 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



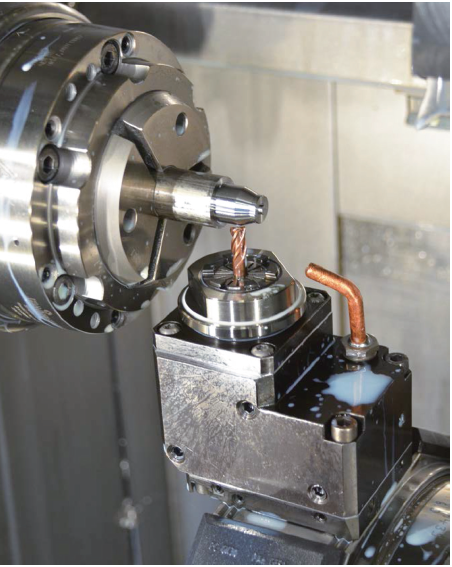
在Index C100 车削加工中心里铣削宽度尺寸13 毫米的扳手宽度。这是刀具连接件所有加工工序中的一道关键工序,也是Rich 公司使用Horn 公司刀具来完成的工序。图中所示为直径6 毫米的DST型四刃立铣刀。
生产厂家都知道合同发包方的圈子是比较小的,要得到一份合约必须满足合同发包方很高的要求和期望。位于德国里德西里市的RICH Praezision公司凭借70多年来在高质量车削加工中积累的丰富经验使它们非常受新客户的青睐。
这家成立于1949年,专门从事车削件加工的工厂,创立之初就确立了“以精取胜”的信念。
始终领先于最先进的技术
随着近几年来客户数量的不断增加,RICH公司两次扩建了自己的生产厂房。“我们不断投资最新技术领域。NC数控技术和稍后的CNC计算机数控技术问世时,我们是第一批引进这些技术的企业,包括多轴加工中心。”公司领导人Wolfgang Rich先生说。
今天,公司的48名职工负责操作16台自动化CNC数控加工中心、铣加工和2台磨床的精加工。在这些工人和设备的帮助下,公司为汽车制造业、普通机床设备制造业、制冷技术、电动工具、电子和液压夹具等行业领域内的企业生产高精度的零件,近两年来的产值在750万至800万欧元。
在谈到对最新的、同时也是高效的和可靠的技术领域进行投资时,Wolfgang Rich先生总是说要将精密加工刀具也纳入投资计划之中。RICH Praezision公司生产负责人Wolfram Stiefel先生解释说:“从我上世纪80年代开始进入RICH公司工作以来,在遇到高要求的外圆切槽加工任务时,我们都会首先考虑Horn公司的硬质合金车刀。后来,在内孔切槽加工中,我们也引进了Horn公司的内孔加工刀具。”
“革命性”的内孔加工可换刀片
RICH公司成立之初,其他刀具生产厂家的刀具种类占有不小的份额。但从上世纪90年代开始这种情况就开始出现变化了。“引起这种变化的决定性因素是市场中出现了可以精确的加工小直径内孔和内槽的Horn Supermini系列的可换刀片系统。在那之前,当我们加工直径小于十毫米的内孔时必须要用硬质合金毛坯自己磨出内孔加工的刀具。这就需要耗费很多的时间来磨刀,而且内孔刀具质量在很大程度上与磨刀工人的技术水平有关。这种内孔刀具的加工精度十分不理想。而Supermini系列内孔加工刀具几乎是革命性的。” Wolfram Stiefel先生说。
Wolfram Stiefel先生说,“从引进Supermini刀具系统之后,更换刀具的时间从原来的两小时左右缩短到了现在的10至15分钟,而且具有很高的换刀精度。”
Horn公司的技术咨询工程师和销售人员Frank Blocher先生说:“我们一直致力于Supermini系列车削刀具的开发和改进。仅就Supermini中的105型车刀系统来讲,现在就有直径从0.2至6.8毫米的1500多种适合于完成不同切削加工任务的刀片变型。它们可以完成外圆车削、切槽、倒角、车螺纹、轴向切槽、镗孔、车端面以及拉槽的全部切削加工任务。从2016年起我们又推出了加工高性能钢材用的高性能刀具变型产品;例如加工不锈钢、高合金钢或者双相钢材料的刀具变型。这种开发一直没有停止…”。
RICH公司使用的Horn刀具的种类和数量也越来越多。“因为Horn公司是第一家生产各面磨削可换刀片的刀具生产厂家。”Wolfgang Rich先生强调说道。在引进了Supermini系列刀具之后,RICH公司中Horn刀具比例从10%提高到了15%。“Horn公司刀具的精加工性能很好的满足了我们的要求。”Wolfgang Rich先生解释说。
Horn刀具满足了像Rich公司这样的用户对现代化加工刀具的不断提高的要求,使他们有能力在现代化的多轴加工、加长车削、普通车削以及车铣加工中心中使用高性能的切削刀具来提高经济效益。
“从2010年起我们开始使用Horn公司的铣削刀具了,到2013年购进拉削刀具,再到2016年开始增加了齿轮加工刀具和不同的特种刀具。” Wolfram Stiefel先生说,“今天,RICH公司四分之一以上的刀具都是Horn公司的产品,企业销售收入的5%都投资到刀具之中了。”
“Horn公司的战略是——在一种刀具成功的基础之上对这种刀具进行继续开发,使之能够适用于其他切削加工工艺过程。我们也愿意伴随这种发展和改进。”Wolfgang Rich先生说。
加工精度小于5微米的大批量生产
通过一个应用实例可以清楚的说明Horn公司当前的刀具系统都能够干些什么了:夹持器连接体的是一个体积很小、结构非常复杂的车削加工件,是为换刀系统中的一个零件。值得注意的是:这一零件的合同发包方是Horn公司的一个供应商—在相互信任的切削加工合作伙伴之间,这种委托加工的情况并不少见。
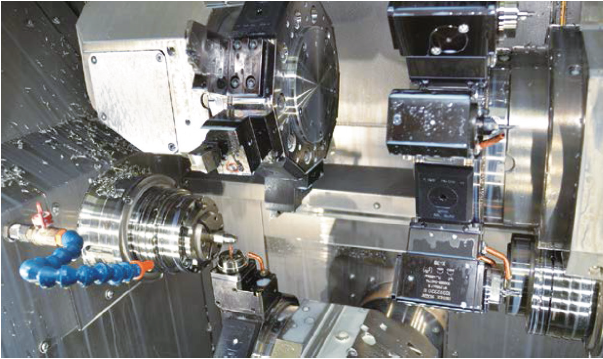
Index C100 车削加工中心中,刀具连接件中六道最重要的加工工序使用的都是Horn 公司研发生产的切槽和铣削刀具。左下侧为装夹状态下的刀具连接件。
Frank Blocher先生在谈到怎样促成这一项目时说道:“借助于精密的刀具夹持器,我们的客户能够在金属切削加工机床上以大批量的生产方式生产出有着相同高精度的刀具连接件,例如铣刀刀体。这对我们来讲也是非常有益的事情:我们的产品需求量越来越大,不断的有新客户订购我们的产品,也不断的提高我们的产量, 最终导致我们需要寻找合适的生产制造合作伙伴,以保证生产加工的经济性。Rich公司作为有着始终如一高质量产品的生产企业是我们最理想的合作伙伴。”零件外包加工的效益是非常明显的:产量从最初的不到100件提高到了25000件。
刀具夹持器连接件是一个直径只有15毫米的、对切削加工要求很高的车削件。Wolfram Stiefel先生介绍说道:“内孔加工和内螺纹加工的加工精度和定心直径都有着很高的要求。”这两道加工工序的形状和位置公差最多只能有5微米。高精度的梯形内螺纹必须要用特殊的内螺纹量规来进行测量。只有这样才能保证刀具夹持器在换刀后的定位精度。
在Index公司研发生产的Index C100型车削加工中心中,三个刀架被用来一起加工夹持器的连接体,共计有15道加工工序,要使用6种不同的切削刀具:S100.0300.3V2 HP65可换刀片的内冷式切断刀;铣削扳手宽度尺寸13-0.1的DST系列6mm直径铣刀;铣削直径10.4mm内腔的五刃DS系列铣刀;5mm Supermini内孔车削刀具;切削1mm槽宽的切槽刀以及加工9.6mm×2.2mm、60°梯形螺纹的DSS.0600.3309 AC45型VHM螺纹铣刀。15道工序的总加工工时只有125秒。
“所有用Horn公司刀具完成的切削加工工序都是非常棘手的。怎样完成这些加工工具是我们高度重视的问题;因为除了很高的加工精度之外还有我们赖以生存的经济性问题。” Wolfgang Rich先生说。
企业领导人Wolfgang Rich先生和生产负责人Wolfram Stiefel先生率领的团队坚信:选择了合适的加工刀具就奠定了继续提高经济效益的基础。“我们的客户自己常常也不知道市场的短期需求是什么,他们的哪些要求应该告知我们。这就要求我们有很高的生产灵活性。正是因为我们具有足够的生产灵活性,我们的销量才能在八年的时间内翻番。未来,Horn公司研发生产的精密刀具将帮助我们继续走在成功之路上。” Wolfgang Rich先生说。
