在今后的十年里,功能性表面将是提高技术系统性能的关键。在汽车工业和整个运输、能源领域中,减少接触表面的摩擦学阻力在提高系统性能方面有着重要的意义。在流体动力学领域中,避免表面边界处的湍流有着重要的作用和意义。
为了减少阻力、避免相互接触表面的湍流、提高技术设备的效率,仿生学提供了许许多多的不同解决方案。例如鲨鱼皮表面排列着菱形的盾鳞,这些盾鳞构成的所谓菱形盾鳞结构有着很好的减少湍流、支持层流的作用(图1)。理想情况下,菱形盾鳞结构的高度尺寸是其间距的一半,也就是说:宽高比为0.5时能够很好的减少流经表面的摩擦阻力。
像水泵、涡轮机一类的系统,减少压缩机叶片或者泵轮上的壁摩擦是提高效率的重要要素。在采用了菱形盾鳞结构之后,涡轮机的壁摩擦实际减少了0.2%,水泵的壁摩擦减少了1.5%。而另一个惊人的效果是:虽然壁摩擦只减少了1%,但电厂的离心泵却可以每年少排放100吨的二氧化碳。而加工出菱形盾鳞结构的机械加工工艺方法就是利用成型砂轮进行表面磨削。这种成型砂轮是用陶瓷材料或者金属材料作为砂轮粘结剂修整磨具。
细小结构缩短修整时间
由于菱形盾鳞磨削砂轮的细部结构非常微小,因此砂轮的修整时间应和砂轮磨损的时间近乎相同。之前进行的试验表明:磨削过程中金属粘结剂砂轮的非接触式修整(kontakterosivenAbrichten)并不能明显地减少修整时间。砂轮菱形盾鳞结构修正的理想方法应是自砺性的修整方案。一种修整方案是利用晶圆加工过程中常用的晶圆基体的分离技术和聚合物定距垫片,以确保在鲨鱼皮磨削砂轮能够磨削出含有切割层和支撑层的多层结构。
这一方案的仿生学基础是海狸的牙齿,因此这一技术的磨削原理也被称之为海狸齿原理。啮齿动物海狸的门齿表面有两种不同的牙质层:一种是厚度较薄但非常坚硬的牙质层;
另一种是较软的牙质层。两种牙质层是“相互交织、嵌套在一起”的。在海狸咀嚼时,较软的牙质层就会回缩,由较硬的牙质层承担咀嚼任务,因此海狸齿的磨损较慢。海狸在咀嚼过程中同时完成了牙齿的自砺(图2)。
与大自然的规律相似,鲨鱼皮砂轮中起支撑作用的聚合物层也有着海狸齿软牙质层的作用。当选择了合适的磨削工艺参数后就可以确保较软的聚合物能够正确软回缩,磨削砂轮也能具有很好的自砺性。实现了软回缩后,菱形盾鳞结构就自然而然的出现在磨削砂轮上了,并能在被磨削零件表面产生镜像。
当前这一实验的目的是:进一步开发菱形盾鳞结构砂轮的解决方案,使菱形盾鳞结构的支撑层能够连续不断的软回缩。
全新的生产制造方法
在多层菱形盾鳞结构砂轮试验成功经验基础上,微结构技术研究所进一步对这种被称之为“Spin-Coating”的工艺技术进行了研究、开发,以便使砂轮磨具的多层菱形盾鳞结构能够不断“重生”。Spin-Coating工艺技术菱形盾鳞砂轮的基材是有一层铝质牺牲层的硅或者钢。之所以将这层铝质层称为牺牲层是因为以后要按照晶圆剥离的方法将菱形盾鳞结构的磨具从基体上剥离下来。有着牺牲层的砂轮磨具基体像晶圆一样被固定在回转工作台上,在其表面交替的一层层的涂覆聚酰亚胺(光刻胶)和聚酰亚胺—磨料化合物。各层的厚度由工作台的转速进行控制。转速越快,在离心力的作用下涂覆层的厚度就越薄。
每一层都要在荫罩的照射下曝光,然后在100℃的温度下对聚酰亚胺进行软性烘烤处理,使其部分的胶熔。直到得到了需要的层数和砂轮厚度,这一工艺技术过程才告结束。在未照射曝光区域显影之后,整个砂轮将在300℃高温下进行固化,实现全面的聚合。试验中的磨具有三层磨削的切割层和四层支撑层;每一层的厚度都是90μm。切割层由平均粒度33μm的碳化硅颗粒和聚酰亚胺组成。
完成各层的Spin-Coating旋转涂覆之后在浸浴池中利用阳极溶解技术将铝制牺牲层溶解掉,这样就能将多层菱形盾鳞磨具与基体分离开来。整个制造工艺过程如图3所示。
砂轮的自砺性能取决于综合性的工艺过程参数,其中包括了磨具中切割层和支撑层中不同的磨损性能。支撑层回缩时就会在加工零件表面留下均匀的菱形盾鳞结构。
工艺过程参数
为了找到自砺性能最高时的工艺过程参数组合,研究所进行了一系列实验,测试了不同磨削速度、三种吃刀深度和四种进给速度时磨削的自砺性能。
每改变一组磨削工艺参数,都用砂轮修整器将磨削砂轮修整到统一的初始状态。利用每一组磨削工艺参数在抛光的(X20Cr13材料)零件表面磨削三条42mm长的磨削痕迹。利用Kistler测力平台测量磨具与零件首次接触的磨削痕迹。
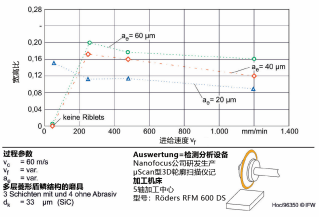
在磨削加工之前、之后都检查一下磨具的数据,以便能够评估磨具的自砺性能;检查一下零件上的菱形盾鳞几何状况;并利用Nanofocus公司研发生产的μScan型3D轮廓扫描仪记录下磨具和零件的光学图像。所有的结果都汇总在图4中。图中给出了在切削速度VC=60m/s时不同进给速度Vf和吃刀深度ae时的菱形盾鳞的宽高比。
从图中可以看出:随着吃刀深度的增加磨具支撑层的回缩量也增大了,能够实现更大的宽高比。但从图中看不出随着吃刀深度的增加磨具的径向磨损也在增加。当进给速度小到只有每分钟60mm时,磨削过程的切削力非常小、使磨削刀具仅仅只是在零件表面摩擦,部分支撑层没有出现回缩。在进给速度为每分钟240mm时可以得到较大的宽高比a=0.2和60μm的吃刀深度。当吃刀深度小于20μm时磨削磨具会出现变形和偏移,在被加工零件表面留下不均匀的沟槽痕迹。
新型多层菱形盾鳞磨具
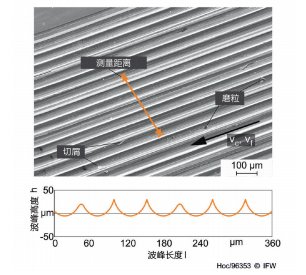
尽管利用这种新型磨具还没有实现理想的宽高比0.5,但却可以在不采用其他辅助磨削工艺技术的情况下实现菱形盾鳞结构的鲨鱼皮表面。图5所示为进给速度每秒钟60m、单位时间金属去除率为0.33mm3/min时的被加工零件表面结构。从剖面图中可以看到:每两个凸起波峰之后的第三个波峰的顶部都出现了“圆角、倒圆”。这就是磨具偏移形成的效果。
提高发电厂涡轮机和水泵的效率有着非常重要的作用和意义。在能源转型过程中有着巨大的减少摩擦损失的潜力可以挖掘。而充分挖掘潜力的一个关键技术就是利用多层菱形盾鳞磨具加工出鲨鱼皮型的低摩擦表面。具有切割层和支撑层的多层菱形盾鳞磨具充分的证明了它的磨损具有很好的选择性和很好的自砺性。这就无需使用耗时、费力的特殊磨削工艺技术就能在大流量的零部件表面例如在叶轮或者管道表面进行功能化处理了。
□ 本文译自德国 Werkstatt und Betrieb 杂志
作者:Rolf Hochkauf,Esmail Asadi,Berend Denkena 和 Marc Wurz
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录