接管嘴的一端是用绳与软管捆扎后插入阀门中起到输入气体的一种金工件。接管嘴一端有着 2 处 30°的斜面,其中一处锥体与φ17 孔的止口要起到密封的作用,以防充气装备中的气体外泄。由于接管嘴需要反复从阀门孔中插进和拔出,故要求具有耐磨性而需要进行调质处理。
接管嘴的一端是用绳与软管捆扎后插入阀门中起到输入气体的一种金工件。接管嘴一端有着 2 处 30°的斜面,其中一处锥体与φ17孔的止口要起到密封的作用,以防充气装备中的气体外泄。由于接管嘴需要反复从阀门孔中插进和拔出,故要求具有耐磨性而需要进行调质处理。
为了防止接管嘴 2 处 30°的型面和止口处出现变形和氧化层。接管嘴是用30CrMnSiA 材料经调质处理后,再通过机械切削加工而制得。
1. 接管嘴
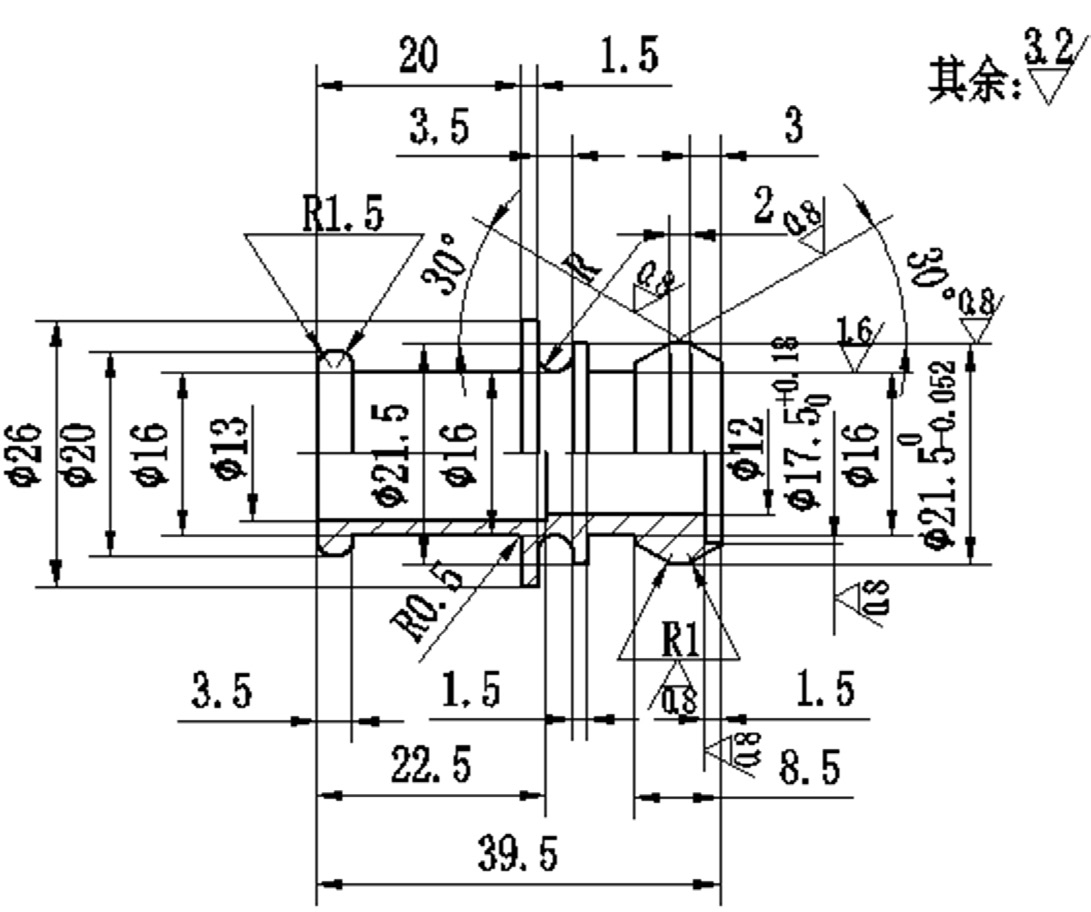
接管嘴,如图1所示。由于止口处需要较锋锐,很易被磨损和碰撞后产生豁口。所以,接管嘴需要采用 30CrMnSiA材料,经调质处理硬度为 30 ~ 34HRC。调质后接管嘴有很高的强度和足够的韧性,淬透性也好 [1]。还具有加工变形微小,不会出现调质处理后的氧化皮。并具有好的抗疲劳性能好,良好的冲击韧性和塑性,还具有一定的耐磨性。接管嘴因含铬元素含碳量低,切削时具有黏刀,易产生带状切屑和积屑瘤的现象。接管嘴经调质处理,能够充分确保其机械性能、使用要求和寿命,但机械加工困难。
图1 接管嘴二维图
2. 接管嘴加工工艺
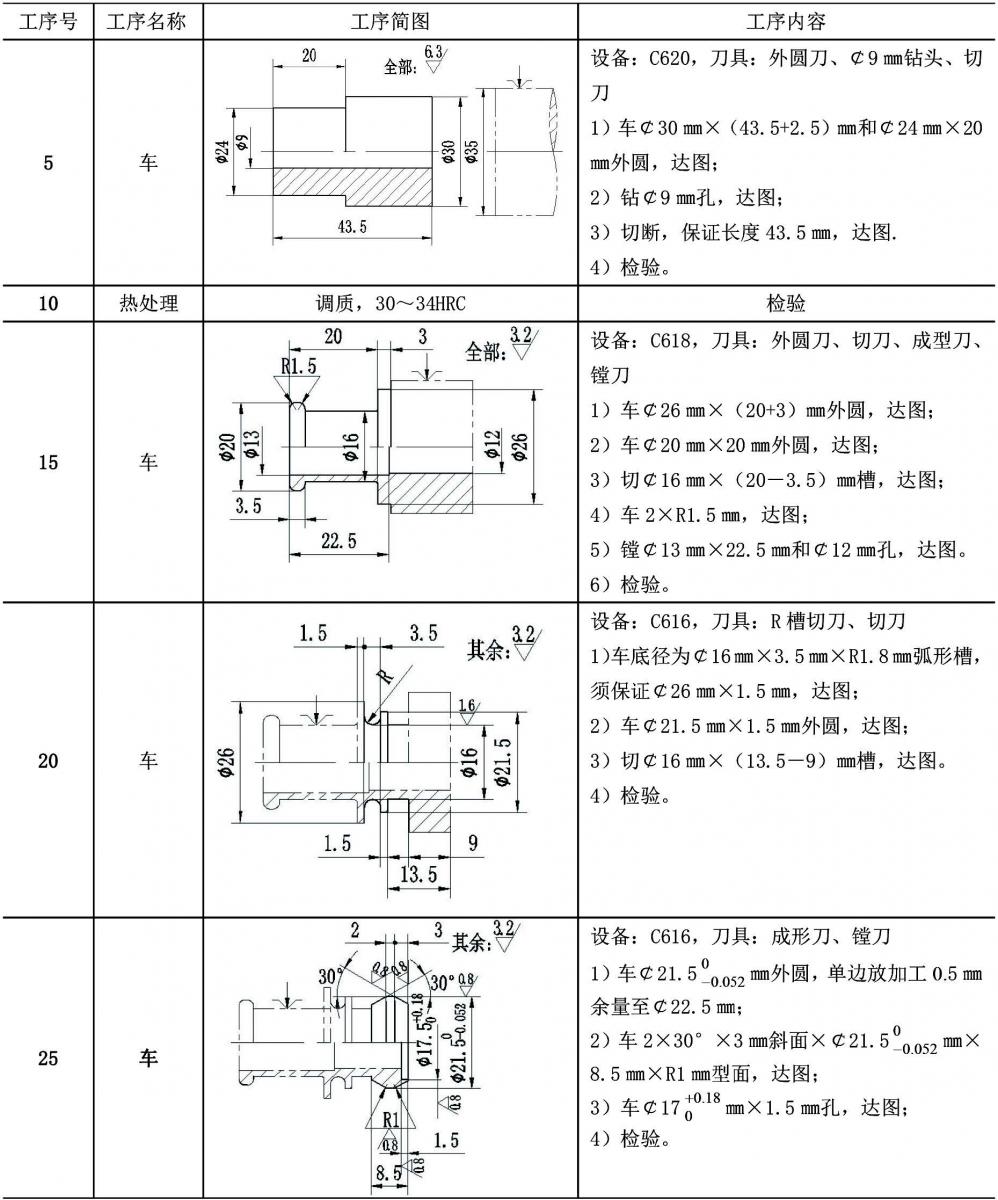
由于接管嘴使用的要求,采用0CrMnSiA材料与调质处理后的性能,使得接管嘴的机械切削加工困难,特别是φ24mm×20mm与φ30mm外圆、φ13mm×22.5mm、φ12mm两孔及2×30°×3mm×φ21.5×8.5mm×R1mm成型面的加工变得特别困难。接管嘴加工工艺过程,如表1所示。
3. 工序 5 的外圆和孔的加工
如表1所示,工序5的加工,要是车 φ30mm×(43.5+2.5 切 刀 宽 度)mm和φ24mm×20mm外圆及钻φ9mm孔,主要考验的是外圆刀、钻头和切刀。
表1 接管嘴加工工艺过程
3.1 外圆加工
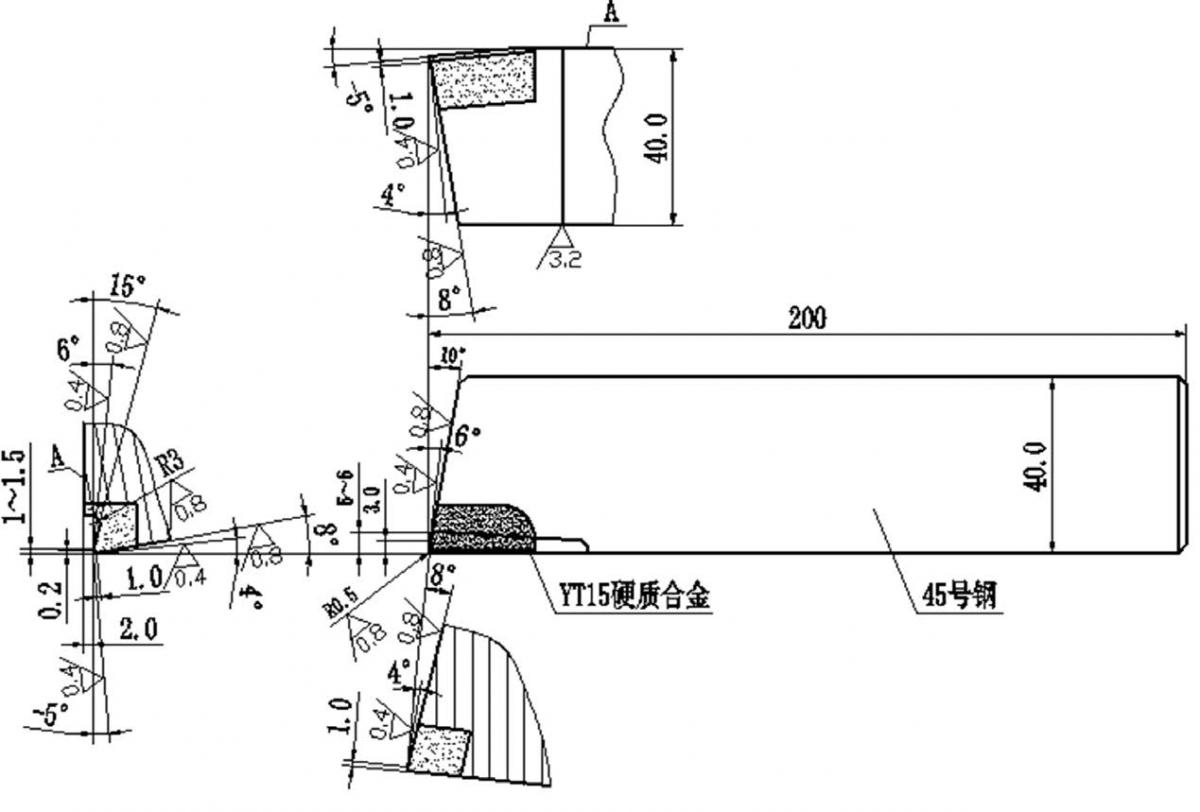
接管嘴的 φ30mm×(43.5+2.5 切刀宽度)mm 和 φ24mm×20mm 外圆是用外圆刀加工,φ9mm 孔用钻头加工,最后是用切刀切断获得接管嘴毛坯,如图 2所示。
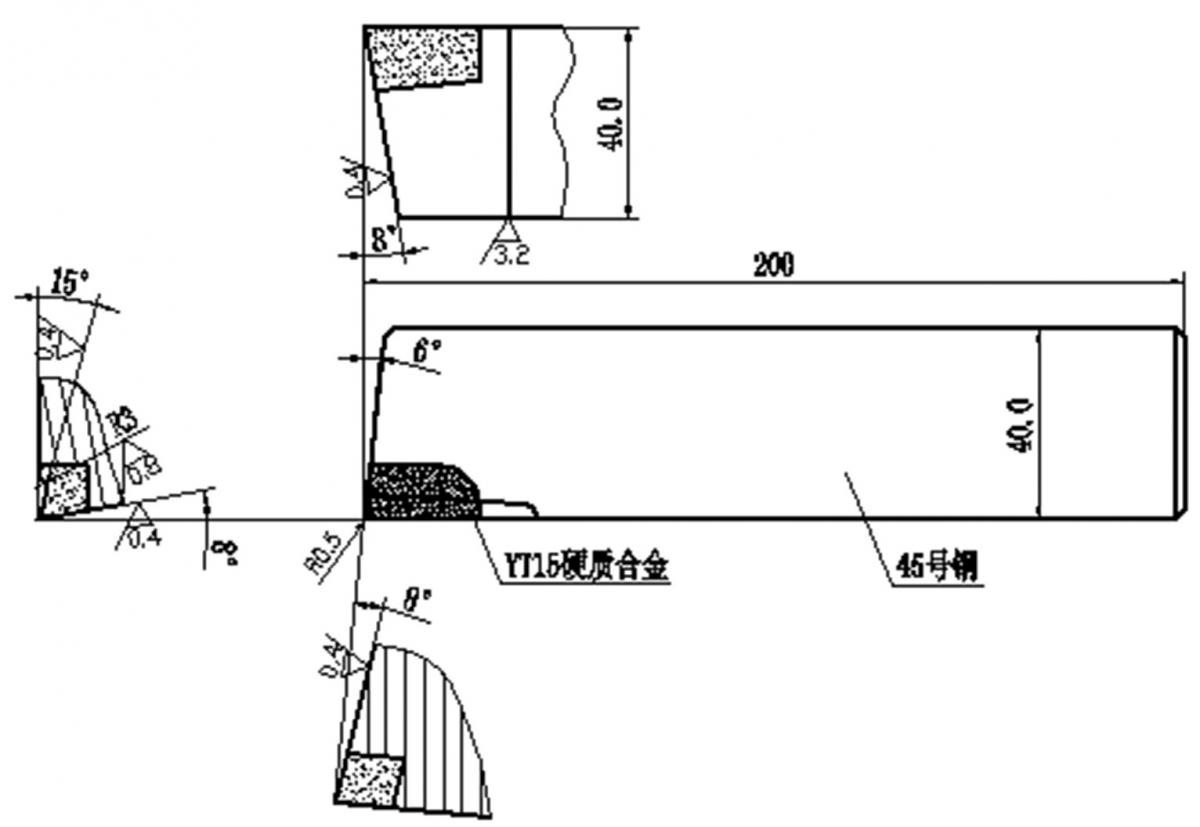
(1)原先的外圆刀 刀片为 YT15硬质合金,刀杆为45号钢,如图2a所示。当 5 ~ 6mm 的排屑槽尺寸较大,以原外圆刀车上述 2 外圆时,切屑成带状排出容易缠住被加工的毛坯而打坏刀具。快速旋转的带状切屑也容易伤人,同时,刀具切削部位磨损快。当排屑槽尺寸较小时,虽然不会产生带状切屑,但螺旋状切屑直冲操作者,高温的切屑极易烫伤人。
(2) 改进后外圆刀 刀片为 YW1 硬质合金,刀杆为 45 号钢,如图 2b 所示。针对原先外圆刀的不足,改进措施如下:
1)改进排屑的措施: 为了使切屑不成带状和要改变直冲操作者的排出方向,需要呈一小段一小段的螺旋状切屑离操作者方向排出。为到达此目的,刀具的刃倾角改成 -5°,排屑槽宽度为 5 ~ 6mm,上基准面 A 应高出刀尖2mm。如此,可以迫使切屑成螺旋状离操作者方向排出。如达不到要求,可加大走刀量。由于高速加工所产生的切削热作用,使呈蓝色切屑具有较大脆性,在 2mm 台阶的作用下切屑只能自行呈一小段一小段螺旋状离操作者方向排出。为此,切屑伤人和打刀的严重问题迎刃而解,使得加工可以顺利进行。由于采用 -5°刃倾角,使得切削力位置后移,避免了刀尖不承受切削力而保护了刀尖不被崩塌。但一小螺旋状切屑伤及前面车床的操作者,需要在前面操作者身后放置一铁丝网拦堵切屑。
2)改进刀具崩刃的措施: ① 刀尖角:主偏角为 0°,采用了双副偏角3mm×6°和 10°,增大了刀尖角,使得刀具强度增大了。加上刀尖磨有 R0.5mm的圆弧,最大程度地提高了刀尖的强度。②楔角:采用了1mm×4°和8°双主后角,1mm×4°和 8°双副后角,增大了楔角,除了增大刀具强度之外,还增大了散热体积,降低了刀尖部位的热量。③倒刃:在双前角 1 ~ 1.5mm×6°处的主刀刃制成了 0.2mm×-5°角的倒刃,除了增加刀刃的强度之外,还将切削力位置后移,保护了主刀刃。通过上面三种措施,增加了刀具切削部分的强度,改善了散热和受力状况,还增加了耐磨度和避免了崩刃的发生。
3)改进耐磨的措施: 上面 2 类措施都能提高刀具的耐磨性,另改用了 YW1硬质合金刀片,极大地提高了刀具耐磨度。YW1 是适用于耐热钢、高?钢、不锈钢等难加工钢材及普通钢和铸铁加工的硬质合金。如果在刀片上再涂以碳化钛涂层,使用寿命可延长 3 倍,切削速度可提高25 ~ 50%。由于刀具可以多次刃磨,这样的刀具可以使用 3 个月以上。硬质合金刀片也可采用 PVD 法,或采用 PVD/CVD相结合的技术进行复合涂层工艺,这种方法称为 PACVD 法(即等离子体化学气相沉积法)。该法是对刀片涂覆金刚石和立方氮化硼(CBN)超硬涂层,这样的刀具可使用半年以上。
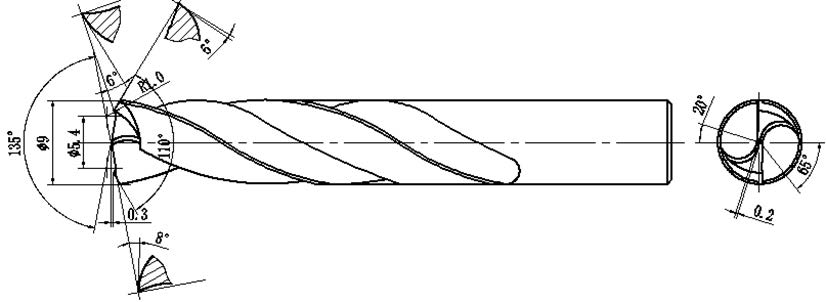
3.2 钻孔
工序5的φ9mm孔加工,可采用群钻几何参数,如图3所示。两峰角为135°和110°,两主刀刃要磨成对称,两主刀刃的后角也要保持一致。磨出月牙弧槽R1.0mm应在修理后的工具磨砂轮上刃磨。月牙弧槽是为了增加刀刃参与切削的长度,以减少单位刀刃的切削力和增大散热面积。两主刀刃上磨出的月牙弧槽要保持对称,0.2mm 横刃的刃磨也需要对称。主刀刃越靠近钻头外径处是靠钻头硬度切入钢材的晶格,依靠钢材的转动和钻头的进刀运动将钢材切离主体。横刃是依靠横刃的硬度扎入钢材,钢材被挤离主体。靠近横刃的主刀刃以挤离钢材为主,以切离钢材为辅,靠近钻头外径的主刀刃以切离钢材为主,挤离钢材为辅。所以钻孔的切削抗力 70 ~ 80%源自横刃,横刃磨短后钻孔就十分轻松。将由于该钻头直径较小,不便于焊硬质合金刀片,但可以通过等离子喷涂技术,由直流电驱动的等离子电弧作为热源,将陶瓷或合金材料加热到熔融或半熔融状态,并以高速喷向经过预处理的工件表面而形成附着牢固的表面层的方法。钻孔时的转速适当要低一些,并一定得加冷却液。钻头材料最好采用 W12Mo3Cr4V3N(V3N) 等超硬高速钢制造,热处理后硬度达 67 ~ 69HRC,V3N 钢具有硬度高、耐磨性好、高的红硬性和一定的韧性,使用寿命比现用普通高速钢提高 2 ~ 10倍。也可将金刚石和立方氮化硼(CBN)超硬涂料涂覆在钻头上,使得有涂层的钻头比高速钢钻头寿命高 10 倍,效率提高 5 倍。
3.3 切断
外圆和孔加工好之后,就是切断,须保证总长 43.5mm。切刀几何参数:如图 4 所示,刀刃宽度为 2.5 ~ 3mm,宽了浪费钢材,窄了刀具头部刚性差(切削深度为> 10.5mm),硬质合金刀片应该焊接在刀杆部分上。双前角 1.0mm×4°和8.0mm×15°×R2mm,主刀刃距离上基准 A 面 2.0mm。一方面增加了切刀强度有利于排屑,另一方面小 R 排屑槽 + 凸台可迫使切屑呈断屑状排屑,可避免长屑缠住旋转的卡盘。为提高刀具耐磨性,2 偏角取 2°,双主后角为 1.0mm×4°和 8°,2 个双副后角为 1.0mm×1°和 2° . 硬质合金刀片,采用涂覆金刚石和立方氮化硼(CBN)超硬涂层。为了是车床前面的操作者不受切屑的伤害,需要在车床前面放置一个铁丝网挡住飞过去的切屑和零件。
图2a 原先外圆刀
图2b 改进后外圆刀
图3 钻头
图4 切断刀
4.结束语
排屑和刀具耐磨性是加工调质合金钢产品车削加工中最大的问题,处理不好是整天忙于磨刀,生产任务无法完成,还容易受切屑烫伤。解决的办法是:调整刀具的角度,特别是刃倾角、前角和排屑槽的位置和大小。再是选择高耐磨性的硬质合金和采用表面处理的技术,来提高刀具的耐磨性。通过上述措施的实施,原来的刀具每天都会打坏好几把,现在的刀具能用半年以上的时间。
中国航空工业航宇救生装备有限公司,澳大利亚悉尼 SKY 技术咨询有限公司
作者:文根保、文莉、 史文
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录