陶瓷材料凭借优异的机械性能、耐化学腐蚀、耐高温氧化、耐磨损等性能优势,在众多领域中逐渐取代了昂贵金属的地位,对节约我国稀缺资源具有重要意义。
然而,由于其硬度高,易脆的物理特性,陶瓷加工的难度可想而知。针对这个难题,汇专研发团队经过大量的测试验证,研发出了“以铣代磨”的创新技术,可以有效提高陶瓷圆角清根的加工精度和效率。
加工要求:客户要求对陶瓷内腔进行清根精加工,内腔R角≤0.15mm,Sa<300nm,Sv<1800nm。
加工难点
-陶瓷硬度高,刀具磨损快,内腔尺寸精度难以保证
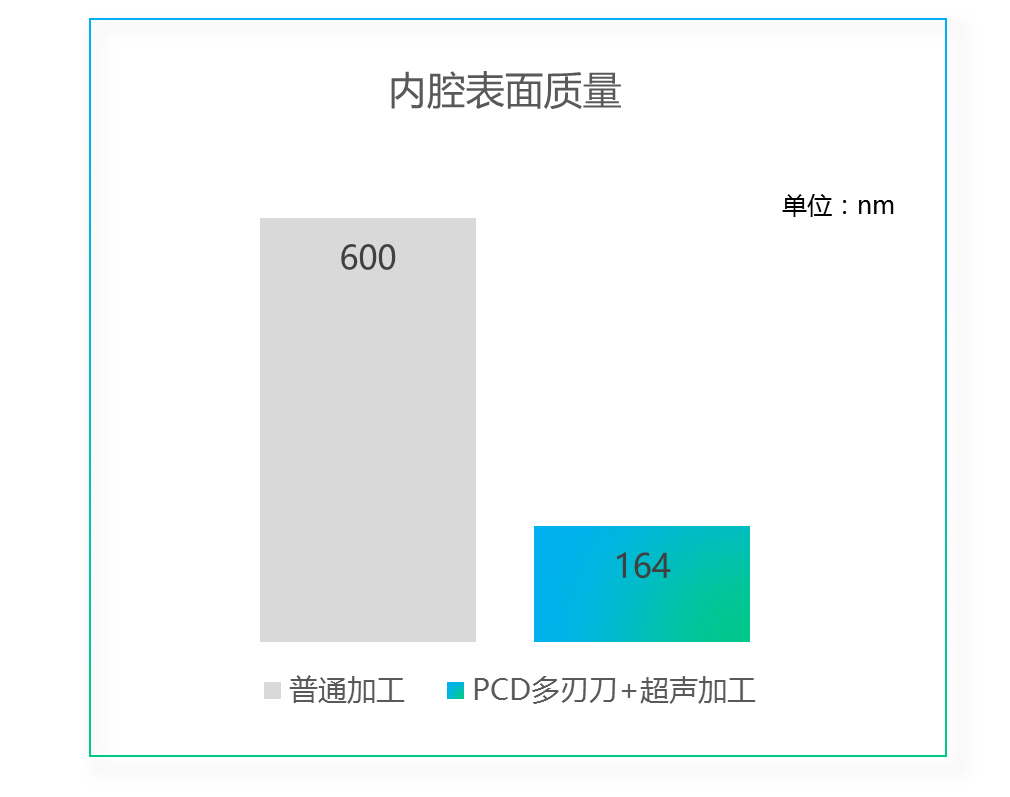
-传统磨头加工内腔表面质量差(Sa:600nm~700nm)
-清根效率低
解决方案
-整体PCD多刃刀,革命性的铣削技术,取代传统硬脆性材料加工的磨削技术,获得更高精度、更高效率
-全新的超声加工方式,降低刀具负荷,减小切削力和切削热,延长刀具寿命
客户收益
-与普通加工相比,内腔表面质量提升3倍,最低Ra可达80nm,效率提升50%
-工件的加工精度大幅提升,清根后的R角为0.05mm
使用整体PCD多刃刀,配合超声加工技术,能够轻而易举的解决陶瓷圆角清根难加工的痛点,提升表面质量,提高加工效率。
小编注:
Sa:面粗糙度(算术平均高度);
Sv:最大谷深(定义区域中最低点的高度绝对值);
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录