常规的检测方法只能在远离切削刃处测定硬质合金刀具涂层的残余应力。而利用拉曼显微材料技术则可以直接测定切削刃处的残余应力,因此也可以更好的控制切削刀具的磨损。
众所周知:现代化的PVD物理气相沉积涂层明显地提高了金属切削刀具的使用寿命。通常情况下我们希望的残余应力是残余压应力;因为残余压应力有助于减轻长期承受切削载荷的刀具涂层出现裂纹,阻止裂纹扩展。在残余压应力的临界值范围以内,残余压应力越高刀具的使用寿命就越长。当残余压应力的数值超过临界值时则又会降低刀具的使用寿命。
残余应力是如何影响切削刀具耐用度的?
在PVD物理气相沉积涂层的蒸镀过程中会产生残余应力。残余应力的大小取决于像偏置电压等涂层蒸镀参数。另外,残余应力的状态也可以通过例如湿式喷丸和激光微喷丸等机械方法来施加影响。汉诺威-莱布尼茨大学IFW制造技术和机床研究所对(Ti,Al)N-PVD涂层刀具残余应力状态对刀具耐用度的影响进行了详细的研究。
刀具耐用度测试时使用的刀片是SNMA120408号硬质合金可转位刀片;该刀片的涂层中含有重量比94%的碳化钨和重量比6%的钴,是按照DC-Arc-PVD直流电弧等离子化学气相沉积法制成的。为了能够检测不同的残余应力状态,为三批被测可转位刀片选择了三个不同的偏置电压UB=-40V、UB=-65V和UB=-85V。另外还有一批可转位刀片的偏置电压为UB=-40V,然后在700摄氏度的温度下进行热处理,以便在随后的研究测试中能够考虑到残留拉伸应力的影响。
刀具涂层残余应力的深度高分辨率测量
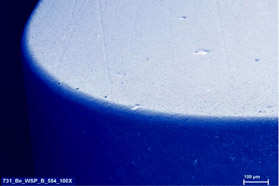
刀具涂层中残余应力的检测方法是散射矢量法;使用的测量仪器是通用电气公司研发生产的SeifertXRD3003eta型五圆衍射仪,发射的是Co-Ka射线。与传统的sin²ψ-法相比较,散射矢量法可以实现直至X射线最大穿透深度的高分辨率残余应力检测。而这种测量方法对于测量厚度只有几微米的涂层是非常必要的,因为估计在涂层几微米的整个厚度上的残余应力梯度是很大的。测量是在可转位刀片的后刀面上完成的。在第一次检验测试的框架内,被测刀具是机床设备制造商Gildemeistrer公司研发生产的MD10S车床使用的AlSI1045外圆车刀。车削过程中没有使用冷却润滑液。使用的切削工艺参数为:切削速度vc=500m/min,前角γ和间隙角α=6°,进给量f=0.1mm。
图1:借助于可以使用激光的拉曼显微技术,汉诺威-莱布尼茨大学IFW制造技术和机床研究所的切削加工研究人员开发成功了刀具切削刃处残留应力以及残留应力分布的检测分析方法。
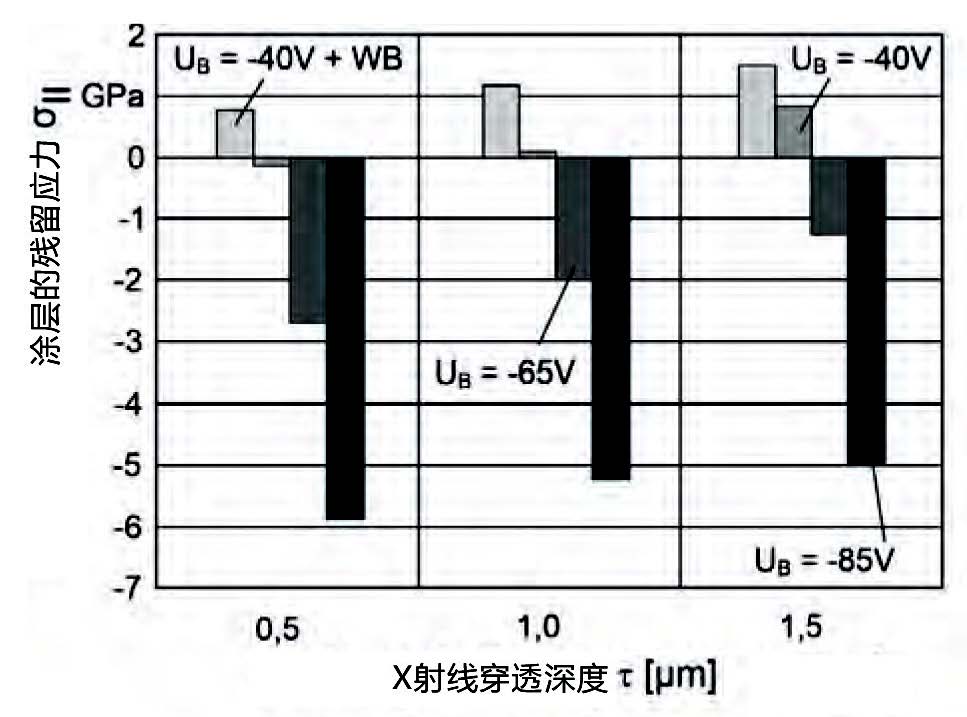
如图2所示:随着偏置电压的增加残留的压应力数值也在提高;检测到的压应力随着射线穿透深度的增加而减小,经热处理的车削刀具从0.5μm到1.5μm整个检测厚度范围内的残余应力都显示为拉伸残余应力;偏置电压较低刀具的涂层靠近表面的残余应力为压应力,内部较深处显示为拉应力。在所有的被测刀具中显示出了相同的残余应力趋势:随着涂层深度的增加残留压应力在不断减小,残留拉应力在不断提高。
图2:不同TiAlN氮化铝钛涂层刀具在涂层厚度0.5微米、1.0微米和1.5微米时的残留应力状态。
随着偏置电压的提高残留压应力也在提高
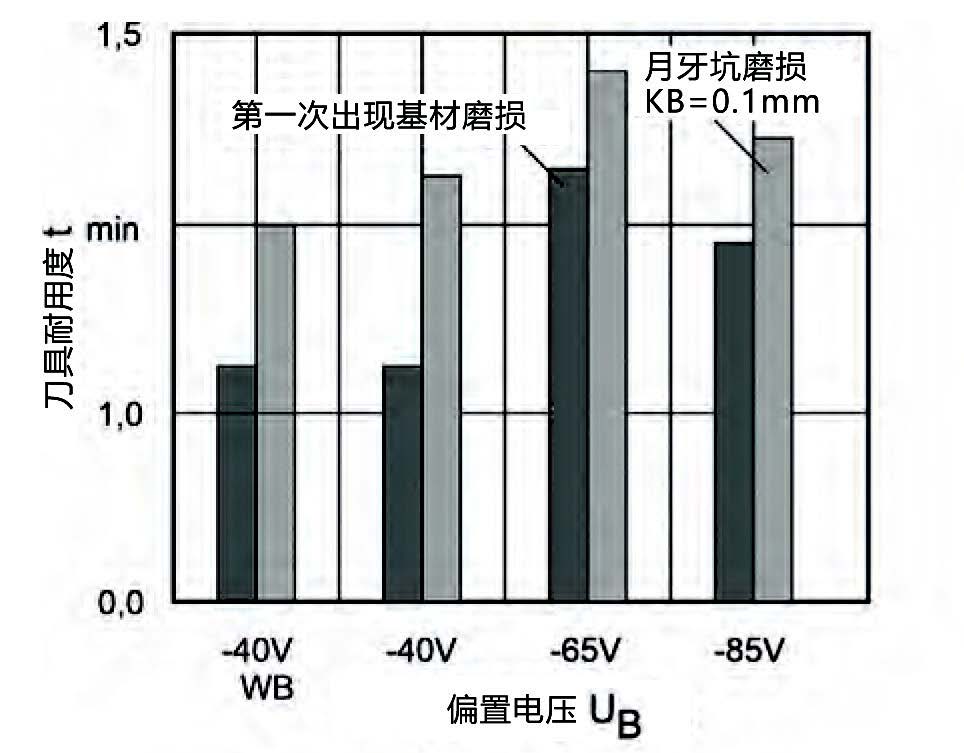
测试时设定的可转位刀片磨损标准是:后刀面月牙坑宽度尺寸KB=0.1mm以及第一次发现刀片基材磨损。一旦满足上述两个标准中的一项即认为达到了刀具的使用寿命了。
图3所示就是达到刀具耐用度时的情况,并证明了残余应力的大小与涂层厚度之间的相互关系。不出所料:无论从发现月牙坑磨损还是发现基材磨损,热处理后刀片的使用寿命都是最短的。
图3:不同涂层残留应力状态对AlSI1045外圆车刀使用寿命的影响。
就像第二种偏置应力的刀具一样:较低的残留压应力几乎没有改善刀具的耐用度。偏置电压UB=-65V的刀具使用寿命则有了明显的提高。这一提高也表现在两个使用寿命的评判标准方面。但当进一步提高偏置电压时则会出现相反的效果:缩短了刀具的使用寿命。
完成的试验测试和测试结果表明:硬质合金刀片涂层的残留应力对刀具的磨损和使用寿命有着显著的影响。由于X射线测量方法只能对平坦表面进行检测的局限性,因此缺少有关切削刃处的残留应力方面的了解。由于在切削加工过程中切削刃承受着很高的压应力和剪应力,因此期待着进一步的了解涂层厚度优化与残留应力之间的相互关系。
理论上讲,拉曼显微分析技术适合于不透明层的局部残留应力分析。而使用拉曼显微技术的前提条件是:涂层材料是能够被拉曼光谱激活的材料。在拉曼显微分析技术时用相干激光照射涂层材料,然后分析反射回来的散射光。由于激光与涂层材料的相互作用,被分析的散射光波长有了变化,而这种变化反应的就是局部涂层材料的残留应力状况。
涂层生产制造工艺参数对涂层影响的测定
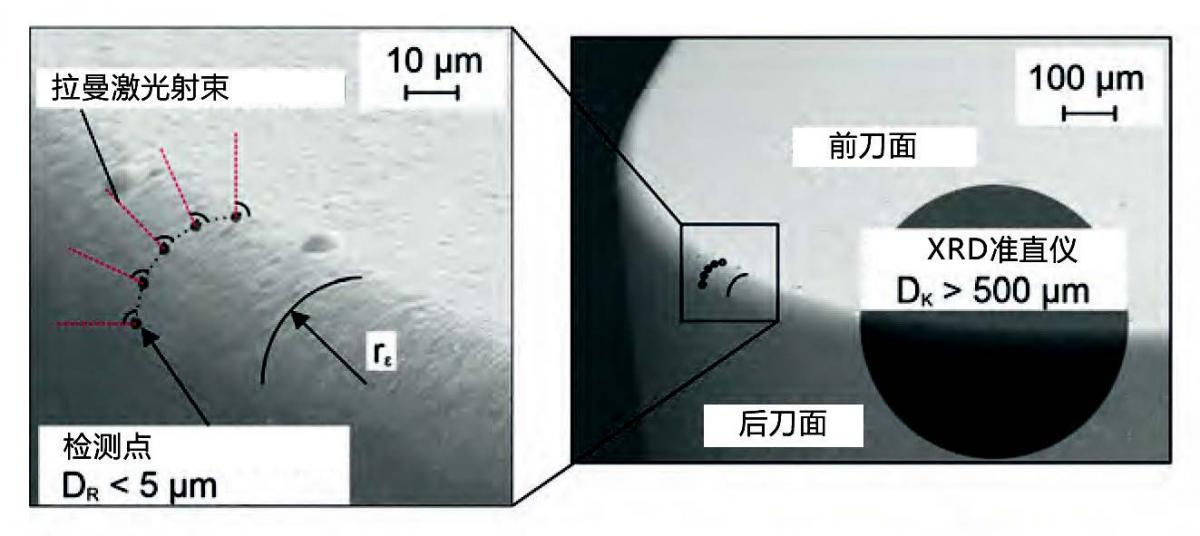
拉曼显微技术的优点是只有一个很小的、直径在几微米(2至5μm)的测量点和很快的测量速度,测量时间在几秒钟到几分钟。汉诺威-莱布尼茨大学IFW制造技术和机床研究所认为:拉曼显微测量方法在刀具切削刃和切削刃附近处的残留应力检测、确定那里的残留应力分布情况时有着极大的应用潜力;如图4所示。
图4:X射线检测分析技术与拉曼显微检测分析技术检测点大小的比较。
采用拉曼显微技术方法的第一步工作通过对具有不同残留应力状态的样本进行检测来确定这一分析方法的性能。为了排除涂层蒸镀、沉积等制造工艺过程的影响,所有的样本都是用偏置电压UB=-30V制成的。然后对这些刀具中的一部分用水和氧化铝进行湿式喷丸处理,以获得两种不同的残留应力状态。在用X射线进行测量时得到了像前面已经介绍的结果:喷丸过程会产生明显更高的残留压应力。
当用拉曼显微技术检测同一把刀具时,未喷丸处理和经过喷丸处理的刀具峰值位置会有明显的差异。拉曼显微检测得到的峰值位置偏移一方面是由于被测局部残留应力的不同,另一方面是由于受到了像污垢或者残留应力和涂层组成成分的局部不均匀等因素的影响。尽管有着如此多的影响,但迄今为止拉曼显微技术检测的结果非常清楚的表明:拉曼显微技术适合于测定氮化铝钛涂层的残留应力。
当前的研究能够考虑、确定和评估所描述的干扰因素了。还需要研究的是:哪些生产制造涂层的工艺参数除了会影响残留应力以外还会对涂层有影响,以便将来能够将拉曼显微检测分析技术方法应用到刀具切削刃处的检测分析中去。为了做到这一点,以X射线方法在刀具前刀面和后刀面检测到的残留应力状态为参考数据。在下一步的测量分析时也在同一位置处测定拉曼峰值位置。
在完成这一步工作之后,用拉曼显微方法对切削加工过程切削刃的临界区域创建一个目标映射,得到残留应力分布区域。如果在切削刃上存有残留应力曲线,则计划进一步的、以局部残留应力状态为重点的应用研究。
有助于涂层设备质量保证的涂层检测分析系统
在涂层制造设备中测定涂层的残留应力,以保证可转位刀片的生产质量是本文所介绍拉曼显微检测分析系统的一种应用可能性。但对于刀具生产厂家来讲,这一系统也为它们提供了可以获得个性化的、与刀具承载能力相适应涂层的一种工具。
另外,这种检测分析方法原则上也可以在某些切削加工过程中测定残留应力的变化,使用户以这种残留应力的变化作为刀具磨损的前期预警信号。
□ 本文译自德国 Werkstatt und Betrieb 杂志
作者:Bernd Breidenstein 和 Nils Vogel
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录