作为汽车业的一级供应商,WescastIndustries专注于生产轿车和轻型卡车的复杂高温铸件。作为冶金开发领域的明星,WescastIndustries设计和生产大量部件,包括排气歧管、涡轮增压器壳体、一体式涡轮增压器和其它专用的动力总成部件。
作为汽车业的一级供应商,WescastIndustries专注于生产轿车和轻型卡车的复杂高温铸件。作为冶金开发领域的明星,WescastIndustries设计和生产大量部件,包括排气歧管、涡轮增压器壳体、一体式涡轮增压器和其它专用的动力总成部件。
当Wescast旗下的MacombTownship工厂的生产技术员BobPhillips想通过升级刀柄改进工艺时,他开始调查可能的方法。Bob指出:“我要寻找让我们机床的加工更准确的方法。”很快,他开始搭建一套全面、长期的测试平台,使Wescast可评估一家特定供应商的说法。
这家供应商就是HAIMER(翰默),HAIMER美国公司大区经理MikeMartin在交给Bob的提案中保证,生产力和刀具使用寿命均优于他们当前使用的筒夹式刀柄。Mike更具体地建议到,如果使用HAIMER翰默的热缩刀柄,所有刀具的周期时间缩短5%,并保证Wescast全部刀具的使用寿命提高25%。
测试
为测试Haimer的提案,Bob分出一个加工单元(8台机床)和5把切削刀具进行测试。测试件为铸铁的排气歧管。其中4台机床依然使用现有的筒夹式刀柄加工,切削参数无变化。另外4台机床使用Haimer热缩刀柄取代原用的筒夹式刀柄,进给量和转速都调整到每把刀具提高5%。在随后的三个月中,所有机床每周工作6至7天,每天三班制不间断地工作,并详细地收集数据。记录的数据包括:周期时间、刀具寿命和换刀次数。
仅仅一周的时间,BobPhillips发现积极的效果,三个月后,数据已无可置辩。如表1可见,使用热缩刀柄的刀具寿命明显提升,全部五种刀具的平均寿命提升60%。Bob甚至指出:“我们还发现刀具寿命持续提升已远超测试记录的结果。”如果用刀具生产的歧管对数计算刀具寿命,根据使用的刀具,刀具寿命的提升幅度在25%至100%之间。Wescast的16台数控机床生产线由于刀具寿命的提升,包括直接和间接人工成本。
周期时间缩短
4台使用热缩刀柄机床的平均周期时间比筒夹式刀柄机床的平均周期时间缩短7.5%(见表2)。根据该工件的年产量,使用热缩刀柄每年可节省的加工小时数十分显著。假设每周工作40小时,采用三班制,这相当于每周节省的加工时间,预计另外可节省成本16,989.44美元(见表2B)。
表 1
表 2
除生产力提升外,Bob说:“Wescast还发现了由于换刀操作的简化和消除筒夹刀柄的清洁操作带来的间接获益。已不需要为保证跳动精度而及时清洁筒夹式刀柄和定期更换筒夹式刀柄的操作,同时热缩刀柄还能避免不同操作人员之间换刀时的可能差异。”
表 2B
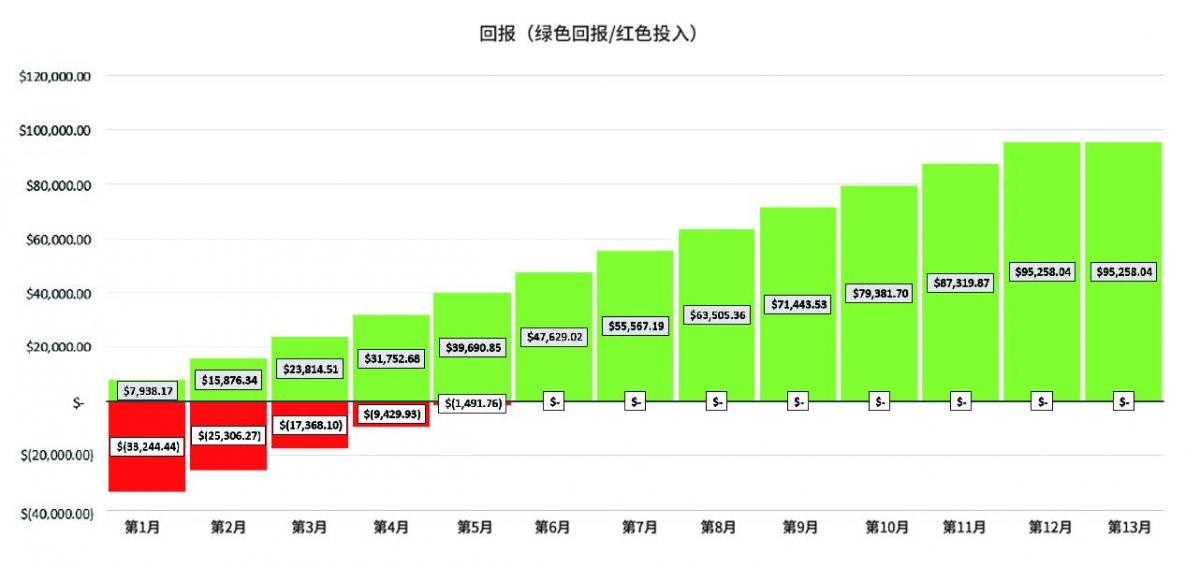
降低总成本和提高投资回报
总之,从机械筒夹式刀柄改为热缩刀柄,全部16台数控机床每年节省的成本达95,258.04美元。
全部16台机床的全部刀具总投资为56,064美元,其中很大一部分投资是热缩机的成本。热缩刀柄本身的平均成本为262美元,而筒夹式刀柄的平均价格为204美元,仅相差29%。投资回报(见表3)为第一年的第6或第7个月,为保持换刀质量,之后几乎无需大量投资。因为热缩机的预期寿命以年计。消除易磨损的机械部件,例如筒夹、螺母、平衡环、涨圈或其它运动件,意味着无需制定维护或更换计划,进一步节省时间和成本。
此外,热缩机宽广的工作范围允许Wescast的其它产品线只用热缩刀柄,进一步缩短投资回报期。
改变观念
与任何新事物一样,已有的观念总持怀疑的态度。Bob说,一开始也有些担忧,“乍看来,热缩刀柄并不像我们的筒夹式刀柄那样壮实,按照已有的观念,这表示刚性或安全性不够高。而且,我们之前使用另一家压配夹刀系统的实验没有成功,他们也声称有类似优点。”然而,经过充分测试和记录,结果令所有参与人都满意。热缩刀柄在完成了降低成本的目标的同时,保证了质量。
表 3
这是 Wescast Industries 公司的车间,该公司是轿车和轻型卡车铸造排气歧管和涡轮增压器壳体 制造商。
作者:BobPhillips,WescastIndustries公司生产经理
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录