 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



随着碳纤维增强塑料市场的不断增长,生产废料也越来越多(根据工艺不同,最多可达30%初级碳纤维产品)。此外还有更多来自报废部件的材料应得到回收。到目前为止,回收工艺仅有限地利用了碳纤维的潜在性能,因为使用的纤维显著缩短并且未在载荷方向上定向。一种用回收长(大多>80mm)碳纤维(LrCF)制造结构应用部件的创新工艺链更好地利用了纤维性能。涵盖所有工艺步骤的整个研发的目标是通过高度定向的LrCF来优化原材料利用率,并且减少个别工艺步骤中的纤维缩短度。
文中所列的结果来自由德国奥芬巴赫的本田欧洲研发公司发起的一个合作研究项目。该项目的成员包括英格兰科西利的ELG碳纤维公司、德国登肯多夫的德国纺织纤维研究所(DITF)、德国凯撒斯劳滕的复合材料研究所(IVW)和本田欧洲研发公司(图1)。ELG碳纤维公司处于工艺链的起点,它通过热解来回收碳纤维并将热解后呈片状的碳纤维加工成连续的纤维纵切条。在德国纺织纤维研究所里,纤维条被拉伸以提高纤维取向度,纤维条和碳纤维的质量也经过了检验。复合材料研究所通过最新研发的工艺用粘合剂固定拉伸的纤维条,再通过特别改装的铺带工艺将它们铺好,然后生产出试验用的纤维片并测试其材料性能。本田欧洲研发公司在其中进行协调并赞助了该项目。
热解碳纤维
碳纤维通常可以从两种废料中获得:
◆ 按预制件的尺寸和形状切割等情况产生的干废料。根据不同的原始碳纤维的应用,它们含有不同的添加剂(施胶剂、粘合剂)。辅助材料对纺织工艺(例如无纺布、纤维带和纱线的成型)中回收的碳纤维的加工具有至关重要的作用。
◆ 来自故障部件或报废部件的废料。通过热解从基体中回收碳纤维已实现了工业规模应用。基体热解之后即可获得原始质量的碳纤维,不含添加剂,长度有限。
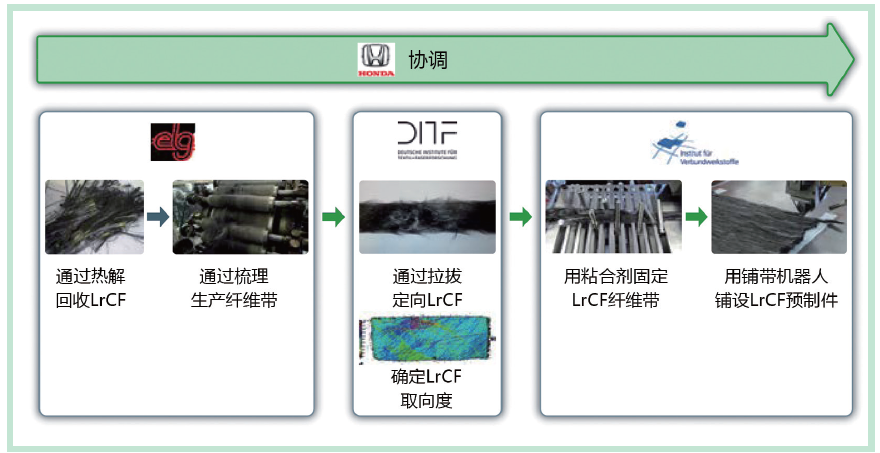
图1 项目合作伙伴之间的工艺步骤划分(©本田、DITF、IVW)
两种废料都有其优点和缺点。对于干废料而言,添加剂可能会影响纺织工艺。但是,添加剂也能为纤维提供保护并粘结纤维。由于热解获得的纤维缺少这种保护,因此纺织品加工会极大地缩短纤维。为了确保项目中使用的碳纤维具有恒定的质量而不考虑废料形式或含有的添加剂,项目对热解的LrCF进行了加工。其本质创新在于将LrCF 100%加工成高度定向的纤维带,即一种纤维纵向定向的几乎无端的拉伸纤维复合材料。类似的工艺通常将纤维转化为无纺布或含有支撑纤维的混合材料,从而使工艺稳定并且简化。
LrCF加工
将热解获得的LrCF通过梳理机梳理、分离、定向,然后扎成纤维条。为了尽量提高纤维取向度,其速度必须比无纺布生产等正常生产速度慢。从纤维片到固定的LrCF纤维带,整条工艺链中最大程度的纤维缩短发生在纤维分解和纤维带成型期间。碳纤维长度从进料的平均120mm缩短到纤维条的平均60mm。为了进一步定向碳纤维,将纤维条在牵伸系统中加工以求最大程度的纤维分离。未分解的纤维包可影响拉拔,从而影响纤维条质量(图2下)。
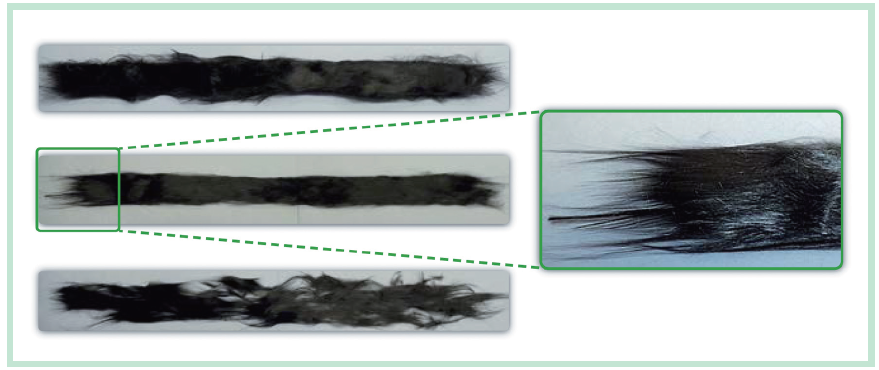
图2 纤维带的质量:在牵伸系统中拉伸之前的纤维条(上)、高度定向的纤维条(中)和未分解的纤维包(下)(©本田、DITF)
除了纤维长度和纤维条分离度之外的一个关键参数是纤维条粘结性,它受纤维/纤维摩擦力、纤维取向度和纤维带压缩度的影响。一般而言,纤维分离度大和纤维带粘结性高的纤维条(图2上)能够在牵伸系统中拉伸并由此定向。但是,为了获得最大的纤维取向度,拉拔高度、纤维带粘结性和分离度必须相互调和。该项目开发的拉拔工艺使LrCF能够最大程度地定向,并且具有足够的纤维带粘结性。高度定向的纤维带如图2(中)所示。
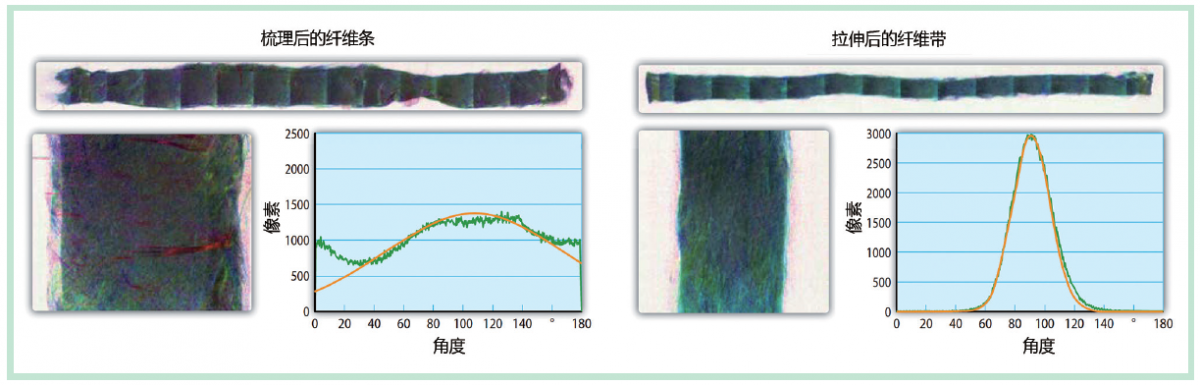
图3 纤维取向度的测量:左边梳理后的纤维条的纤维取向度用偏振相机测量,右边为拉伸后的纤维带。90°对应纤维带纵向方向(©本田、DITF)
为了确定纤维取向度,纤维带在德国纺织纤维研究所用偏振相机进行了分析并对成像片段的取向度进行了测量。梳理机梳理后的纤维条和拉拔后的纤维条的取向分布(图3)对比表明了碳纤维取向度的增加。
从纤维条到用于铺带的半成品
自动铺设工艺提供了在高度自动化且精确的工艺中放置方向和位置易变的纤维材料的可能性。因此,使用合适的半成品极为必要。由于粘结性是纯摩擦力,因此所生产的纤维条没有足够的粘结性使其能够在铺带工艺中进行加工。因此,它被封装在粘合剂丝网中,随后进行热活化和固结。由此产生的半成品部件更加坚固,并且凭借其粘结性可以被自动输送。此外,确保单独放置的纤维带之间具有足够粘合性的粘合剂材料已包含在半成品中。

图4 粘合系统:左:示意图,右:照片(来源:本田、IVW)
专为该项目开发的用于退卷、包装、预固结、加热、固结和绕卷的系统可以重复地完成这项任务(图4)。作为收放装置,塑料卷轴也被安装在系统上。为了确保材料在尽可能小的应力下进行加工,卷轴的调节驱动器装有一个采用光栅信号的垂度控制器。
拥有专利的粘合剂丝网包装是最重要的独特功能之一,因为这一工序关键性地决定了所生产的半成品的质量。纤维条在移动的粘合剂丝网上进行输送,然后通过棒形成型器被包裹折叠起来(图5)。
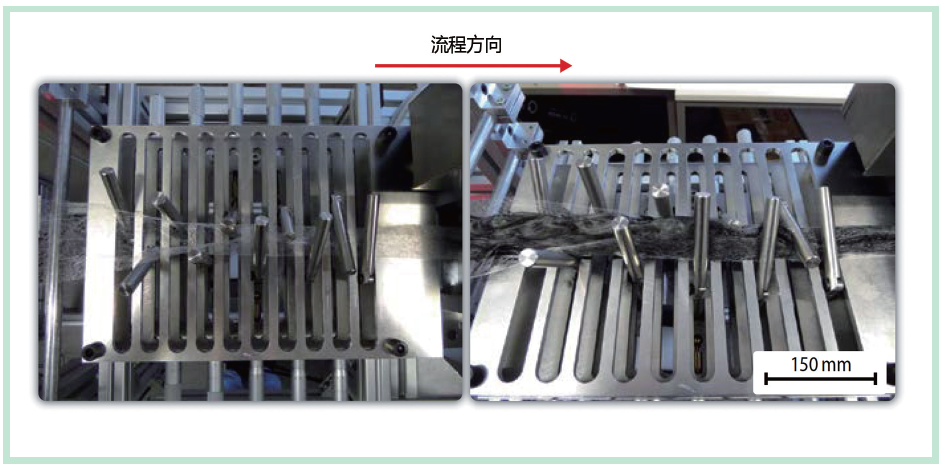
图5 棒形成型器用于将纤维条用丝网包裹起来。左:折叠未放碳纤维的丝网,右:放有碳纤维的折叠工序(©本田、IVW)
包装好的纤维带仍然不具备足够的内在稳定性。它首先需要通过两个驱动辊进行应力可调的预固结。两个不间断的热风扇被用于熔化粘合剂材料,热风扇的温度可独立调节以进行阶段加热,粘合剂材料随后通过另一对驱动辊进行后固结(图6)。
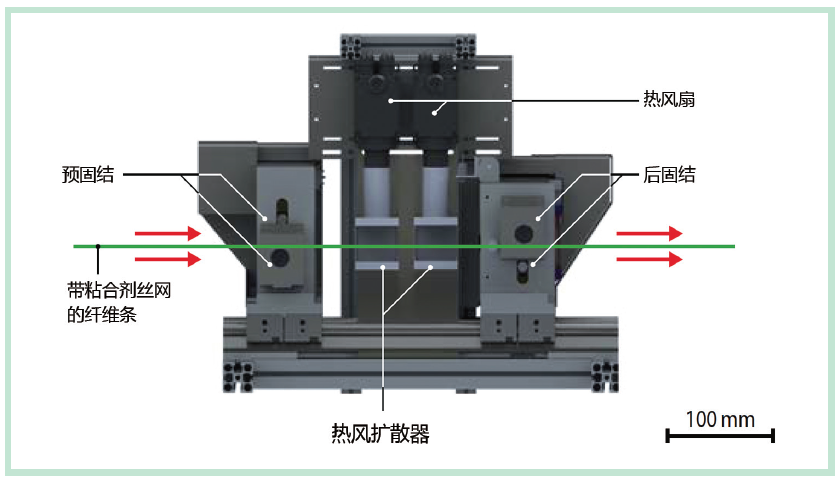
图6 预固结、加热和后固结装置(©本田、IVW)
在最后一道工序中,它被卷在H?fner卷轴上用于在自动铺带工艺中进行后续操作。粘合剂丝网应用为材料提供了自动输送所需的拉伸强度。热气焊枪在铺带过程中加热粘合剂使其熔化并在层与层之间产生粘性。用机器人铺设的预制件如图7所示。
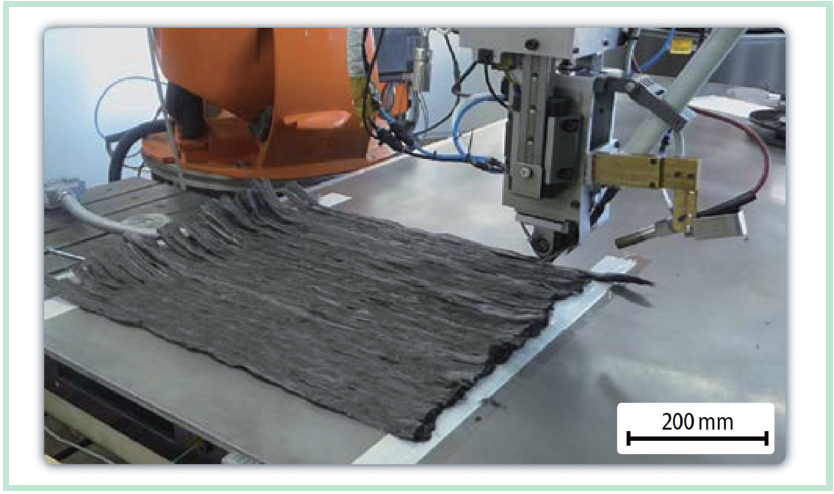
图7 铺带机器人铺设的LrCF预制件(©本田、IVW)
用聚合物基质进行浸渍
铺好的预制件具有优异的粘结性,易于输送并可送入后续工艺步骤。聚合物基质浸渍在复合材料液体成型(LCM)工艺中进行。在此之前,对两种工艺——树脂传递注塑(RTM)和真空辅助树脂灌注(VARI)进行了测试。该工艺链的最重要的特点(除了不同的注塑应力)是型腔高度。在树脂传递注塑过程中,上模和下模决定了所生产部件的厚度,最后形成了光滑的表面。如果预制件因材料积聚而出现局部不均匀的情况,可达紧密度通常会受到限制并且预制件的平均纤维体积含量下降。在真空辅助树脂灌注过程中,真空条件下的覆盖层提供了固结压力。如果预制件存在局部不均匀的情况,它们也会被转移到成品部件处,从而获得厚度不同的均匀的纤维体积含量。
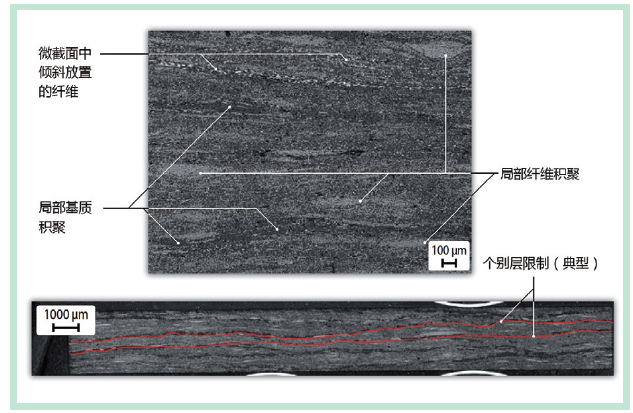
图8 微截面显示出良好的整体浸渍质量,纤维束的积聚和纤维取向的变化清晰可见(©本田、IVW)
为了生产具有平面平行表面的样品,最后选择了树脂传递注塑工艺。总纤维体积含量降至34%,因为个别局部材料积聚影响了进一步压实。个别层厚的潜在变化如微截面所示(图8)。
对比新纤维
与原始纤维的机械性能相比,许多因素可能导致其机械性能下降:
◆ 在回收工序中去除施胶剂导致纤维与基质的粘合强度变差。
◆ 后续加工工序导致纤维受损。
◆ 纤维长度比先前使用的无端纤维更短。
◆ 波纹导致纤维取向不完全。
如拉伸试验结果所示(图9,试验参数:样品类型2,朝纤维方向拉伸,试验速度为2mm/min),与使用单向取向的无端新纤维在理想情况下的可达值相比,其数值是强度约为31%,刚度约为68% 。为了更具可比性,数据被标准化为50%纤维体积含量(FVC)。在早前研究的辅助下,可以认定性能与原始性能相比显著降低的原因是纤维取向仍然不足。另一个重要的因素是热解纤维没有施胶剂,可能影响纤维与基质的粘结。纤维长度对获得的机械性能的影响较小,因为它在拉伸之后便不再减少。
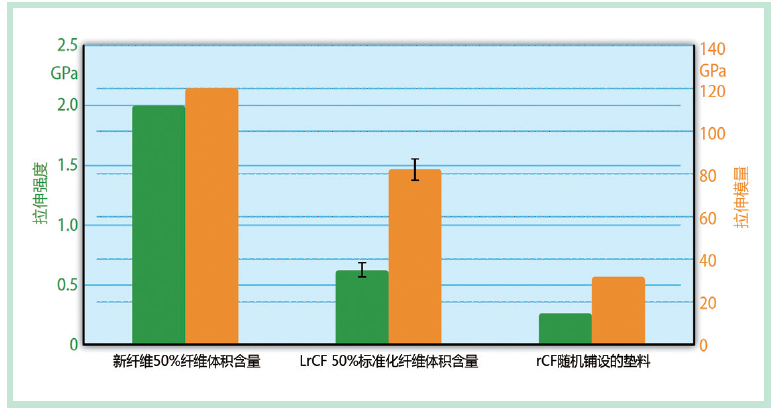
图9 根据ISO 527-4进行的拉伸试验结果:对比新纤维的理论拉伸性能和随机铺设的商用垫料(©本田、IVW)
下一步工作的目标是通过粘合剂丝网应用与拉拔相结合等方式进一步改善纤维取向度。目前,将拉伸的纤维条输送到粘合系统会导致碳纤维的取向度下降。尽管如此,性能的显著改善仍可实现,尤其是与横向各向同性的随机铺设的垫料相比更是明显。
结语和展望
所进行的工作表明,考虑到整个工艺链,开发新的工艺和材料极有必要。相互匹配的工艺参数能够防止纤维缩短或纤维条的粘结性过低。已经明确的关系为整个工艺链带来了进步并可用于后续项目。高度定向的100%LrCF纤维条已实现了制造和加工,并且与使用回收纤维的商用材料(例如:rCF随机铺设垫料)相比具有明显更好的机械性能。
在后续工序中,纤维条的取向度和均匀性将得到进一步改善,从而充分利用回收碳纤维的潜力。同时还将努力将其升级用于工业应用。
