较早开发了有一定硬度和韧性特高的超微粒TF15,易导热的RT9005、RT9010及专为加工钛合金和耐热合金的MT9015等硬质合金基体材料。在涂层方面则先开发了高温时硬度提高,抗粘结性能好,以MiraclePVD技术涂敷的(Al,Ti)N涂层(代号VP),这种涂层在高温高压切削条件下Al成分会发生氧化,形成非晶质的Al2O3保护膜,能防止涂层和涂层下基体材料的氧化损失,膜层的化学和热稳定性很高。将这样的基体和涂层结合起来,可以高效地加工各种钢材,也可以较低的切削速度切削一些耐热合金,这些刀片基体和涂层材料牌号有VP15TF,VP05RT,VP10RT等。例如VP10RT即采用RT9010为基体,涂以(Al,Ti)N的刀片,它可以较大的切深ap=10mm,切削速度Vc=35m/min,进给量f=0.05m/rev顺利地进行仿形车削Waspalloy耐热合金。为了能进一步更高效地加工钛合金和超耐热合金。三菱公司在原(Al,Ti)N涂层基础上,采用专门的新技术增多Al含量同时调整涂层结构,发挥高含Al涂层优点,又避免了一般涂层技术增多Al时,会产生软质相的缺点,他们的新技术产生出均质复合氮化物,使硬度提高到HV3000。这类涂层适合于精车的牌号是MP9005,适合于半精车的是MP9015。如再配合相应的断屑槽和几何角度,不但可以较高的效率加工,降低了刀具磨损还提高刀具寿命30%左右。以上这些多用在车削刀具上。
在立铣加工发动机耐热合金零件方面,三菱公司在SmartMiracle的技术进一步开发了硬度高耐热性极佳的(Al,Cr)N新涂层,并使涂层外表面生成超平滑的ZERO-μsurface膜。这种涂层可以很好抑制它与被加工材料切屑的粘结,降低摩擦力,减少切削热生成和切削阻力,实现高效加工。用这种涂层立铣刀通用性也好,可加工各类不锈钢,钛合金,耐热合金等,其代号为VQ。另外为进一步提高铣刀刀齿的抗冲击能力,又以称之为“MIRACLE∑”技术开发了可以阻止裂纹扩散的多层涂层,针对不同钢种,如一般碳钢,合金钢,钛合金耐热钢,这种多层既有共同的一层高铝的Al-(Al,Ti)N层,也有不同组织成分的一层,针对以上三类材料,这一层分别是(Al,Cr)N,TiN和CrN,各类涂层的代号分别是MP61,MP71,MP91铣削航空难加工材料主要用MP9120,MP9130类涂层。
在对耐热合金钻削加工方面,因钻头深入工件中,导热散热条件更差,故基体材料和涂层除应考虑特别耐热外,还应考虑尽量减少摩擦,要使润滑性改善,为此他们又开发了DP7020型涂层。
航空发动机的主要零件包括风扇,压气机,燃烧室,涡轮,尾喷室等部位的零件。下面以几个典型零件的加工示例,分别说明所用先进刀具的特点优点和所采用的切削条件,供大家学习参考选用。
典型零件的车削加工及所用刀具示例
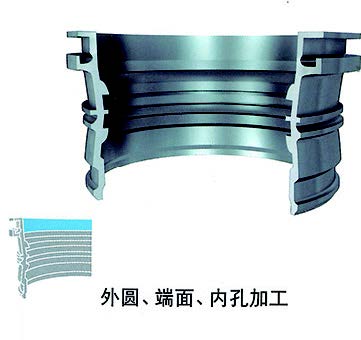
图示典型零件1(图1)材料为Inconel718,因为是回转体主要是用车削加工,他们采用各种菱形车削用刀片加工外圆、端面和内孔。在半精加工时,可以MP9015材质的CNMG120408刀片,以Vc=40m/min,f=0.2mm/rev,ap=2mm的切削条件和适合此切削条件的MS型断屑槽加乳化液完成加工。高速精加工时可以较硬的MP9005为材质和半精加工同型号刀片以Vc=100m/min,f=0.15mm/rev,ap=0.25mm的切削条件,并配合适合此切削条件的LS型断屑槽,加乳化液进行加工。这样加工既高效,刀具的寿命也比以往提高了2-2.5倍。
图 1 典型零件 1 及其外圆端面内孔加工用刀具
典型零件1除外圆、端面、内孔用车削加工外,其端面和轴线平行和垂直的槽形由于材料异常坚韧,一般窄而伸出较长的切槽刀往往夹持刚性差,不能胜任。三菱采取三面夹紧高刚性的GY系列切槽刀(刀片材料VP15TF)和GS型断屑槽使刀刃非常锋利减小了切削力和加工难度,从而可以V=35m/min,f=0.05mm/rev,ap=10mm的切削条件顺利实现了加工。
典型零件2(图2)材料为钛合金Ti-6Al-4V,也是主要加工外圆、内孔、端面。可使用CNMG120408型刀片。刀片材料可选用无涂层专适钛合金加工的MT9015,切削条件为:Vc=80-120mm/min,f=0.15mm/rev,ap=0.25mm,加乳化液。因是精车按此切削条件选用LS型断屑槽,刀具寿命较前可高出3倍以上。
图 2 典型零件 2
典型零件3(图3)材料为马氏体时效钢(HRC48-50)即含Ni量高,热处理后显微组织为马氏体的耐热高强度钢,其主要加工面也是外圆,端面,内孔。可采用以DNMG50412型菱形刀片。刀片材料选用硬度高导热性好的VP05RT,切削条件是:Vc=90m/min,f=0.23mm/rev,ap=2mm。按此切削条件选用MS型断屑槽,加乳化液。刀具寿命较前提高2倍。
图 3 典型零件 3
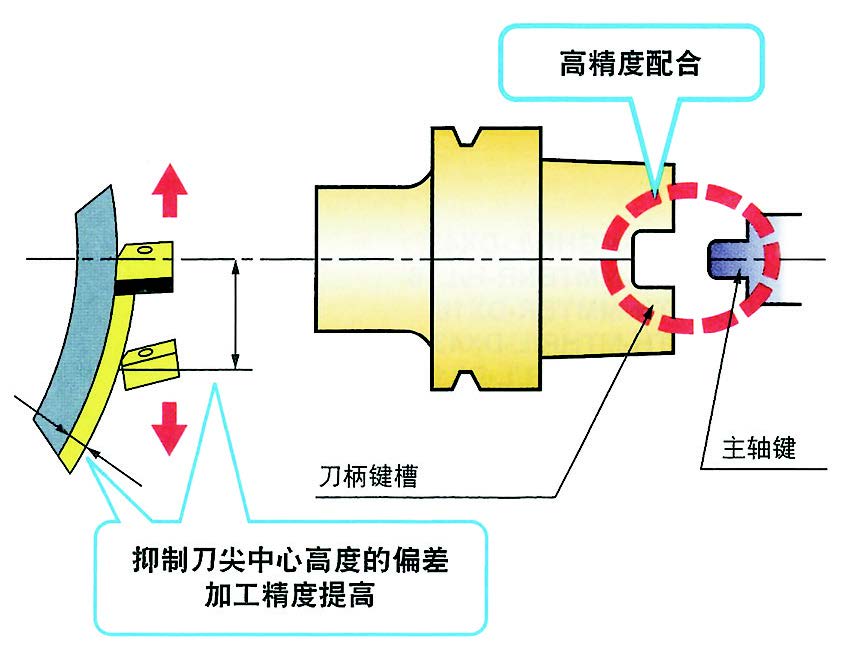
以上三例主要用车削加工,为了提高车削精度、效率、节省辅助时间,在数控车削中心复合加工中心等上,可采用HSK-T刀柄系统以更好实现工艺集中提高零件各表面的相互位置精度。那么,何谓HSK-T刀柄系统呢?我们知道用于加工中心、数控机床等的夹持刀具大多都采用结构较简单的如:JT、SK、BT、CAT等标准的(7:24)锥形刀柄,也采用了1:10的HSK型刀柄,HSK刀柄系统由于锥轴中有孔,夹紧时锥面拉紧受压产生弹性变形,刀柄向主轴锥孔可轴向位移而实现锥面和端面两面同时定位,刚性比前几种仅靠锥面定位的7:24刀柄大得多。精度也高,夹紧力大。但是定位夹紧刀具时,没有严格限制回转自由度,这在夹持钻头,立铣刀等时无妨,但在安装各种车削刀具就不可能使它处于准确的水平位置,其原因在于决定此位置精度的键与键槽精度较低,如果重定提高它们的精度标准,就可能满足车削加工要求,新标准能适合车削的系统称HSK-T系统。这个系统抑制了车刀刀尖高度的偏差,就提高了车削精度(图4)。如图1、2、3所示几类以车削加工为主的典型零件各种刀具的定位更换,三菱公司都推荐使用HSK-T安装系统。
图 4 用 HSK-T 系统提高车削精度
典型零件的铣削加工及所用刀具示例
图5所示为典型零件4,其外圆圆周轮廓需仿形加工,三菱公司推荐使用SMARTMIRACLE涂层的减振锥形球头专用非标立铣刀(球头半径R3)。它的四刃间距不等可以抑制高频震颤。以V=113m/min(n=6000min-1),fz=0.06mm/tooth(vf=1440mm/min)ap=0.4mm,ae=0.5mm的切削条件,使用乳化液,可实现高效稳定加工。刀具的寿命较前提高了1.5倍。
图 5 典型零件 4 轮廓仿形铣
典型零件5是叶片(图6),其形状非常特殊,材料为TiAl合金性质坚韧耐高温难以加工,推荐采用SMARTMIRACLE涂层的VQMHVRBD1200R100立铣刀对表面进行仿形铣削,由于这种涂层及其独创的表面平滑处理技术和锋利的切削刃相结合,能大幅度降低了切削热,并顺畅地排除切屑,保证了加工表面的高质量,实现稳定加工,寿命比以往提高了2倍。
图 6 典型零件 5 叶片的仿形铣
图7所示典型零件6的材料也是Inconel718,材料本身难加工,且壁薄、孔大刚性很低,为保证加工精度须降低切削力,防止切削热过高以引起的变形,就应采用具有先进功能独特的刀具和工艺方法。三菱公司对此零件的仿形铣削时,采用了APX系列立铣刀,它安装了具有两段前角,凸形平衡性好又强韧的MP9130材料刀片,由于切削力低切削热小加工时零件变形很小,可较一般方法效率提高许多,还延长了刀具寿命2倍以上。
图 7 典型零件 6 的各种铣削和钻削用刀具
图7所示的典型零件6尚需进行扩孔加工和侧面的仿形铣削。用立铣刀作螺旋运动进给(公转)本身又自转的高效铣孔的办法已实现。它本质上和余摆线铣削一样,是立铣刀用其小部分圆周对工件进行高速、小圆弧面积切削,立铣刀作余摆线运动时可铣槽,作螺旋进给运动就可以铣孔。这种方法切削力小,切削热少易散热,可以提高孔的加工质量加工效率,据此加工特点,也可以顺利地铣出难加工材料的孔。为加工此零件的孔,三菱公司采用了小直径装圆形可转位刀片的ARX型立铣刀。刀片材料为VP15TF。加工此零件时,螺旋铣(扩)孔的孔径是25mm,孔深是25mm。切削条件可采用Vc=30M/min,f=0.2mm/rev(自转),f=1mm/rev(公转)加乳化液。
典型零件的钻削加工及所用刀具示例
图7所示零件6上还有许多孔,钻头深入实体工件中轴向径向切削力大,生成切削热也大散热困难,特别在加工不锈钢,耐热钢钛合金等难加工材料时,因此控制热降低热,如何有效地冷却切削刃是问题的关键。三菱公司采高效用“TRI-Cooling技术”开发出具有三角形内冷却孔的MMS型钻头加DP7020涂层。由于MMS新型钻头三角形冷却液的喷出孔能适应更高压力(7Mpa)喷出流速快,流量比一般圆孔(冷却液压力2Mpa)高两倍以上,冷却效果好得多,MMS型还具有良好的刃型和槽型,生成的切屑短易排出,可高效地以Vc=14M/min,f=0.06mm/rev,钻孔深15mm的切削条件顺利完成加工。它的寿命比一般高效钻头可高出15倍。尽管精度要求极高、且由难加工材料制成的航空发动机主要零件生产出来非常困难,但只要我们仔细分析可能出现的问题,预先考虑到并作出准备,同时研究开发或选用合适的切削刀具和工艺方法,具体处理并解决实际存在的困难。相信一切加工问题都可以迎“刃”而解的。
作者:章宗城,尚亚国际贸易公司
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录