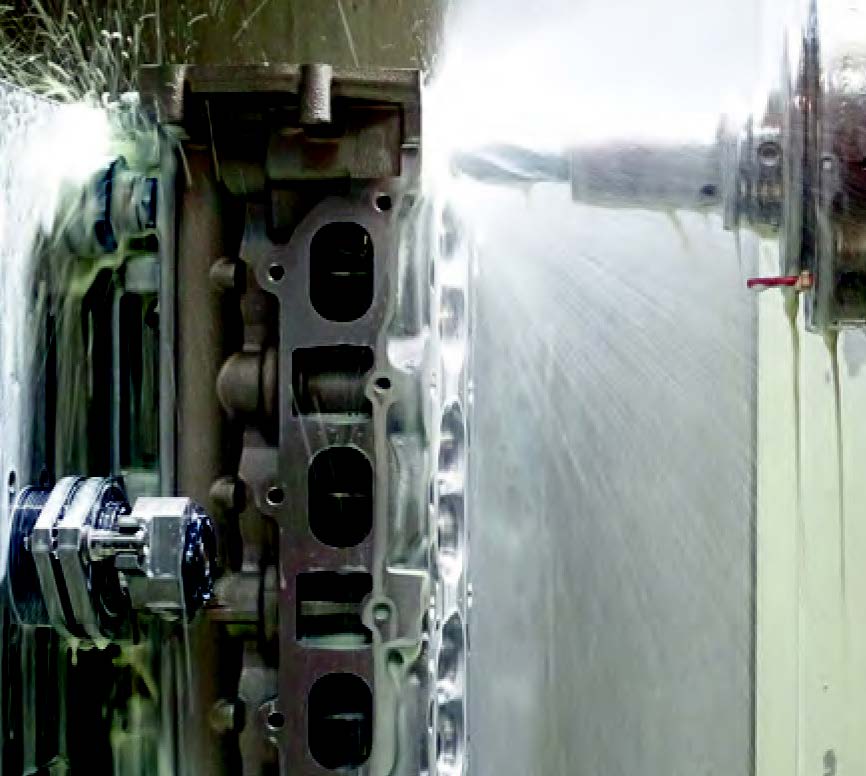
利用低温 CVD 化学沉积工艺技术生成的切削刀具涂层被称为“野牛”。在汽车铝合金结构件的铣削加工中,这种涂层材料将铣刀的使用寿命提高了10倍,在2倍进给量加工不锈钢材料的零件时将铣刀的使用寿命提高了6倍。
基于铝合金的高性能合金材料是当今汽车工业领域和其他的仪器设备制造领域中不可或缺的主要原材料。在使用加工这些高性能铝合金材料时有许多需要注意的事情。这里,不建议使用有 HM 硬质合金涂层的硬质合金刀具或者陶瓷刀具。尽管这种 HM 硬质合金涂层刀具和陶瓷刀具的性能在铁基合金的切削加工中得到了证明,但 PVD(物理气相沉积法)和高温 CVD(化学气相沉积法)产生的镀层无法形成锋利的切削刃,至少是无法达到铝合金材料精加工所需的切削刃锋利程度。通常情况下刀具切削刃都有至少 4μm 到 12μm的刀尖圆角。而切削铝合金材料时,刀具的镀层厚度不能超过1.5μm 至 1.7μm。只有这样薄的镀层才能保证铝合金零件达到所需的表面加工质量要求。
但镀层厚度涉及的不仅仅是被加工零件表面质量的问题。从切削加工工艺过程可靠性和成本效益的角度考虑问题时希望切削加工刀具有着很长的刀具使用寿命。而实现很高刀具耐用度的途径与刀具的许多特性有关,例如所有切削刃长期的几何尺寸稳定性,耐磨性能,冷焊磨损性能,轮廓稳定性,耐高温性能,摩擦系数以及前刀面、后刀面和切削刃表面粗糙度等特性。
铁基合金的加工
众所周知:切削刀具切削刃、前刀面和后刀面的磨损是均匀的磨损。人们用了很长时间来开发新的硬质合金材料,以减少磨损。例如已经开发了新的、主要用于铁合金材料粗加工用的金属氮氧化物和碳氧化物材料。今天,在没有粘合剂的情况下这些硬质合金涂层材料很难得到令人满意的切削结果。有多种不同的技术方法能够使这些硬质合金涂层材料得到希望的附着力,但都需要付出极高的成本。
早在 23 年前,人们就开始试验低温 CVD 化学气相沉积技术。试验的目的是:能够在 480℃和 570℃的温度范围内将单金属碳化物和单金属氮化物涂镀到钢材表面,在 500℃至 600℃的温度之间涂镀到硬质合金材料表面;在超锋利切削刃上涂镀一层厚度只有 0.5μm 至 1.8μm 的多元碳化物涂层,同时,在二次涂镀时不必去除原有的镀层。
在经过几次挫折之后,研究者终于在 2017 年首次成功地完成了在钢材和硬质合金表面上以 490℃的温度沉积碳化钛,其表面显微硬度达到了维氏硬度 HV 3200。现在,利用 3D-AU-hybriden CVD 化学气相沉积工艺技术涂覆的铣刀、钻头、丝攻、铰刀、拉刀和可转位刀片在不同的工业领域都获得了巨大的成功。
在切削加工铝镁硅合金时,通过添加其他元素可以完全消除切削过程中刀具表面的冷焊磨蚀。
之后又出现了被称为“野牛(Bison)”的刀具涂层涂覆技术。这是一种涂覆两层多元硬质材料的技术:Bison-A 适用于钢质刀具的涂层,Bison-B 适用于硬质合金整体刀具。这一涂层以相对较低的摩擦系数、橘皮结构、最高的耐磨性以及几乎能够达到最高的维氏硬度 HV 3200 而著称。
良好的切削性能
这种 CVD 氮化钛涂层的显微硬度在 HV 2300 至 HV2400之间,厚度只有 0.2μm。另外,这种涂层与金属和合金材料、塑料或者橡胶等材料有着很好的亲和度。
基于这些特性,这种硬质涂层材料已经广泛地在发动机及其零部件的铝镁硅铜合金和镁合金加工中得到了应用(参见图1、图 2 和图 3)。而且这是有原因。例如,Bison 涂层材料的铣刀在加工铝镁硅铜合金材料的轿车发动机机体时的刀具耐用度是TiAlON 涂层刀具的 9 至 10 倍。当铣削后使用涂覆了 Bison 涂层的阶梯钻进行孔加工时,阶梯钻的使用寿命提高了15至24倍。
图1:新型 Bison涂层材料的铣刀在加工铝镁硅铜合金材料的轿车发动机机体时的刀具耐用度是TiAlON涂层刀具的9至10倍。当铣削后用Bison野牛涂层的阶梯钻进行孔加工时,阶梯钻的使用寿命提高了15至 24倍。
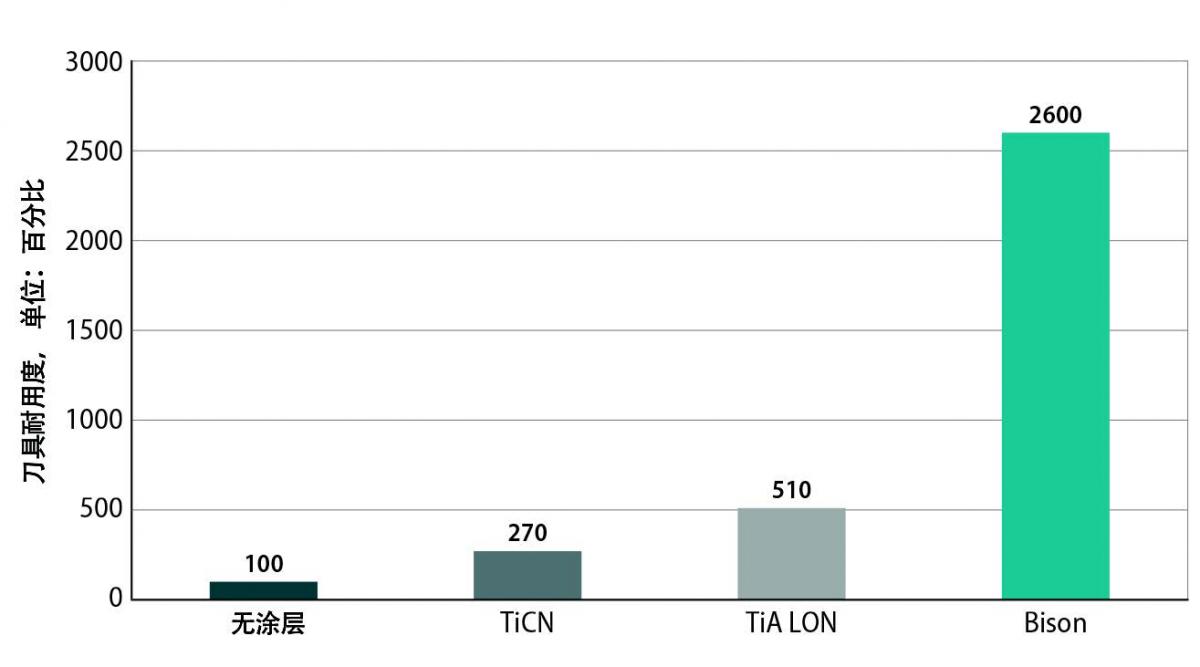
图 2:整体式硬质合金铣刀 K40 加工铝镁硅铜材料的发动机机体时,不同的表面涂层材料对刀具耐用度的影响。
图 3:整体式硬质材料的 VHM-K20 阶梯钻加工铝镁硅铜材料的发动机机体时,不同的表面涂层材料对刀具耐用度的影响。
汽车制造领域中的用户还有一个好处:没有涂层材料的钻头、铰刀可以加工大约12000±1000个铝镁硅合金发动机机体,涂镀了新涂层材料的刀具则可以加工 80000±2000 个机体。铣削不锈钢材料的零部件时,涂覆 Bison 涂层的铣刀进给量可以提高一倍,铣刀的耐用度可以提高6倍。
钛合金的切削加工是难度最大的机械加工。而使用涂覆Bison 涂层的 HSS 高速钢和硬质合金的立铣刀、滚铣刀和角铣刀已经在工业企业的切削加工中成功的完成了钛合金的铣削加工。刀具耐用度提高的程度与被加工的钛合金组成成分有着密切的关系,平均提高了5倍至11倍。
目前,表面加工技术研发中心正在试验新的、能够更加延长刀具耐用度的多元碳化物涂层材料。这也意味着要更进一步地提高资源利用率,减少对环境的影响。
本文译自 Werkstatt und Betrieb 杂志
作者:Lienhard J.,Paterok,Leonhard F. Paterok 和 Felix K. Brandt
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录