 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



人们甚至还要用一只真空吸尘器 来处理这一问题:瓶胚制造商 对于生产过程中产生的粉尘 都十分熟悉(这些毛坯随后将被吹制成 PET 瓶)。它由于高敏感度 PET 材料的 降解以及在热应力或机械应力下发生的 分子链分解而产生,会阻碍针阀的活塞 运动,必须定期清除,这就是一些工具 制造商也会提供抽吸装置来配合其模具 的原因。
然而,最好是能完全防止粉尘的产 生,其关键在于热流道。不同于高精度技 术部件的情形,用于生产数十亿瓶胚的热 流道通常不是用一个现成的特定物件设计 而成。大多数制造商将现有的热半模(例 如,模间距为 50 mm x 140 mm)与轮廓 完全不同的冷半模相匹配,结果同一热流 道必须提供 6 或 40 g、30 或 150 mm 长 的瓶胚。同时,在价格敏感的包装行业, 设置多达 192 个型腔是常见的做法。模 具型腔越多,流道越长(如细长和薄壁 的瓶胚),对热流道的要求就越高。
达姆施塔特应用科技大学的聚合 物技术研究所和拥有该领域 29 项专利 的德国美因河畔霍海姆的 MHT Mold & Hotrunner Technology AG(MHT 模具与 热流道技术股份公司),决定在一项得到公共资助的研究项目上开展合作。该 项目旨在研究坯模具中的热和流变条件, 并对热流道进行优化。他们的目标是减 少 PET 粉尘的产生,从而使客户能够利 用更长维护间隔带来的优势。
4 型腔模具模拟 96 型腔
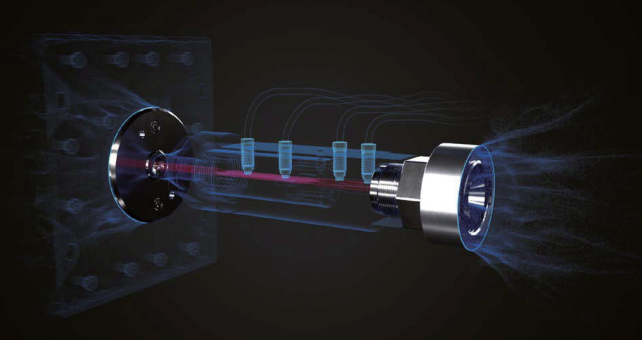
一切都是从一个技术诀窍开始的。 MHT 打造了一个 4 型腔试验模具(瓶胚 重:12.5g),该模具通过串联的热流道 模拟 96 型腔模具中的条件(图 1)。提 供了集成的压力和温度传感器,以便在 不同点测量熔体的粘度。

在达姆施塔特,一个七人团队在一 台配有 LRX100 处 理 系 统( 制 造 商: KraussMaffei Technologies GmbH, 德国慕尼黑)的 KM 160-540 PX 注塑机上 安装了除模装置,还为塑化装置的机械 喷嘴开发了一个在线流变仪喷嘴(标题 图)。它记录了注塑过程中的实际粘度, 并将模具与注塑机分离。这可以防止由 于机器端的影响而在测试模具中产生伪 测量结果。在线流变仪喷嘴可容纳多达 4 个压力和温度传感器,从而能随时确定 塑化装置后的熔体状态。
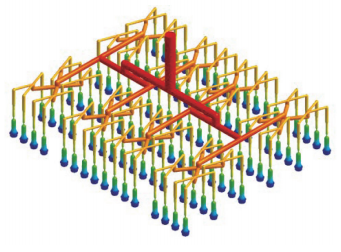
可根据需要使用各种插件来改变几 何形状。同时,研究小组使用软件模拟 真实 96 型腔模具中的整个热流(图 2), 以确定热流道的特定区域是否出现热点, 即温度过高或停留时间过长,这是任何 输送系统都无法排除的。
瓶胚制造商必须了解这些区域,因 为除了粉尘形成之外,分子链分解也会影 响部件质量,并损害阻隔、抗爆压力以及 味觉。通常,热流道系统的设计应尽量降 低系统中熔体的压力要求和停留时间,并 考虑弯曲和直径变化的影响。达姆施塔特 的研究人员进行了许多试验,并设计出他们自己的模具(图 3),目的是研究不 同直径的直线熔体流道和弧形熔体流道 以及各种聚合物的行为。共使用了 9 个 模型,即 180°、90°和 45°,直径分别 为 4 mm、6 mm 和 8 mm。
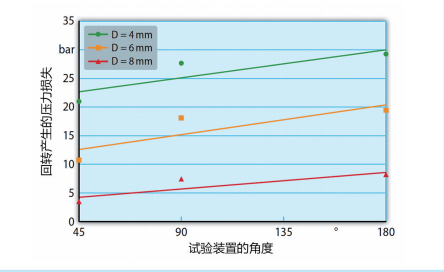
结果如下:对于粘弹性流体,如聚 合物熔体,可以预期在弯转处压力损失 降低(图 4)。这究竟是由于法向应力形 式的弹性性质,还是由于剪切效应,需 要作进一步研究。然而,由于影响随熔 体流道直径的增加而减小,因此,将剪 切效应视为原因也是很自然的。
粉尘的形成随 PET 牌号而变
对 4 型腔实验模具进行的初步测试 表明,粉尘的产生会随来自不同制造商 的材料牌号不同而发生大幅变化,因此 大学团队决定研究这一现象,以确定哪 些牌号更易发生降解。他们甚至人为制 造粉尘,并确定它是一种由分裂产物(被 称为低聚物)组成的气体物质,从 PET 中逸出,然后凝结在金属模具表面。
他们采用热分析来研究各种 PET 牌 号。由于加工温度约为 280°C,因此, 在该温度下的保持时间特别有趣。热重 分析(TGA)提供了一种检查是否发生 降解的方法,如果发生降解,降解速率 (mg/min)又会是怎样?
分析中还包括采用差示扫描量热法 (DSC),其中将一个随时间变化的温 度曲线应用于材料,并记录增加和减少的 热量值之间的差异。这反映了由于物理状 态变化和化学反应所产生的能量,并能得 出有关聚合物热稳定性和链长的结论。当 停留时间和温度彼此独立变化时,停留时 间和结晶温度之间存在较强的相关性。
研究中还使用了高压毛细管粘度计。 这使得在不同剪切速率下测定粘度成为 可能。通过让聚合物在料桶内保持不同 时间的温度,然后运行剪切速率曲线, 研究小组能够模拟热降解引起的粘度变 化(图 5)。
适用于快捷、顺畅的材料输送的热流道
总的来说,研究表明不同牌号的 PET 在链长上存在明显的差异,并且显 然添加了影响结晶度的添加剂。大学团队根据材料牌号、瓶胚重量、最长停留 时间和最大热流道体积,建立了一个计 算生产过程中是否会产生破坏性 PET 粉 尘的方程式。
这项基础研究的结果被整合进一种 新的热流道中,该热流道设计用于快捷、 顺畅地输送材料。安装在 96 型腔原型模 具中,间距为 50 mm x 140 mm,已在 MHT 的一家客户处连续运行了一年。在 试验阶段,定期检查瓶胚质量和粉尘形 成情况,读取数据测量系统并检查磨损 部件。事实证明,尽管回收材料的比例 在 70% 左右,但粉尘的形成的确大大减 少了。
2019 在 K 展推出
目前正在进一步开发中的新型两板 热流道将于 10 月在 K 展上推出,包括几 个插入到集成块中的标准化的独立元件。 熔体采用集中供给,熔体流道自然平衡。 为了对系统进行预加载,弹簧安装在从 交叉分流道和热流道分流道的两个浇口 衬套之间传递熔体的位置。因此,它在 冷或热时均为完全密封和无泄漏状态。 适配板可支持在活塞壳体中使用不同的 部件,无论是传统系列还是 Vulcan II 系 列(制造商:MHT)。后者具有快速可 达性、长使用寿命、低热损失等特点。
达姆施塔特应用科技大学与 MHT 的 合作表明了基础研究和工业生产是如何相 互受益的。因此,他们已经在着手下一个 联合开发,这也就毫不奇怪了。
本文翻译自KUNSTSTOFFE INTERNATIONAL杂志
