 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



在全球范围内,轮胎制造商正面临来自监管机构和消费者越来越大的压力,需要开发更加节能的轮胎,同时要面对在日益拥挤的市场中保持竞争力的内部需求。因此,许多轮胎制造商正在优化各自的配方,与此同时,也在寻找多种方法以实现利用现有生产力完成更多的生产需求。从工艺改进到新技术,轮胎制造商正在尝试各种策略来提高生产效率并增强其轮胎的燃油经济性。
有一种新的不溶性硫黄(IS)技术可以支持更复杂配方的开发,从而改善滚动阻力和减轻轮胎重量,同时也能显著提高生产效率。伊士曼的Crystex不溶性硫黄作为橡胶硫化剂的行业标杆已有60多年的历史。Cure Pro是Crystex产品系列的最新成员,具有多种独特特性,共同作用提高橡胶混炼工艺的生产效率,从而在长期生产中节省运营成本。Cure Pro具有更高的分散性、更高的热稳定性、更高的流动性(简称“三高”)和更高的效率(少油而多硫黄),因此具有与其他橡胶硫化剂明显不同的特性。
增加分散性—更快的润湿提供更多的混炼时间
相比于传统生产,Cure Pro分散更快,表现出的特性之一是有助于提高生产效率和节省运营成本。这种新技术有助于最大限度地减少颗粒挤压结块,同时加速不溶性硫黄在橡胶混合物中的润湿。Cure Pro所具有的改善分散性有助于提高生产效率和生产质量。
为了评价分散性能,伊士曼开发了一种开炼机测试方法,以验证改进的混入速率以及减少颗粒聚集和挤压结块的趋势。为了试验,在开炼机上混炼橡胶并加入过量的硫黄以加大颗粒聚集的倾向。混炼一段时间后,将橡胶从开炼机上取下并沿着开炼机圆周方向折叠橡胶条并用刀片进行横切。通过与传统Crystex不溶性硫黄产品HSOT20(高热稳定性等级IS)和HDOT20(高分散等级IS)的对比分析(图1),很明显,Cure Pro拥有更好的分散,与传统产品相比颗粒的聚集更少。
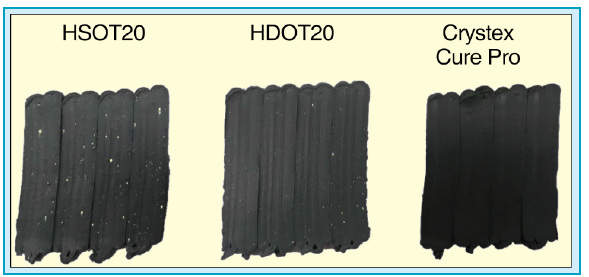
图1. 开炼机实验展示HDOT20和Cure Pro的聚集和压块趋势
任何材料在橡胶中实现良好分散,需要完成三个成功的步骤。材料在橡胶中润湿、均匀分布在整个混合物中、分散成细颗粒。且后两步要在第一步完成后再进行。工厂规模的胶料混炼受时间和温度限制。一车胶最终排料是由于到了限制的混炼时间,亦或者是密炼机的热电偶测量的混炼胶已经达到了胶料的上限温度,无论上面哪一个条件先达到,都必须进行排料。因此,材料的润湿时间对于快速分散特别关键。材料在橡胶中润湿速度越快,就能够在混炼达到时间上限或温度上限排料前经历更多的机械剪切力。使用开炼机的试验方法评价混入时间能够表征新产品Cure Pro其中的一个性能优势。图2表示的是开炼机上混炼测试在Cure Pro全部混入橡胶后的试验结果。可以明显看出,当Cure Pro完全混入橡胶后,仍有大量的HDOT20还未混入橡胶中。Cure Pro的润湿时间比HD OT 20快15~30%,更快的润湿速度意味着在混炼周期结束前能够有更多的混炼时间,变相的意味着Cure Pro有机会减少混炼时间并且能达到与传统产品相同的分散效果。
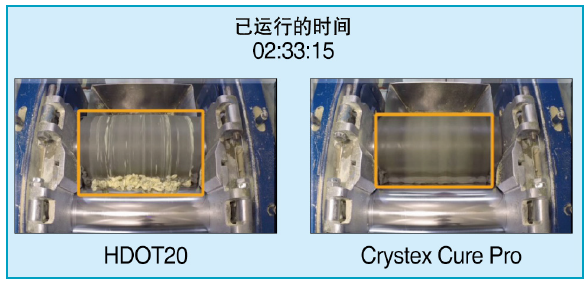
图2. 测定的开炼机混入时间展示Cure Pro混入时间的改善
除了观察材料混入时间之外,开炼机试验还可以允许我们观察不溶性硫黄混入橡胶混合物的程度。当橡胶混合物中所有材料分布和分散均匀后,橡胶的物理性能能达到最佳。分布性能良好的混炼是指混炼胶在一定宏观尺度上实现均匀分布。对于这种混炼,材料在浓度和分布上的均一性是最关键的因素,而这种均一性是基于典型的立方厘米的尺度上的。在这种情况下,从混炼分布好的车次中取一组样品进行流变测试,测试结果波动性将较小。混炼中的分散指的是更微观的甚至可能是纳米级的。在分散差的混炼胶中,可观察到在局部某一小的区域范围内存在较大颗粒、团聚、聚集、材料或局部浓度过高的现象。这些小区域对于填料和其他不溶性添加剂,可以是25~100微米及以上,对于其他添加剂例如聚合物(凝胶)、硫化剂、树脂及其他在混炼和硫化过程中有可能会溶解的材料,可以是100~500微米。因此对于可溶性的材料,熔点和骨料粒径非常重要。在混炼及加工过程中,如果材料能够完全溶解并在混炼胶中扩散,那么混炼胶的特性可能就没有不规则性。没有无规则性的混炼胶是生产高性能轮胎的基础条件。如果可溶性材料在硫化时间内并没有溶解,那么硫化速率就会和材料的溶解及扩散速率产生竞争,也因如此,混炼胶会有网络均匀性不同的局部区域。当这些局部区域由于填料或交联密度等导致了模量上升,那这块区域就会应力集中。因此,这些不均匀性可能表现为关键缺陷,从而导致裂纹,撕裂及磨损。这些不均匀性会使得胶料的物理性能波动或平均值发生变化,例如疲劳寿命和拉伸强度。Cure Pro能够使混炼胶在一个更短的混炼周期内分布和分散均匀,同时帮助降低轮胎缺陷的风险。
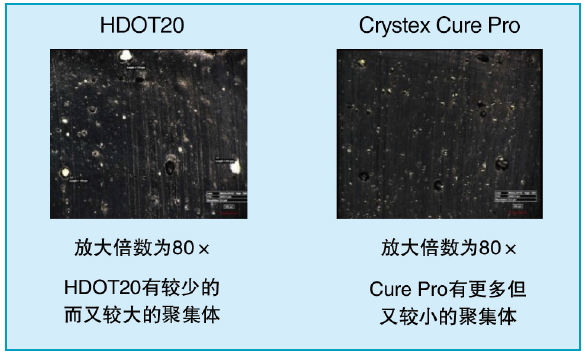
图3. 混炼后未硫化橡胶的光学显微镜图
使用拉伸强度测量方法评估分散性
回顾一些讨论有关硫化助剂的分散对以硫黄为硫化剂的硫化橡胶物理性能影响的文章很有帮助[1]。这些文章里面会提到大尺寸的促进剂颗粒如何降低混炼胶的平均拉伸强度,或者大量大于100微米的未分散的硫黄如何会降低混炼胶的疲劳寿命。拉伸测试是一个能帮助我们了解分散质量的很有用的一个工具。然后,为了使测试更加充分,必须有足够的混炼车次及大量的拉伸试样。在伊士曼的实验室中进行硫黄分散性测试时,科研人员使用时间更短的混炼周期混炼了8车胶料。将停放了1周以上的天然胶母胶加入1.6L的神钢密炼机内,转子为4WH(转速35rpm),温度平衡至155°F 30秒,填充系数为67%。然后将硫黄和促进剂同最后一块橡胶一同加入,压下上顶栓(压力60psi),混炼75秒后排料。将排出的混炼胶在温度70℃辊距0.09英寸的开炼机上过辊,然后立即取下。橡胶纵向折叠两次。接着第二次过开炼机辊,然后立即取下。取下后的橡胶片进行裁样,使裁样大小能填充满拉伸试样的模具,具体请参照ASTM D-412。样品的硫化温度为170℃,硫化时间为MDR流变仪测试170℃时达到最大扭矩所需的时间。哑铃型拉伸试样(每车混炼胶50个样片)用口型C模切,参照ASTM D-412,然后进行相应的拉伸测试。样品测试的结果用Weibull统计存活率实验进行分析,计算Weibull分布中的α参数值和β参数值。并且可以绘制存活率曲线图,以拉伸强度或者断裂伸长率为横坐标,剩余样品的百分比纵坐标。
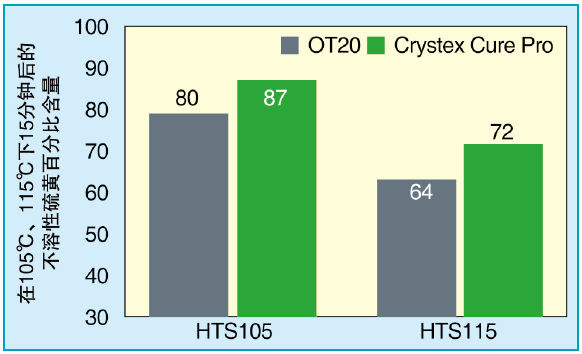
图4. 与一般的不溶性硫黄产品相比,Cure Pro的热稳定性特征
理想情况下,全部的拉伸样品达到一个高的拉伸强度,然后在很窄的一个拉伸力范围内拉断。当测试中只有硫化剂这一种差异时,我们假设存活率曲线图中的差异反映的是硫化剂分散动力的差异。因此,一定时间一定混炼能量下的分散状态是明显的。Cure Pro在较短的混炼时间条件下,拉伸样品通常仍能达到更高的拉伸强度。Cure Pro拉伸强度的较窄分布范围证明了其优异的分散性。由于这些材料都是在相同条件下混炼的,这表明Cure Pro能够在更短的时间内实现更好的分散效果,从而实现更高的生产效率。
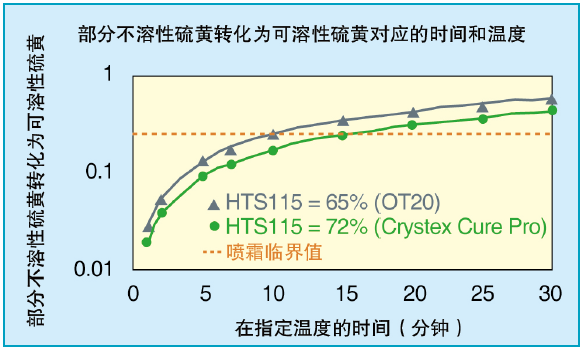
图5. 恒定温度下硫黄转化与时间的函数关系图115℃下Cure Pro可提供额外5分钟的安全加工时间
为了进一步展示Cure Pro的分散性能,我们使用光学成像来评价颗粒团聚情况。图3为混炼后的未硫化胶。Cure Pro似乎有更多的亮斑点,但在大多数情况下它们都比HDOT20图像中观察到的斑点尺寸小。因为更少的颗粒团聚,所以Cure Pro表现出更好的分散性及混炼胶性能。
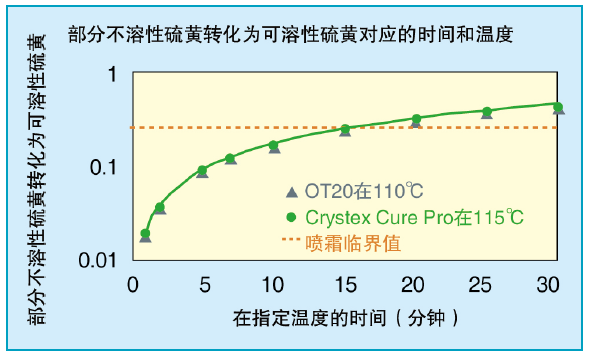
图6. 等硫黄转化率曲线,Cure Pro相同的转化率温度条件需要高4℃
提高热稳定性
使得Cure Pro能够提高生产效率降低生产成本的另外一个特性是其高热稳定性。Cure Pro的热稳定性(图4)优于目前行业内的其他现有产品。我们将不溶性硫黄样品在矿物油介质中加热15分钟后用剩余的IS百分比来表征不溶性硫黄的热稳定性HTS。105℃下不溶性硫黄热稳定性指标范围通常约为75%~80%。对于Cure Pro,105℃时的热稳定性将超过85%,通常约为87%。同样,在115℃时的热稳定性也得到了改善。一般市场上的不溶性硫黄该温度下的热稳定性为60%~64%,而Cure Pro其销售标准为最低70%,通常约为72%。
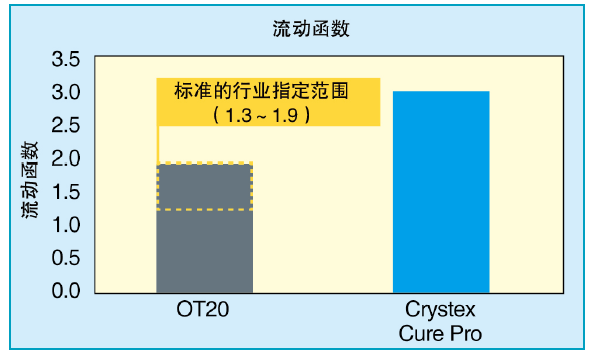
图7. 不溶性硫黄的典型流动函数
热稳定性HTS的改善给予了橡胶在加工过程中更多的防喷霜保障。橡胶加工温度和时间被看作为橡胶的热历史,不溶性硫黄好比有一个固定的热预算,而在硫黄发生转化的某一温度和时间点时,当生成足够量的可溶性硫黄时就会发生喷霜。当给定一个HTS值时,可以计算传统不溶性硫黄产品和Cure Pro的热转换速率常数。根据速率常数,我们可以计算出在指定温度下达到一定的硫黄转化率引起喷霜所需要的时间。115℃条件下,使用Cure Pro混炼胶达到喷霜临界值的时间约为15分钟,而对于传统产品10分钟就达到了喷霜的临界值,数据如图5所示。这表明使用Cure Pro不溶性硫黄的混炼胶能额外有约为5分钟的安全加工时间。有这一额外的加工安全时间后,轮胎制造商可以降低喷霜事件的发生概率和更低的钢丝帘布的报废率,每次喷霜事件发生都可能会产生数十万的成本。
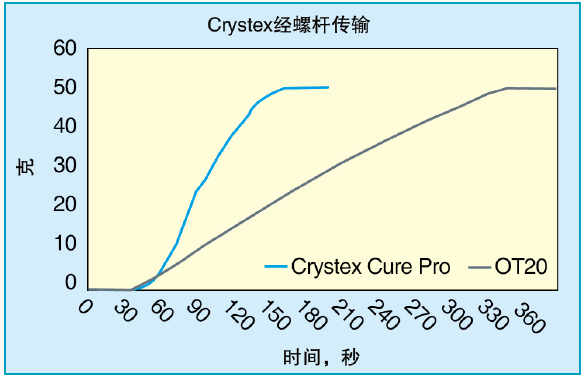
图8. Crystex Cure Pro从料斗传输与OT20相比约省一半时间
知道速率常数后,我们可以很容易从Arrhenius方程得出不同温度下的转化率。求解相等的转化速率与时间的方程,可以推断出Cure Pro的热稳定性增强所能达到的额外加工温度。相等硫黄转化率的情况下,Cure Pro在加工过程中可额外有高4℃~5℃的加工安全温度(图6)。
额外的热安全性有利于优化生产过程中的工艺速率。在大规模加工橡胶时最大的一个问题就是由于机械剪切力产生的热量,伴随着带走这部分热量而产生的热传递。为了防止密炼机和其他加工设备中的“热点区”,通常的做法是用低加工速度来避免不溶性硫黄的转化。高热稳定性可以使含有不溶性硫黄的混炼胶有更快的加工速度,从而达到减少加工时间提升生产效率的目的。当减少混炼时间时,保证充足的混炼分布至关重要。随着热稳定性改善,可以通过提高密炼机的转速来弥补混炼时间的缩短。Cure Pro提升的热稳定性通过防止喷霜的同时缩短时间,从而有助于提高生产效率和节省运营成本。
卓越的流动性
Cure Pro具有卓越的流动性,这一特性有助于提高生产效率和运营成本。Cure Pro的设计比传统的不溶性硫黄产品更容易流动,可以更轻松地处理物料,减少压块,提高自动配料系统的准确性和效率。
对于流动性能,一般OT20的行业标准范围为1.3~1.9。相比之下,Cure Pro的流动性数值为3.0(图7)。在伊士曼实验室,科研人员使用Freeman FT4粉末流变仪剪切单元,用粉末剪切测试的标准测试方法确定流动性能。
伊士曼科研人员还通过在料斗中放入150克不溶性硫黄并测量螺杆传输物料所需的时间来测试其流动性。对于OT20,传输需要340秒,而Cure Pro只需150秒即可完成。图8表明Cure Pro在料斗中不太容易发生架桥。
由于Cure Pro具有明显更好的流动特性,因此操作更简单,从料斗中更快地传输物料,并缩短了灌装时间。Cure Pro实现的人工节省有助于轮胎制造商提高生产效率并降低成本。
工厂实验证明更好的热稳定性和更快的混炼可以显著提高生产效率
为了证明Cure Pro为轮胎制造带来的潜在的成本节约,伊士曼与轮胎制造商合作,测试工厂环境中的分散和热稳定性特征。实验结果表明,这种潜在的生产力的增加和操作成本的降低可以长期带来生产成本上的节约。
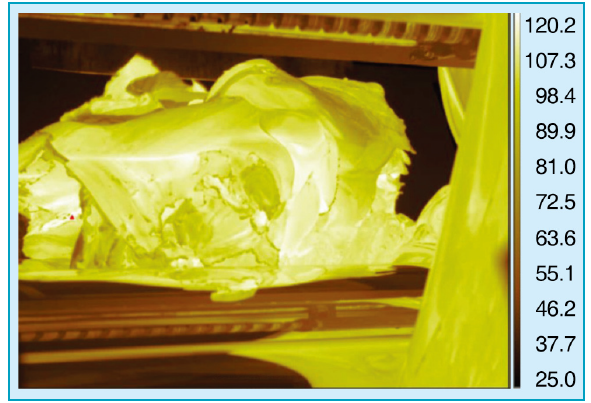
图9. 终炼胶混炼后排至开炼机上的热成像,橡胶的温度范围在85℃~120℃之间
首先理解混炼条件以及轮胎制造商平衡混炼速度和实现充足的混炼分布这一点非常重要。工厂混炼通常主要依赖于热电偶测量的温度来监测混炼条件和混炼过程。一般工厂的混炼工艺程序由两个关键点来控制。第一个关键参数通常是混炼时间,而第二个关键参数就是混炼的温度上限。通常含有不溶性硫黄的配方终炼胶混炼因混炼转速不同,混炼时间大约在60秒到120秒之间,混炼胶的排胶温度在100℃到105℃。慢混炼转速能够使得混炼胶生热较低,因此降低了密炼机冷却系统散热的需求。但是,慢混炼转速需要更多的混炼时间来实现有效的均匀分布。
高混炼转速能够带来产能的提升,在任何厂都会有这个需求。但是高转速使得混炼胶生热更快,混炼胶温度更高。掌握密炼机的热性能能够帮助我们优化生产。热曲线图(图9)帮助轮胎制造商更容易评估混炼车次的温度,这样有助于优化密炼效率、不同车次之间的均一性及生产效率。
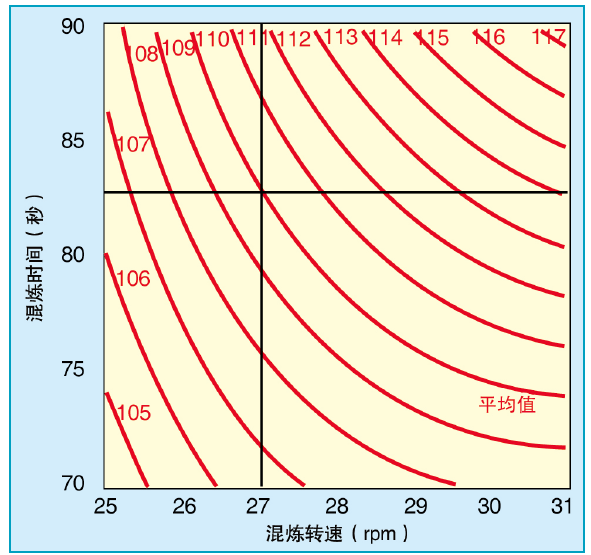
图10. 终炼胶的相应曲面;混炼时间从70到90秒(Y轴),混炼转速为25到31 rpm(X轴);在这些条件下,最高温度范围从104℃到117℃
通过使用实验设计方案,可以将混炼特性描述为时间和转速(rpm)的函数。使用热成像技术,混炼批次的热相关的温度参数都可以得以计算和研究。例如混炼胶的平均温度,最高温度,也可以估算高于某指定温度以上的橡胶区域所占的比例。图10显示了以混炼转速和混炼时间为函数的来自批量热图像的最高温度的响应曲面。在实验设计中,每个混炼条件重复试验5次。设备为神钢262L型密炼机,装配4WN转子,试验配方为三角胶。开始以25rpm转速,90秒混炼时间(37.5次剪切),橡胶的最高温度达到了107℃。混炼时间从90秒减少到70秒,这种变化材料加工会更加安全,但为了达到近似的分布性能,需要将转速提升至31rpm(36次剪切),这时混炼温度相应曲面显示温度将近在109℃到110℃,比之前的工艺升高了2~3℃。
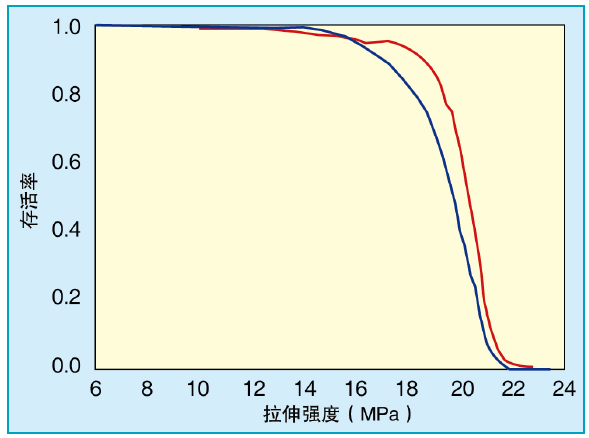
图11. 三角胶配方混炼胶工厂混炼试验的存活率曲线。红色曲线代表HD OT 20,转速25转,混炼90秒;蓝色曲线代表Cure Pro,转速31转,混炼70秒。对比参照曲线包含来自20车混炼胶共1768个拉伸力的数据,Cure Pro曲线包含了来自5车混炼胶共450个拉伸力数据
试验所采用的配方,其现行标准混炼工艺为转速25rpm,混炼90秒。混炼胶的平均温度为107℃,20车标准偏差2℃。测试的混炼条件设定成转速30rpm,混炼70秒,此时混炼胶的温度为108.7℃,5车标准偏差为1.1℃,或者上升大约2℃左右。我们测量混炼胶中可溶性硫黄的质量百分比含量以此来计算不溶性硫黄转化成了可溶性硫黄的比例。标准配方(OT20)的混炼胶可溶性硫黄含量为0.23wt.%,而相比之下Cure Pro的混炼胶可溶性硫黄含量为0.16wt.%。
这两种混炼条件下的拉伸测试分散性表明,与对照组相比,Cure Pro在更短的混合时间内提供更好的分散。这些混炼胶的存活率曲线如图11所示。该实验的Weibull参数α和β在表1中给出。Cure Pro样品的β值明显优于HD OT 20,并且α值也有提高,这种情况表明,Cure Pro与参照硫黄产品相比,其更短的混炼时间条件下提供了更好的分散性。

表1、拉伸分散实验的Weibull统计结果
在该实验中混炼时间从90秒减少到70秒,当考虑密炼机负荷情况下,密炼产能提高了约15%。这种提升使轮胎制造商在终炼胶的混炼中获得了更高的效率。可溶性硫黄在胶料中的含量从约0.23wt.%降低至0.16wt.%,使可溶性硫黄的含量降低了25%。这一结果表明,Cure Pro具有更好的热稳定性,可以减少或限制胶料的喷霜。热稳定性的改善以及更好的分散性使混炼胶能够在更短的时间内以更高转速条件下混炼,这有助于提高生产效率和长期运营成本的节省。当混炼至等量的可溶性硫黄含量时,混合时间可减少至50秒,使该配方混炼胶产能提升约30%。
结论
伊士曼的Crystex Cure Pro不溶性硫黄在性能上超越了传统的不溶性硫黄,尤其是具有更高的分散性、更高的热稳定性、更高的流动性(简称“三高”)。这些工艺特性的结合与共同作用将提高生产效率,同时降低生产运营成本。轮胎制造商可以使用Cure Pro升级优化现有配方的混炼工艺,以实现更高的生产效率,从而可以长期降低成本。
