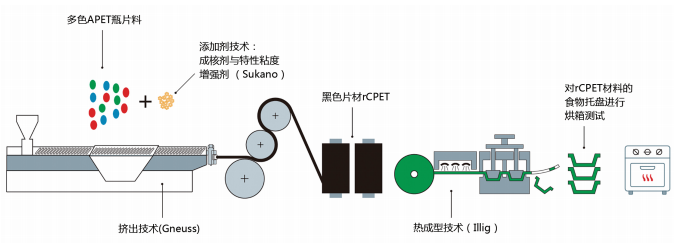
通过将瓶片混料转化为可挤出的可回收结晶聚对苯二甲酸乙二醇酯(rCPET)来增强瓶片混料,是一个联合开发项目的目标,旨在缩小PET回收系统中的差距。通过成功地生产出一种由可回收材料制成的、适用于热成型食品托盘等高质量应用的片材,Gneuss,Sukano和Illig已经证明了这一做法的可行性。
在一些国家,例如德国、奥地利和瑞士,推行和实施了从PET瓶收集系统中提取瓶片来做回收,迄今主要集中在透明和单色PET片料。这些可以相对容易地被回收成透明的食品包装。然而,多色PET片料(标题图)只适用于劣质的应用中,因为它们颜色不同,不能作为可再生的均质PET进行再造粒和挤出。因此,在2019年第一季度,以德国为例,多色PET片(500至700欧元/吨)的市场价值就仅为纯原料(1100欧元/吨)制成的透明PET粒料或者可再生透明PET粒料市场价值(1300欧元/吨)的一半。
利用这一成本效益的优势,Gneuss塑料技术、Sukano(瑞士添加剂制造商)和Illig机械制造(热塑性塑料热成型系统生产商)三家公司共同推出了一个联合开发项目进行合作。初步试验结果表明,APET废料的处理可以弥补现有回收系统的空白。项目显示,强化APET瓶片料的混合是有可能的,到目前为止,只有一种可重复的边际价值-生产出可复制的、热稳定的rCPET(见表框),可以在一个热成型过程中被挤出和重组成食品级包装(图1)。
项目规划中的另一个考虑是讨论在铝质食品托盘中发现了潜在危险物质的迁移。热成型的和烤箱安全的食品托盘由回收材料制成,可能是一个很好的选择。在该过程中,热成型的另一个优点是经济高效地生产出大批量的薄壁产品,因此对资源友好,可以在短时间内制造热成型产品。
MRS挤出造就均质熔体
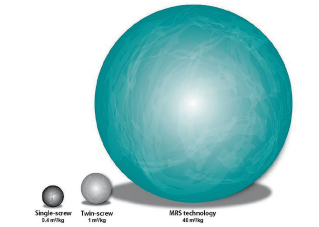
着色APET瓶片的特点在于因为之前的生命周期,其颜色、分子量和污染等级有着极大变化。这就是MRS(MRS=多旋转挤出机)技术研发的初衷。在单螺杆挤出机中,主螺杆周围设有专门的排气区和卫星螺杆,在25mbar(图2)的中等真空条件下,卫星螺杆之间作连续的物料交换。由于真空下主螺杆和卫星螺杆之间进行快速连续的表面交换,所以聚合物熔体的表面交换也得以大大提高,这使得聚合物熔体的脱挥和去污效率极高(图3)。
聚合物熔体被均化,因为分子量分布非常均匀一致,为后续步骤中的热成型提供了优良的片材性能。此外,MRS环节中混合过程极为高效,有利于添加剂(如成核剂)均匀分布到聚合物熔体中。这个在材料中平均分配添加剂的步骤还另有一个好处,那就是在整个下游的热成型过程中,片材的结晶是一致的,因此可以得到预期中的控制效果。
因为MRS概念可以避免材料在挤出前被热预处理,从而消除由结晶和干燥引起的其他典型的热应力,所以聚合物加工过程中的工艺链很短。该聚合物熔体加工温和,保持了优异的物理性能和外观,如高抗拉强度和抗冲击性,高透明度和较低的发黄指数评级(在透明片材的情况下)。
在rPET的加工过程中,不仅是挤出机本身,而且熔体过滤对于片材质量都有着特别重要的影响。这就是为什么Gneuss片材生产线包含了一个工艺稳定、完全自动操作的反冲洗过滤系统的原因。RSFgenius型旋转过滤系统能可靠有效地去除掉聚合物熔体中的固体颗粒等污染物。对于永久性的过程监测,可以利用在线粘度计测量粘度,从而保证熔体质量(图4)。
在MRS挤出装置的下游,可以在片材挤出线上生产rCPET片材,并将其直接连接到在线热成型机上,或者卷绕在卷筒上,供以后脱机使用。
着色与结晶添加剂
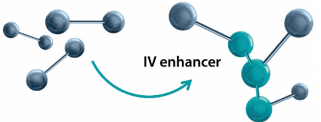
通过引入添加剂,PET瓶片材料的性能就在挤出机中被有意的改变。Sukano的rPET粘度增强剂延长了聚合物的分子链,并通过这样做增加了分子量(图5)。
添加剂还提高了熔体粘度,也有利于对塑料的后期加工。就片材挤出而言,添加剂扩展了加工窗口,加快了加工速度,并提高了片材的质量。此外,添加剂还保证塑料拥有较高的抗冲击性能。
通过这种处理,PET的物理性能可与未处理的APET纯料相媲美,但其缺点是不透明。因此,它不适合用于透明包装。不过,因为结晶浓度高,烤箱安全的rCPET托盘通常是不透明的。正因为如此,用母料对在MRS挤出机中配制的rAPET进行着色,并使用结晶剂将其转化为适于进行热成型的片材,是富有意义的事情。
Sukano采用自己的rPET结晶母料,与热稳定的彩色颜料一起获得了良好的着色效果。Sukano开发出市场需求的几乎所有颜色。但是,最典型的颜色是白色、米色和黑色。黑色是rCPET托盘使用的一种典型颜色,是生产纯料CPET托盘中最广泛使用的颜色。一种由Fraunhofer研究人员开发的雷达相机分选系统,被称为“BlackValue黑值”,能实时和大量地在片料落流中识别和分类黑色rPET和CPET食品托盘,以及所有其他彩色塑料。
成核剂加速了塑料的结晶速率,使形成的rCPET托盘在烤炉里是安全的:它们的形状在200℃下保持至少20分钟的稳定。此外,成核剂在生产链的后期也是控制热成型中结晶过程的关键,从而提高了热成型托盘的生产稳定性。
rCPET食物托盘
GneussMRS挤出技术符合世界各地各个食品安全监管机构的要求,包括FDA、EFSA、Invima、Senasa、热罐装应用的Anvisa以及室温储存。同样,Sukano的rPET添加剂适用于食品级聚合物,确保rCPET单层膜非常适合与食品直接接触的包装。
由于在较高的微波和烤箱温度下迁移会增多,所以用来成型rCPET食品托盘的片材通常是用纯料的共挤出功能阻隔层所制成,以防止片材中出现污染物。同样,在食品托盘生产的最后阶段,Illig公司的热成型系统也符合严格的卫生要求,具有用于卫生清洁生产的综合清洁概念。
含不同添加剂的片材试样的挤出
在联合系列试验中,Gneuss首先由一批APET瓶片料生产出一张没有添加剂的片材作为对照样品。接着是四种不同的单层片材,通过重力型加料(设备类型:Guardian,6组分重量型分批搅拌机;制造商:Processcontrol,总部德国波斯坦),有着不同的添加浓度。所有5张片材均为530毫米宽,0.5毫米厚。
在线粘度计在片材挤出过程中监测熔体粘度,粘度会随着特性粘度(IV)增强剂的加入而如愿得以提高(表1)。然而,第4张片材的特性粘度的增加与第3张的0.01dl/g相比,却没有那么显著。但是,加入相同量的特性粘度增强剂,进一步使特性粘度增加了0.10dl/g至0.83dl/g(第5张片材)。未来还需要进行测试,以解释低剂量造成的意外低效应。
过程控制热成型技术
在生产托盘时,需要一个多维辐射加热器,就像Illig在其热成型机的隧道式加热器中使用的那样。这是必要的,因为PET片材的结晶只能通过横向和纵向的精准区段温度控制来得到控制。模具技术也是专为PET工艺而设计的。作为一种两步法成形模具,在g模腔壁的第一成型模具中有加热的空腔壁(tg<T<ts),在第二模具中作为冷却的空腔壁(T<tg),g模腔壁,Tg代表玻璃化温度g,Ts代表PET的微晶熔化温度。在第一阶段,托盘被赋予其形状,接收热能,通过与受热的模腔壁接触以实现充分的结晶。模具打开,通过材料转移至带有冷却模腔壁的第二模腔,预成形的可延展托盘被移动。模具闭合,在第二个成形步骤中,塑料在与被冷却的模腔壁接触时硬化,在完成结晶过程时保持其形状,形成的托盘可在烤箱中加热。
在成形精度和热稳定性之间求平衡
由五种材料类型的片材,Illig利用有2+2腔室的内部测试模具,在他们的IC-RDK80热成型机上生产食品托盘。在整个系列测试中,两步法成形工艺的第一个模腔被加热到160℃,第二个模腔温度被控制在20℃。唯一例外是料卷1,这是由100%瓶片料制成的料卷,成型模温被控制在20℃,机器加热上下限温度设定从245℃到290℃不等。其它的所有工艺参数保持不变。
成型托盘的定义水平是一个重要的质量指标,它是由成型托盘表面的真空孔所产生的可见印痕来衡量的。与rAPET的热成型形成对比,当热成型rCPET时,成形精度与加热量成反比地下降。这是因为结晶度的增加会增加片材的粘度。这意味着,一个定义良好的成型托盘可以作为低水平结晶的一种指标,所以对于成型产品的较差热稳定性也是一种指标。当为了成形rCPET食品托盘而在片材制造过程中使用添加剂时,因此必须在可接受的成型精度和热稳定性之间求得一个合适的平衡。
表2清楚地表明,料卷2、3和4在定义上几乎没有任何差别。从上、下限加热温度270℃开始,结晶的突袭似乎减少了成型产品的定义。在选定的温度下,料卷5做成rCPET食品托盘没有很好的定义。含有92%的PET瓶片料,测试卷5有着与成核剂相比含量最低的PET原料。
包装实验室中的烤箱试验
在Illig的包装实验室进行了20分钟的200℃保温烘箱试验。一次烘箱试验是在热成型后立即进行的,第二次试验是在成型食品托盘在室温22℃储存18小时后进行的,以确定可能的后结晶造成的影响,如果有的话。但事实证明,这是可以忽略不计的,因为没有发现任何差异。
由样品材料片材(不含添加剂的APET)制成的热成型食品托盘不具有热稳定性,因此不可能进行目视评价。由含添加剂片材制成的食品托盘的比较实验结果表明,在上、下限加热温度为270℃的条件下,所有食品托盘均具有较高的尺寸稳定性。由料卷5形成的食物托盘的外观是哑光的,这可以通过具有最高浓度的成核剂来做出解释(图6)。
显然,随着成核剂含量的增加,食品托盘的热稳定性也随之增加。在上、下限加热温度为270摄氏度时,这种影响尤为明显(图7)。
结论:高质量应用大有可为
根据客户的要求,Sukano成核剂5%的浓度可能已经足以从以前的低值APET瓶片中获得高质量的烤箱安全的rCPET食品托盘。此外,随着rPET特性粘度增强剂含量的增加,食品托盘的抗冲击性能也随之增加,这表明了热成型rCPET容器在高质量应用中的潜力,例如制冷和强冷冻领域。
随着对再生料需求的不断增长,为了满足最终产品的最低回收含量要求,透明再生PET的可用性也越来越高。利用多色PET片料的一个行业是缠绕包装业,将PET片料转变成缠绕包装材料。多色PET片料被用于这种场合的其中一个原因是因为在食品安全条例方面没有任何限制。市面上有过剩的彩色PET瓶片,但目前只在有限的产量中被使用。该联合开发项目考虑了经济、法规和技术多方面的要求,并证明将多色APET混料回收到新的高质量产品中是确实可行的。
升级回收,而不是降级回收,也就是将再生塑料升级为食品级rCPET,在技术上容易实施,填补了PET回收系统的空白。热稳定rCPET食品托盘作为一个高质量的最终产品,还只是许多种可能应用中的一种。
本文翻译自KUNSTSTOFFE INTERNATIONAL杂志
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录