除了优良的机械特性和适于循环利用外,由纤维增强热塑性塑料制成的混合轻质结构的主要特点是可以实现自动化、大批量生产。在ReLei研究项目范围内,人们已成功开发出新型的模具和工艺技术,从而能在一种高效组合工艺中生产出形状复杂的夹层构件。
由于性能优异,热塑性塑料部件已经在汽车中应用了很长一段时间,包括用于承载功能。但要制造出满足高强度和高刚度要求的大面积热塑性结构件,在材料、设计和工艺技术方面还存在诸多挑战。混合制造(Hybridization),即将不同的材料,如用短纤维、长纤维和连续纤维增强的塑料组合在一起,提供了一种可能的方法。利用发泡工艺可以显著减少材料用量,进而减轻部件的整体质量。
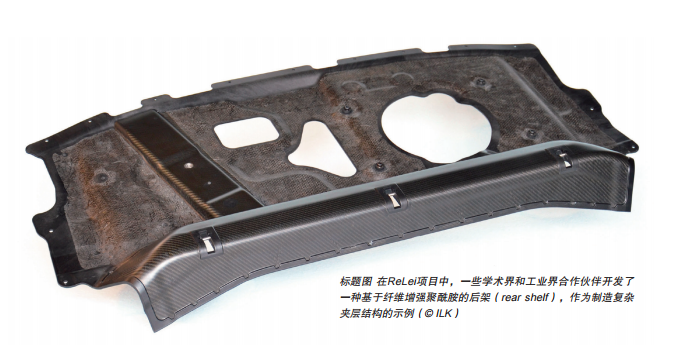
在Forel研究平台的ReLei研究项目中,一个包括位于德国杜德累斯顿的轻量化工程及聚合物技术研究所(ILK)在内的不同科研机构,以及由ElringklingerAG赞助的行业合作伙伴组成的团队,开发了一种基于纤维增强聚酰胺的后架(标题图)。这个项目的特殊挑战之一是开发出一种新的生产工艺和相应的模具技术。本文采用了将产品和材料生命周期相结合的综合视角,对可持续性主题也进行了探讨。这一创新技术应用案例由80%的再生注塑材料和基于再生碳纤维的混合非织造材料组成。
发泡成型新技术
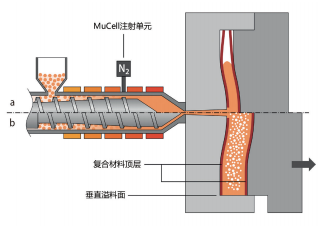
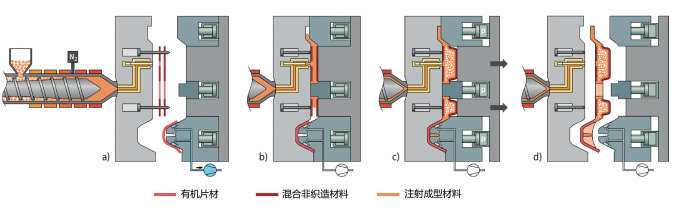
发泡成型技术的基本概念是将热塑性泡沫注射成型工艺和预压实(pre-consolidated)的纤维增强热塑性片材的热成型整合到一个步骤中,本例采用的是基于MuCell的方法。顶层复合材料在外部加热装置中加热,然后自动转移到打开的注射模具中。随后,关闭模具,在复合材料顶层之间注入充气热塑性熔体(图1)。在本例中,注射成型模具的型腔被完全填满。
热塑性熔体的压力将覆盖层压向相应的注射模腔,从而赋予其最终造型。由于具有良好的悬垂特性,由增强材料(碳纤维或玻纤)和热塑性纤维制成的预压实的混合非织造材料极其适合采用此成型步骤。随后,通过膨胀行程精确打开注射模,使依然处于熔融状态的芯材产生受控的发泡(图1)。注射模具中的垂直溢料面可防止熔体泄漏。
冷却后,将发泡夹层部件从模具中脱出。均质、精细的发泡结构对构件的承载能力具有重要意义。在这里,应单独确定每种材料可达到的最大孔隙含量。
过程导向的部件设计
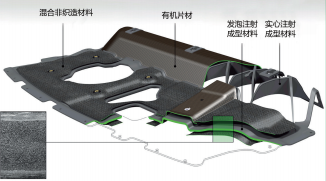
作为ReLei技术的应用案例,后架(图2)是车辆底盘中的一个整体结构部件,必须满足整体刚度的严格要求,并能承受较高的局部机械载荷。这一方面涉及到在发生碰撞的情况下,与安全带牵引器的负载和几个儿童座椅安装件。另一方面又适用于与NVH特性(噪音、振动、粗糙度)相关的严格的振动声学要求。
发泡形成技术允许部件结构被划分成各种功能区。可以适应每个区域的壁厚、材料选择(注塑材料、非织造顶层、有机片材)和泡沫结构要求。
NVH特性要求主导了中部、平坦区域的部件设计。在这里,高弯曲刚度和良好的材料阻尼能力同样重要。这就是为什么示例部件在该区域采用大面积夹层结构、顶部和底部各层则采用碳纤增强混合非织造材料的原因。为了在车身内传递扭转和弯曲载荷,前部区域的横梁由碳纤增强有机片材制成,其底部由实心肋加强。儿童座椅紧固件也被集成到部件的这一区域。
局部增强件也由碳纤维增强有机片材制成,位于大夹层区域的顶部,用于安装安全带安全带牵引器并承受安全带荷载。尽管与混合非织造材料相比,有机片材具有更高的刚度和强度,但由于目前其材料成本相当高,因而仅用于高负荷的特定区域。IMTEC是由项目合作伙伴Böllhoff制造的螺纹嵌件,可以在泡沫成形技术中集成,用作紧固座椅安全带拉钩的承载构件。示例部件通过周边法兰与周围的本体结构相连,本体结构部位的注射成型材料几乎是实心材料,而非发泡结构。
专用工具和自动化技术解决方案
要利用发泡成型工艺生产出技术示例产品涉及到许多要求,特别是自动化和模具技术。例如,夹心结构的顶层和底层的实现需要采用新的热塑性复合材料处理方法。模具中需要有局部膨胀行程,以产生不同的部件厚度以及发泡区和实心区。不仅如此,项目合作伙伴还必须为顶出装置设计和生产部件孔找到特殊的解决方案。
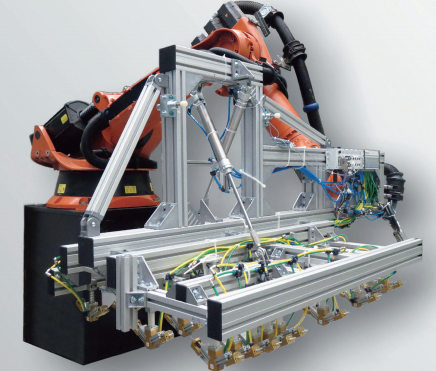
为了制造示例部件,首先将混合非织造材料和有机片材在水平红外加热装置中均匀加热到高于基体熔化温度,然后由配有来自ILK的抓手的机器人控制处理系统进行拾取(图3)。在转移到模具中的过程中,处理系统的两侧折叠90 ゜,以便让所有复合片材垂直放置,面向各自的半模。预切割复合片材在模具中的正确定位至关重要,应通过与处理系统和模具接合的定心装置来确保定位正确。然后将复合片材固定在模具中设置的挡针上。
复合片材在模具两侧转移
在将经过加热的预切复合片材放置在注射模中的过程期间和之后,在不同的功能级别上执行经过精细平衡的工艺步骤(图4)。处理系统将横梁区域的有机片材转移到模具顶出侧的气动控制定位针上。在这一过程中,通过处理系统上的气动驱动构件,将有机片材在模腔中按照其轮廓几何形状加工成型,并通过模具中的真空抽吸装置固定。然后,缩回此部位的定位针。
待处理的五个复合层(安全带牵引器区域的有机片材和非织造材料顶层)被一起转移到模具的喷嘴侧。安全带牵引器区域中的有机片材也由处理系统预覆盖。对于其它复合材料层,稍后由注入聚合物熔体产生的内部压力形成最终形状。
由于复合材料层被转移到集成于模具喷嘴侧的固定针上,因此与模具表面没有直接接触。这就减少了对型腔壁的热传递,进而提高了复合层的可成型性以及与注射成型材料之间的粘合性。当模具闭合时,定位针通过气缸移动到注射位置,然后与模具表面齐平。
依靠注射压力成型
热塑性熔体通过带有九个喷嘴的热流道系统分布在模具中。喷嘴的数量和位置由项目合作伙伴inpro根据详细的模具填充模拟确定。为了便于夹层结构区域内混合非织造材料叠层之间的注射,在喷嘴侧相应地预冲压出半成品。
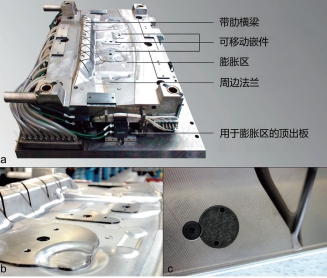
用注塑机械打开型腔,执行启动夹芯发泡的膨胀行程。但模具中也需要相应的功能,以便在注射成型过程中在部件上产生几乎完全实心的连接法兰和孔(图5)。
为了获得环连面接法兰,在机器开启行程中,顶出装置侧的模板被液压缸压在喷嘴侧。液压缸的设计有利于吸收由注射成型材料的气体负载产生的压力。在膨胀区域,顶出板在膨胀行程中随模具移动,因此顶出销与模具表面保持齐平。在膨胀行程期间,使用压在喷嘴侧的插入件(也使用液压缸)加工出刀具外孔。
一旦膨胀完成,冷却阶段后模具完全打开,部件弹出。为此,模具在膨胀区和压缩区分别有一个顶出板。
结论
采用发泡成型技术,可实现大面积热塑性夹芯构件的批量生产。复合层(有机片材和混合非织造材料)的应用以及局部采用不同的发泡程度,使得部件任何位置都能满足负载和性能要求。为了实现这一目标,必须开发新的处理和模具系统。几何形状复杂的部件,如本文展示的技术应用示例,可以通过所开发的技术来实现。当然,这项技术不仅适用于碳纤增强聚酰胺,还可以应用于其它材料体系及组合。
MuCell法
由Trexel开发并推广的MuCell工艺属于物理发泡,是一种特殊的注射成型方法。在高压转化中,模腔内充满了热塑性熔体,其中加入了发泡剂。模具的膨胀行程随后使部件芯部产生泡沫,从而生产出具有高发泡性和微孔结构的整体泡沫结构。
点击链接,可以查看该工艺的演示动画
www.elringklinger.de/de/relei
本文翻译自Kunsstoffe International杂志
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录