 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



接管嘴的一端是用绳与软管捆扎后插入阀门中起到输入气体的一种金属零件,接管嘴另一端有2处30°的斜面,其中一处锥体与¢17 mm孔的止口起到密封的作用,以防被充装备中的气体外泄。
接管嘴性能分析
接管嘴,如图1所示。由于止口处需要较锋锐,很易被磨损和碰撞后产生豁口。所以,接管嘴需要采用30CrMnSiA材料,经调质处理硬度为30~34HRC。调质后接管嘴有很高的强度和足够的韧性,淬透性也好,但焊接性能较差[1]。并具有良好的加工性,加工变形微小,抗疲劳性能相当好,良好的冲击韧性和塑性,还具有一定的耐磨性。接管嘴切削时因含铬元素,又具有黏刀,易产生积屑瘤的现象。30CrMnSiA材料接管嘴经调质处理的机械性能,能够充分确保其使用要求和寿命。
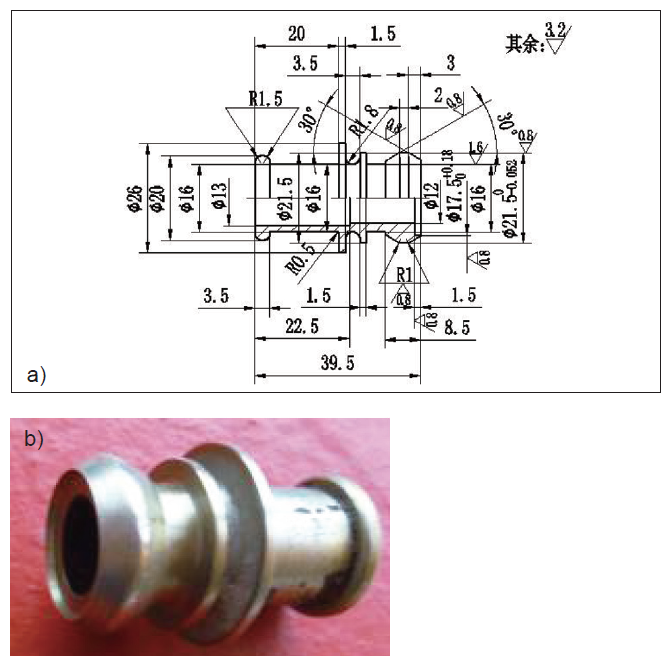
图1:接管嘴
a) 接管嘴二维图
b) 接管嘴
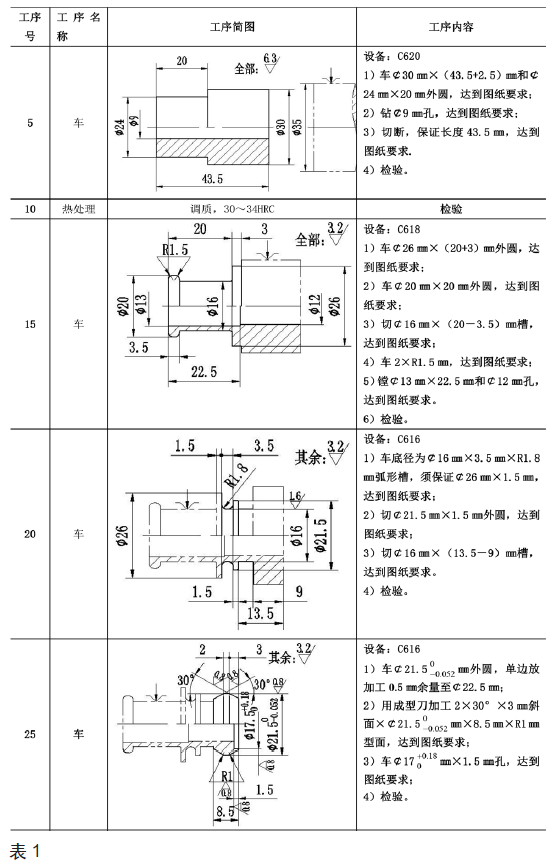
接管嘴加工工艺
由于接管嘴使用要求,采用30CrMnSiA材料与调质处理后的性能,使得接管嘴的机械切削加工困难,特别是φ13×22.5mm和φ12mm两孔加工变得特别困难。接管嘴加工工艺过程,如表1所示。
改进之前接管嘴镗刀
选用YT5合金刀片,刀杆为45号, 刀片焊接在刀杆上。YT5性能:在钨钴钛类合金中,强度最高,抗冲击和抗振动性能最好,不易崩刀,但耐磨性较差[2]。
(1)改进之前镗刀的参数:如图2所示。刀具采用了10°×5mm的前角,双重主后角为6°×0.5mm和30°×3mm,双重副后角为3°×0.8mm和12°×2.5mm刃倾角为零度。为了便于排屑,刀杆的上部须留有较大空间。
(2)加工中出现的问题:很容易崩刀,加工者几乎是成天在磨刀,无法正常完成生产任务。加工过程中还会出现振刀现象,孔壁上留有明显的振刀纹,甚至能明显感觉到刀杆的振刀。刀具加工时还会出现让刀现象,导致两孔出现一定的锥度。
接管嘴镗刀切削分析与改进措施
针对改进之前的镗刀所出现的问题,经观察和分析,问题产生的原因如下。
(1)改进之前镗刀出现问题的分析:如图2a所示,由于刃倾角为零度,前角为10°,虽然都采用了双重主副后角,加强了镗刀1的强度。但所产生切屑2和经热处理产生的铁锈粉尘3,由刀具的前面背向走刀方向经已加工孔中排出。加工余量的金属经刀具切削时,对金属晶格切割所产生剧烈摩擦热,使得切屑2发蓝变脆。加上切屑2体积的成倍扩大,使得断裂切屑撞击着刀刃,合金刀片本身就十分性脆,这样刀片没有不崩刃的理由。钻孔时,孔与外圆的加工本来就存在着偏心问题,加上镗孔时以外圆的二次装夹又出现了偏心,造成了镗孔余量出现较大的变化。而刀杆又为了增大排屑的空间其截面积不得不减小,这样刀杆必能会出现让刀的现象,孔出现锥度那就是十分自然的事情了。刀杆截面积小,产生振到现象也就是情理中的事情。由此看来,问题的关键是由排屑的流向所造成的。
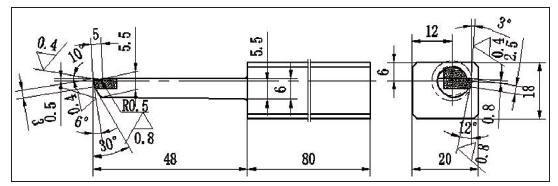
图2:改进之前的镗刀
(2)改进之后镗刀切削的分析:如图2b所示,既然问题是由排屑的流向所造成,如果使得排屑的流向与走刀方向一致,使得排屑从孔的待加工面中与卡爪间隙中排出。切屑2就不存在撞击着刀刃的现象发生,刀刃便不会崩刃。这样刀杆就可以加粗,仅需要有排出铁锈粉未3的空间即可。加粗了刀杆也就不会出现让刀和振刀的现象,这样接管嘴4孔的锥度和振刀纹也就消失了。
改进后的接管嘴镗刀参数与刃磨
排屑要求:切屑必须是呈短段状卷屑从旋转的卡爪间隙中甩出为最佳的效果。切屑的温度很高,如是断屑或长条卷屑从卡爪间隙甩出易烫伤人。如何控制短段状切屑从卡爪间隙中甩出,就是接管嘴镗刀刃磨成败判断的条件。
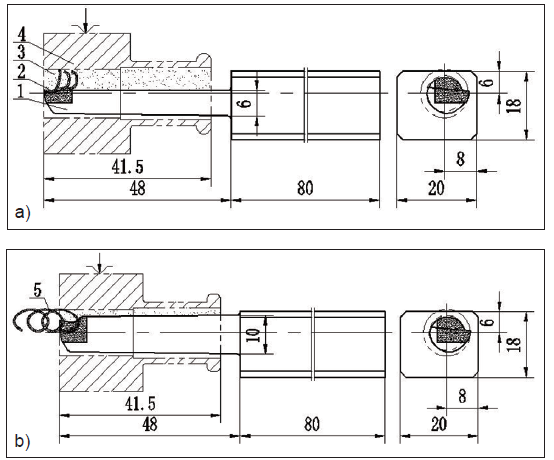
图3:接管嘴改进前后镗刀切削问题分析
a) 接管嘴改进前镗刀切削问题分析; b) 接管嘴改进后镗刀切削问题分析(1. 镗刀 2. 切屑 3. 铁锈粉尘 4. 接管嘴)
(1)改进后接管嘴镗刀参数:要改变排屑的方向,刀具几何参数就必须采用正刃倾角。正刃倾角除了能改变切屑的流动方向,还能增加刀具揳角,使得切削压力中心后移而提高刀尖的强度。改进后接管嘴镗刀参数,如图4所示。刃倾角为5°;双重前角分别为5°和12°;双重主副后角均为3°和8°;主副偏角均为2°, 双重前后角都是为了增加刀具的强度。考虑到刀片没有了切屑的撞击不会崩刀,为了提高刀具的寿命,需要采用耐磨性更好的YT14合金刀片。刀杆也需要进行调质处理30~34HRC,以防刀杆被磨损.这些措施的采用使刀具使用寿命可连续使用一月整,中间可用油石修理前后角数次,直至刀片无法修理为止。
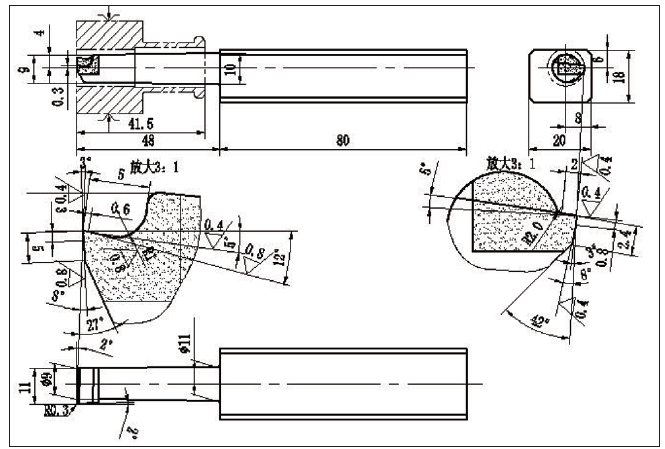
图4:改进后的接管嘴镗刀参数
(2)镗刀的刃磨:改变排屑的方向除了与镗刀参数密切相关,还与镗刀刃磨相关。镗刀刃磨应分成粗磨和精磨,粗磨在砂轮机上进行,精磨应在工具磨上进行。精磨主要是解决前面和R1mm以及其他角度的刃磨。前面长度尺寸5mm长了和刃倾角小了易产生长条卷屑,R1mm大了容易产生断屑。因此,在工具磨上精磨镗刀时要先修整砂轮,砂轮直角出要修成R1mm。
(3)切削用量的选择:如果刃磨的镗刀不能切削出短段卷屑,那只能加快走刀速度以迫使切屑达到一定的长度后自行甩断。或先镗φ13mm孔后镗φ12mm孔,用加大切削余量迫使自行断裂。由于孔径较小,车床主轴转速不可太低会导致切削线速度底,一般应在900转/分。
再改进措施
由于现在出现了一些新型硬质合金和表面喷涂技术,钨钛钽(铌)类硬质合金:主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴组成。如YW1,红硬性较好,能承受一定的冲击负荷,是一种通用性较好的合金,其适用于耐热钢、高锰钢、不锈钢等难加工钢材及普通钢和铸铁的加工。碳化钛涂层刀具,刀具的基体是钨钛钴硬质合金。表面碳化钛涂层的厚度不过几微米,但与同牌号的合金刀具相比,使用寿命延长了3倍,切削速度提高了25~50%。这是20世纪70年代出现的第四代涂层工具,可用来切削很难加工材料。
结束语
具有高强度和足够韧性接管嘴的两小直径孔的加工,因采用了5°刃倾角改变排屑的方向,切屑从孔的待加工面排出避免了崩刃。同时可加粗镗刀的截面积,又可消除振刀和让刀现象。通过镗刀在工具磨的精磨,控制了刀具参数和尺寸,再配合切削参数和进刀量调整,获得了接管嘴最佳加工状态。镗刀还可以采用新型合金刀片或在YT5合金刀片喷涂碳化钛涂层,还可以进一步提高镗刀使用寿命。
参考文献:
[1] 边锋,热处理工艺参数对30CrMnSiA调质钢力学性能和组织的影响[J]. 四川江油市:特钢技术,第14卷总第55期2008年第2期。
[2]北京第一通用机械厂,机械工人切削手册[M]. 北京:机械出版社,1971年5月第2次印刷。
