 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



浮动恒力打磨工具
恒力浮动打磨工具有两个重要特点,分别是恒力和浮动。首先,我们解释一下两个问题:
1、什么是恒力?机器人打磨为什么需要恒力?
首先我们来讨论一下恒力。恒力一直指的是恒定的打磨压力。打磨过程中,有几个重要的参数,分别是磨具的形状、硬度,旋转的速度,磨具压在工件上的压力,磨具相对工件移动的速度等。当打磨工作,由机器人(机械臂)代替人工时,首先要考虑的是机械臂怎么来控制打磨工具和工件之间的打磨压力。只有控制好打磨压力,才能保证工艺稳定,保证切削量、粗糙度等质量参数在控制范围之内。机器人是六轴联动位置执行机构,无法精确控制打磨时候的压力,因此需要辅助机构,来提供恒压力。
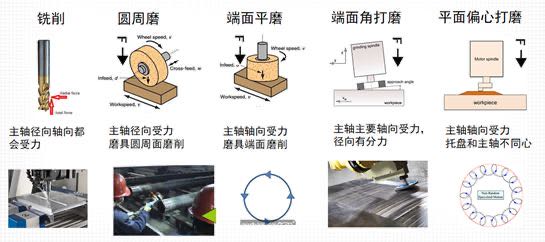
磨具受力分析
图一解释了打磨力方向。打磨力一般都是法向力,不管机器人空间位置怎么移动,磨具和工件的接触都是垂直接触的。打磨用磨具一般都是圆形的,装在一个电动或气动的旋转轴上。如果是利用圆形磨具的端面打磨,那旋转轴是轴向受力;如果利用圆形磨具的圆周面打磨,那旋转轴是径向受力。
2、什么是浮动?机器人打磨为什么需要浮动?
接下来我们再来讨论一下浮动。上文提到机器人是六轴联动位置执行机构,六个轴是串联的。这样的串联机构的位置精度,比常见的CNC机床机构要低一些。一般用重复定位精度和绝对位置精度来衡量,机器人的一般的重复定位精度为0.02mm, 绝对定位精度为0.5mm。机器人的打磨特点请参考图2。

机器人的精度及其打磨特点对比
除此之外工件整体尺寸误差,铸造件的尺寸误差比机加工后的零件要大。被去除的材料,比如机加工后的毛刺,毛边,铸造后的合模线、飞边,都大小不一致。还有,机器人工作站的工件装夹工具也会有尺寸误差。这些误差累加起来,都会影响磨具和被打磨工件的接触。要么过切,要么接触不上。浮动就是解决这个问题,让磨具始终和被打磨工件保持接触。

浮动的作用
综合以上对恒力和浮动的分析,我们可以看到,要想让机器人代替人工去做一些打磨应用,就需要在机器人和打磨工具之间,有一个恒力浮动机构。这个恒力浮动机构,可以弥补综合位置误差,保证打磨工具和被打磨工件保持接触,并保证接触力是按照打磨工艺要求的压力,从而保证打磨工艺稳定。
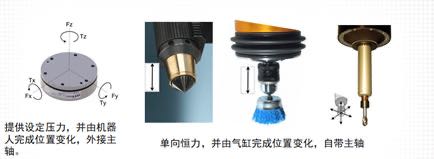
ATI机器人浮动毛刺清理工具
ATI根据机器人的打磨特点,开发了恒力浮动机构和打磨主轴一体的机器人专用打磨工具。所提供的恒力浮动工具有两大类:径向浮动打磨工具和轴向浮动打磨工具。动力主轴是采用气动马达。
1、径向浮动打磨工具
径向浮动工具上配合的磨具或刀头,主要是径向受力,利用圆周面打磨或切削。根据功率和转速的不同,有图3所示系列。

径向浮动工具系列
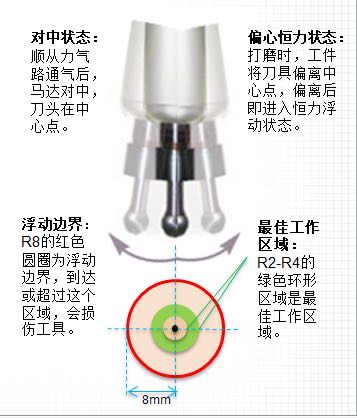
径向浮动工具原理
2、轴向浮动打磨工具
轴向浮动工具上配合的磨具或刀头,主要是轴向受力,利用圆端面打磨或切削。根据功率和转速的不同,有以下系列产品。

轴向浮动打磨工具系列
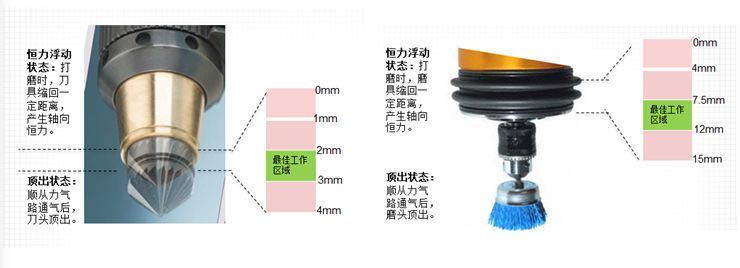
轴向浮动工具的原理
另外轴向浮动机构,还有闭环的伺服控制。可以实时传出数据,更精确,但成本要高一些。大部分的去毛刺应用,开环的浮动机构就够用了。
3、六维力传感器
ATI还提供一种六维力和力矩传感器,这种传感器装在机器人末端和打磨工具之间,实时提供接触力的数据给机器人控制器,然后通过闭环控制的方法,控制机器人末端抬高或者压低,抬高即减小压力,压低是增加压力,从而实现恒力接触。以下图为力矩传感器应用原理。
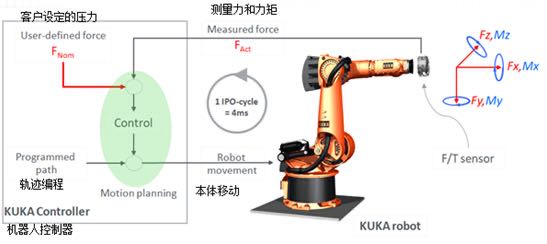
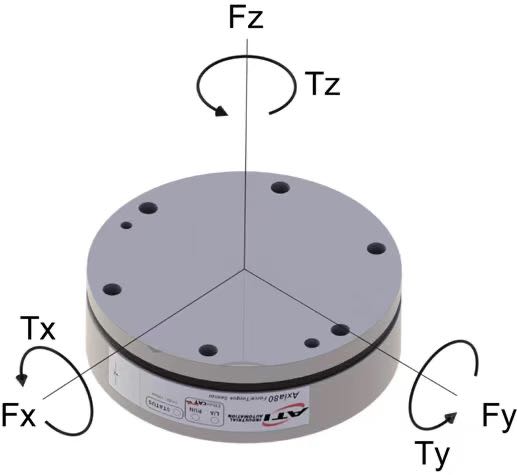
F/T 力/力矩传感器:
输出六个数值Fx, Fy, Fz, Tx, Ty, Tz 给机器人控制器。
机器人控制器计算后,通过移动机器人,从而改变机器人工具和工件的接触力。
力是位置的函数。
恒力和浮动其实是相生相伴的两个概念,恒力接触就是通过浮动来实现的。上面讲到的恒力浮动打磨工具,是通过独立的浮动机构来实现浮动的。而装了力传感器的机器人的浮动是通过机械臂自身的移动来实现的。需要说明的是,要想力传感器很好用于打磨,除了硬件以外,需要装相关的软件包到机器人的控制系统里。
综合以上所述,如果用把机器人用于打磨,可以使用ATI独立的恒力浮动打磨工具,也可以使用ATI六维力传感器,使得机器人能感知到力的大小,通过闭环反馈的方式,让机器人机构实现恒力浮动打磨。图11是一个简单对比图。
方案对比
两种方式各有利弊,有不同的应用场景。独立的恒力浮动打磨工具,恒力、浮动、旋转主轴集成在一起,再与机器人集成的时候,操作简单,经济适用,适合去毛刺等轻负载应用。力传感器,需要后台的软件包支持,适合特殊的应用场合。
