 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



通过复杂的多组分注塑成型工艺加工塑料的原因包括功能集成、 减少工序和提高效率。 集成生产对于生产过程的可持续性而言 变得越来越重要。此外,这对高工资国家继续保持竞争力来说也极为重要。 因此, 双组分注塑成型(2C 注塑成 型)——将硬软组分通过单次操作一起注入的工艺已成为生产硬软产品的高效方法。客户对生态和可持续性问题的认识提高了他们对生物基聚合物的需求。 由可再生原料制成的塑料也应在工业上用于多组分复杂部件。德国卡塞尔大学与 SKS metaplast Scheffer-Klute 等公司正通过由 Fachagentur Nachwachsende Rohstoffe e. V.( 可再生资源机构, FNR)支持的一个联合项目合作研究这 一问题。项目合作方包括弗劳恩霍夫环境、安全和能源技术研究所(Umsicht), FKuR Kunststoff 公司,卡塞尔大学材料工程研究所、高分子工程研究所,以及八个相关的工业合作伙伴。由于该领域尚未经过充分研究,该项目的总目标是开发一种由生物基硬组分和生物基软组分制成的 2C 注塑成型复合塑料。
研发工作旨在全面了解生物基 2C 注塑成型塑料的应用潜力,因此考虑了各种生物基硬组分和软组分。硬组分选项包括醋酸纤维素(CA)、聚乳酸混合物(PLA)和聚羟基链烷酸酯(PHA) 等。软组分选项包括生物基热塑性聚氨酯(TPU)和各种基本结构的苯乙烯基嵌段共聚物(TPS)(表 1)。醋酸纤维 素的特点是具有高透明度、高色牢度、 高耐刮擦性和明显的自抛光效果,因此 能够补偿部分频繁搬运产生的划痕。它 的机械性能与聚苯乙烯(PS)等传统的 石油基硬组分基本相当。

即用型生物基硬软复合材料
为了获得牢固粘合的实用型硬软复合材料,生物基硬组分和生物 TPE 软组分必须充分相容并且能够高度粘合。其关键在于硬软组分之间的边界层。
由于极性和表面张力不同,生物基硬组分和生物 TPE 软组分表现出了不充分的相容性。因此,如果没有经过适当的改性,它们就缺乏足够的相互粘合相容性来获得性能满足应用需求的硬软复合材料。为了减少组分之间的极性和表面张力差异,研究期间还制备了硬软组分混合物, 旨在改变 2C 复合材料的粘合效果。
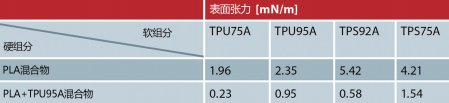
每种材料的表面能通过液滴形状分析(DSA)测定。通过接触角测量系统(型号:DSA 20B,制造商:Krüss GmbH, 德国汉堡)将具有特定体积的液滴滴到注 塑基板的表面,然后在液滴轮廓的两侧测量接触角。先测定水和二碘甲烷(CH2I2) 各 10 滴的角度, 然后根据 Owens、 Wendt、Rabel 和 Kaelble(OWRK) 方法测定表面自由能。通过极性和分散部分计算出的表面张力在表 2 中作为两个硬组分与四个软组分组合的实例列出。 选用的硬组分是 PLA 混合物以及该混合 物与生物基 TPU 的混合物,混合比例为 85/15wt.%。所列的四种软组分中,两种 TPU和两种TPS都具有不同的肖氏硬度。 通过与 TPU 再次混合,PLA 混合物的表 面张力在各个组合中都明显降低,因此 表现出了更好的粘合性能。
实际粘合性能根据 VDI 2019 通过剥 离试验进行了测量。针对这一目的,配 备卧式和立式注塑成型单元的注塑机(型 号:Allrounder 470S 1100-170,制造商: 阿博格机械有限公司,奥地利罗斯堡) 以类似于 VDI 2019 的标准生产了剥离试验样品。
剥离试验样品由 40 x 150 x 23 的基片组成,其上注入 20 x 180 x 23 的翼片。为了进行剥离试验,基 片被夹在单轴可移动的测试台车上, 翼片以垂直于基片90°的角度填充。 实验装置如图 1 所示。

剥离试验中混合物的粘合性能
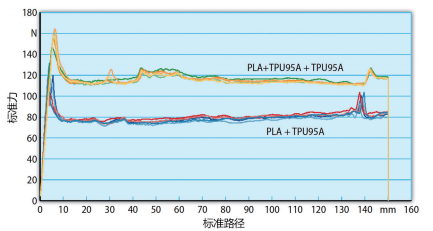
图 2 显示了表 2 所列各种硬软 复合材料的硬组分与 TPU95A 组合 的力曲线。每种材料组合都经过五个剥离样品测试。曲线清楚地表明, 每种硬软复合物的五条迹线之间的散射非常小。随着表面张力的降低, PLA 混合物和 TPU 的混合物之间的粘合强度也大于纯 PLA 混合物和 TPU95A 的粘合强度。通过为硬组分添加了 15wt.% 的 TPU95A,硬软复合物的粘合强度增加了约 48%。
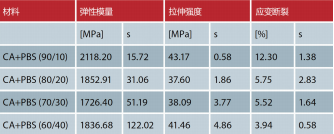
由于 CA 与生物 TPE 的粘合性 差、相容性低,CA 不仅需要与 TPU 混合,还需要与 PBS 混合。在双螺 杆挤出机(型号:ZSE18 HPe,制造商: Leistritz Extrusionstechnik GmbH, 德国纽伦堡)中与两种 TPU 混合 的硬组分的粘合性能如表 3 所列。 测得的剥离力可从组分刚从模腔中取出时的瞬间分离值(=0N)增至约 157N。 与 TPU75A 组合时, 含 30wt.% PBS 的 TPU 翼片在剥离开始之前在剥离试验中脱落。因此, 受粘合强度影响的抗剥离性高于软组分的拉伸强度。
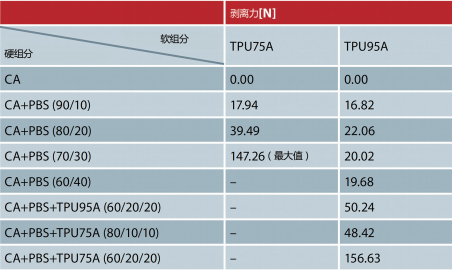
混合 CA 导致粘合强度明显提高,但同样影响了材料的机械性能。
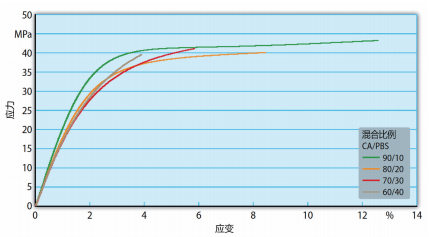
从混合规则来看,拉伸强度将随着 PBS 含量的增加而稳步降低。此外,弹性模量也降低了,这一点可从应力应变图(图 3)中下降的梯度看出。断裂伸长率也发生了显著变化。通过图中所列的一系列测量确定的机械性能如表 4 所示。
三种不同系列零件的采样
由可再生原材料制成的 2C 塑料部件在自行车零配件等领域具有巨大的应用 潜力。因为越来越多人的环保意识都有 所提高,二氧化碳等温室气体对环境的污染以及海洋中的塑料废物也成为了媒 体经常谈论的主题。这就是为什么越来越多的人开始舍弃汽车而选择自行车出行。这一点从自行车零配件的销量即可看出。以德国为例,自行车零配件的销 量在过去十年里增长了约 85%。
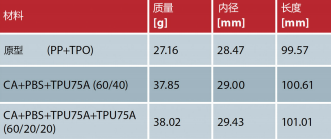
作为联合项目的一部分,SKS 公 司在上述测量的基础上进行了制样。他们生产了 Injex Lite 自行车泵握把以及 Shockblade 挡泥板。泵握把使用了以 CA+PBS(60/40)和 CA+PBS+TPU75A (60/20/20)为硬组分的硬软复合材料, 软组分均使用 TPU75A。由于添加了母料,生物复合物和石油基原型之间几乎不存在任何光学差异, 只有天然饰面握把会表现出明显的差别(图 4,从上往下第 1 个和第 4 个握把)。但是,不同的材料组合在尺寸和重量方面 存在差异,如表 5 所示。
泵握把由适用于批量操作的两台注塑机生产。首先,注入硬组分。随后,搬运系统将它们移入另一个注塑机的模腔。最后,将软组分注入硬组分上。由最新开发的生物材料复合材料制成的泵握把可以在不改变任何工厂工程的情况下生产。因此, 从工艺工程的角度来看,这是一种可行的生物基替代方案,因为它只需对注塑参数进行微小调整。
除了泵握把,上文提到的挡泥板也进行了制样。它们的生产过程同样需要从一台注塑机转移到另一台注塑机。混合物与聚丙烯系列材料之间的收缩率不同,这里只有硬组分能够改性。 由于混合物的收缩率较低,它们无法插入软组分模具的型腔中。
除 了 SKS 公司的测试之外, 德国 Wegu GmbH Leichtbausysteme 公司也进行了制样。他们在这里生产了用于汽车发动机室的风道(图 5)。与 SKS 的测试类似,新开发的复合材料的可加工性证明了它们是传统材料适合的生物基替代 品。两种组分可以在具有两个单元和双腔模具的注塑机上并行生产。软组分被注入模内预先改性的硬组分上。尽管它们的收缩率不同,但还是能够用于生产双组份部件。

前景
联合项目还将开发更多生物基硬软组分。此外,混合物中 PBS 和 TPU 的比例还将在不影响其粘合性能的前提下通过添加剂降低,这将有助于提升混合物的机械性能。除此之外,还有扩容计划用于混合物的工业规模生产,从而使其能够用于批量生产。
本文翻译自KUNSTSTOFFE INTERNATIONAL杂志
作者:Prof. Dr.-Ing. Hans-Peter Heim,Dr.-Ing. Maik Feldmann,Marco Klute
