 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



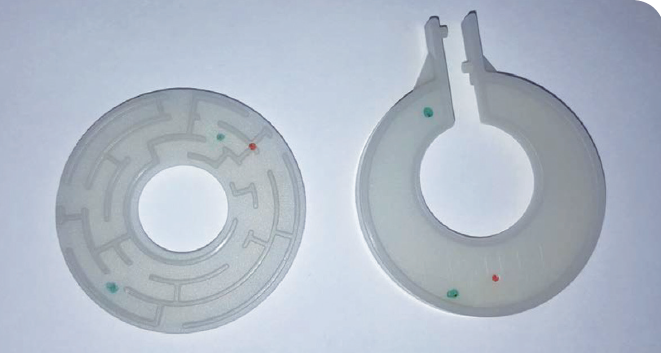
利用成套模具生产出灵巧玩具的两个组件(©Kistler)
如今,众多企业高度重视注塑成型业务的数字化和网络化发展,并逐步付诸实践。这一流程主要通过不同模块实施,实现网络化的各方面功能、自动流程控制和设备数据评估。下文介绍了基于传感器技术的集成流程监控的可能性。
数字技术在工业4.0方面的持续应用,已在K 2016展会上通过演示模具得以证实。该项目由德国企业Krallmann集团(位于Hiddenhausen)、Arburg GmbH + Co KG(位于Lossburg)、GTT Willi Steinko GmbH(位于Nassau)、Plexpert GmbH(位于Aalen)以及Kistler AG(位于Winterthur, Switzerland)合作进行。过去已讨论了产品开发过程和参与者之间合作的必要性,实现稳定生产是当前的关注点。
所有生产流程均可能受到各种外部影响,因此需要实时生成有关流程状态的数据,才能予以补偿,并确保生产的一致性,为此不可避免要使用传感器。在这种情况下,使用传感器是不可避免的,可通过模具内部压力进行监控,尤其是将热流道自动平衡结果用于控制旧模具的闭合控制回路。由于温度控制是关键的质量特性,因此在生产流程结束时使用IR-ThermoControl系统评估模塑部件的表面温度。在流程中,使用红外摄像机就可逐次识别出微小偏差。此外还描述了各个流程的网格划分方式。
智能流程监控
如今,流程监控系统不再局限于记录测量值,还要将其与参考曲线进行比较。用户希望通过优化、设置和自动追溯流程的控制系统提供支持。这些功能根据流程而定制,使用户无需深入了解流程,就可得出正确的结论,并掌握流程。
图1显示了ComoNeo流程监控系统(供应商为Kistler)功能的构建方式。“辅助”部分可提供智能助手,例如可帮助用户以易懂的方式确定监控限值,或通过其他设备的参考曲线确定流程状态。“监测和控制”部分提供各种控制算法,例如平衡热流道或将开关点设置为全自动。“预测”部分具有更多功能,其可通过可通过神经网络,根据传感器数据,逐个预测当前的部件质量。
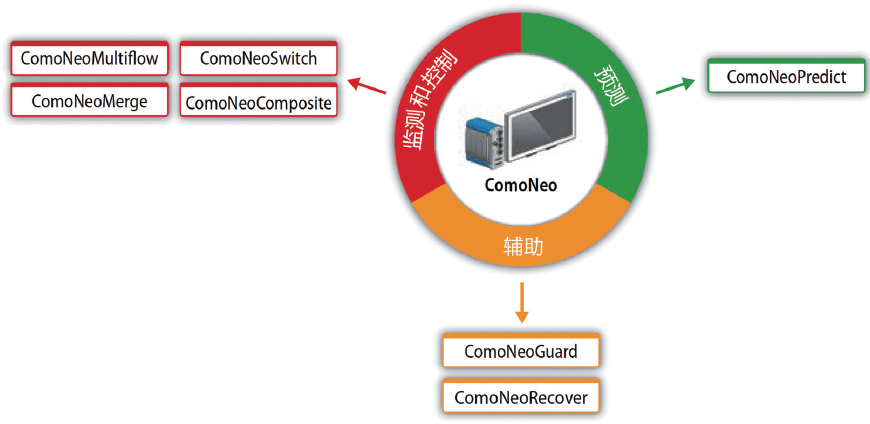
图1 ComoNeo流程监控系统功能(©Kistler)
与上述合作伙伴共同开发的模具热流道平衡,被作为流程控制示例。上文谈到演示模具是成套模具,它可以生产出两个不同组件,而它们将组成一个完整的灵巧性玩具(如标题图)。两个腔体分别配备远离浇口的1 mm压力传感器和1 mm压力/温度组合传感器,并通过配备两个喷嘴的热流道进行共挤出成形。
热流道平衡
通过示例方式,对在充模不足情况下,采用“ComoNeoMultiflow”热流道平衡功能生产优质部件的流程予以说明。尤其是采用多模腔模具时,必须平衡浇道系统,从而使模腔同时充满。否则,由于开关点无法以最佳方式设置,很容易发生流痕、填充过度、充模不足或超载问题。
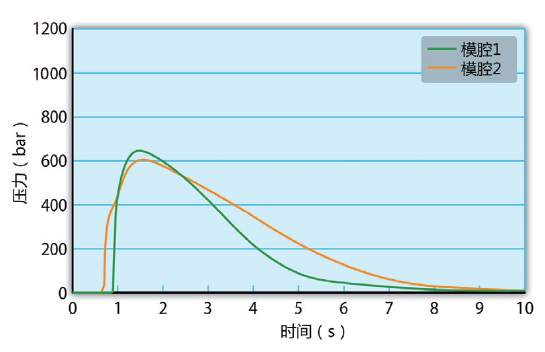
图2 远离浇口的内部模具压力曲线变化情况(©Kistler)
图2显示了优化之前,模具内部压力在流程中的变化。虽然能监控曲线进展情况,但无法构成与之相适应的流程。两个模腔明显未被同时填充。由于传感器远离含有高压流体的浇口,因此几乎无法识别充模阶段。
若无自动控制算法,工具设定器将在允许公差范围内调节热流道温度,以达到手动平衡。准确地说,该方式还构成了ComoNeo-Multiflow控制算法的基础。系统确定两个模腔在压缩阶段压力增加的延时情况,并通过在特定范围内调节喷嘴口温度,尽量减少延时。自动控制算法对此颇为有效,自然也能对操作过程的中断予以补偿。控制原理如图3所示。
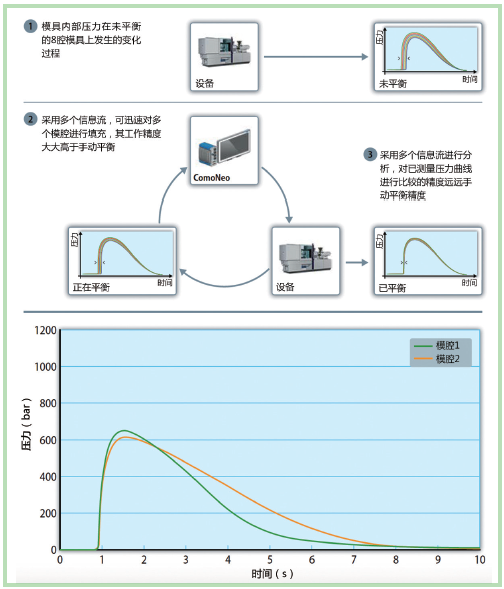
图3 ComoNeoMultiflow控制算法的示意图和已平衡流程的结果(©Kistler)
在优化过程中,该算法只需10个周期,即可获得可用结果,将充满模腔1和2的时差从最初的0.2s减至小于0.05s。图4所示为Δt的变化过程。因此,需连续重新调节喷嘴温度。即使在后续流程中,也要不断重新调节控制器,从而始终保持良好的可用结果。
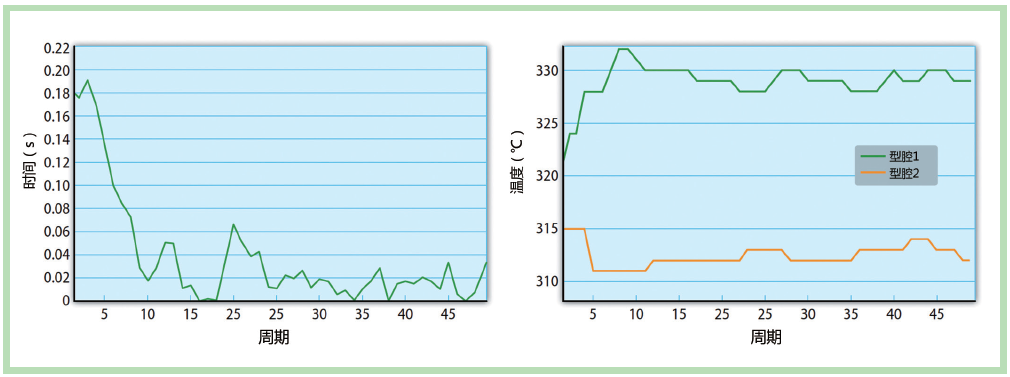
图4 平衡过程的进展时间(填充两个模腔的时间差)和变量(©Kistler)
本文以双模腔模具为例所解释的应用原理,已多次在工业用途中得以见证。这些用途包括多组件用途,以及从单腔模具到高效32腔模具的特殊几何形状平衡。
采用红外技术的流程监控
为防止注塑期间出现质量问题,使用IR热成像技术对模塑部件生产过程的结果进行分析、优化和监控。采用集成于模具中的传感器,确保流程评估和调节。用ComoNeo流程监控系统评估传感器信号,根据需要向设备发送信号,从而控制热流道控制器。
设备控制器通过默认值,记录和控制各种过程参数。此外,还记录相关的性能数据。但是,作用于模具的扰动变量只能采用该方式间接获取。如果无法检测误差,就会使注塑模具成为最薄弱的环节。在已打开模具使用IR热成像,可在脱模之前监测注塑部件的表面温度,从而增加对该流程的了解(图5)。
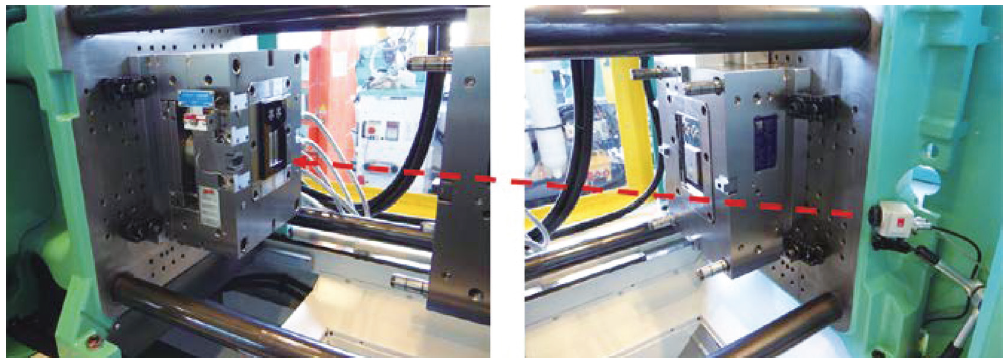
图5 处于注塑机安装空间内的热成像摄像机(©GTT)
即使采用温度偏差也可检测最微小的变化。集成于流程中的IR-ThermoControl系统(供应商:GTT),可在对模塑部件质量进行最终评估时提供支持。脱模之前,设备向IR-ThermoControl系统发送信号,从而在将模具中的部件顶出之前,记录其红外图像。已对模塑部件表面的温度分布进行评估。其表明了喷嘴口一侧的模具温度图像(图6)。除了其他因素外,已打开模具的热成像可表明模塑部件的流道末端是否完全被充满。
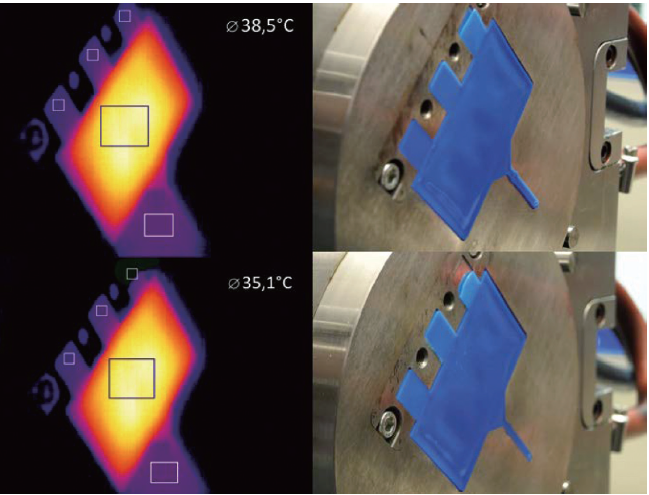
图6 用IR-ThermoControl进行热量监测显示下部模具腔未充满(©GTT)
如果未满足已确立的允许温度范围的上限或下限,则通过数字输入(X12接口)向ComoNeo系统提供反馈。因此,可使用额外的控制参数评估在流程监控中做出的决策。可将相应信号并行发送至设备,例如可控制废料出口。图7显示了注塑模具与IR-ThermoControl图像的叠加情况。
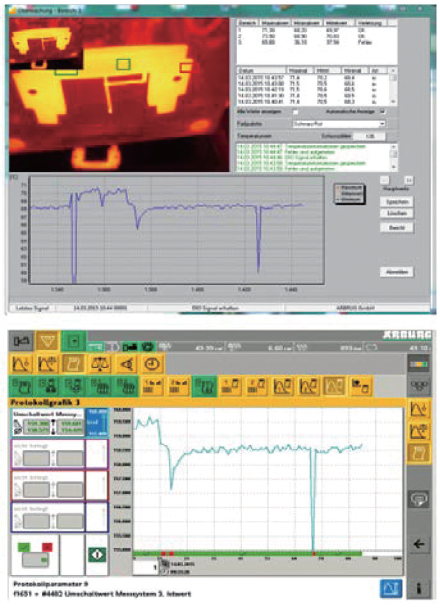
图7 流程中温度(顶部)和压力(底部)的叠加情况(©GTT/Plexpert)
采用处理系统,也可在合适位置对模具顶出侧的关键区域进行成像,并使用IR-ThermoControl进行评估。
采用高分辨率精度,甚至能看到模塑部件上的缩痕(图8)。因此,可对产品质量进行最终评估。除了流程给出的边界条件外,评估还包括环境影响(如拔模锥度)。
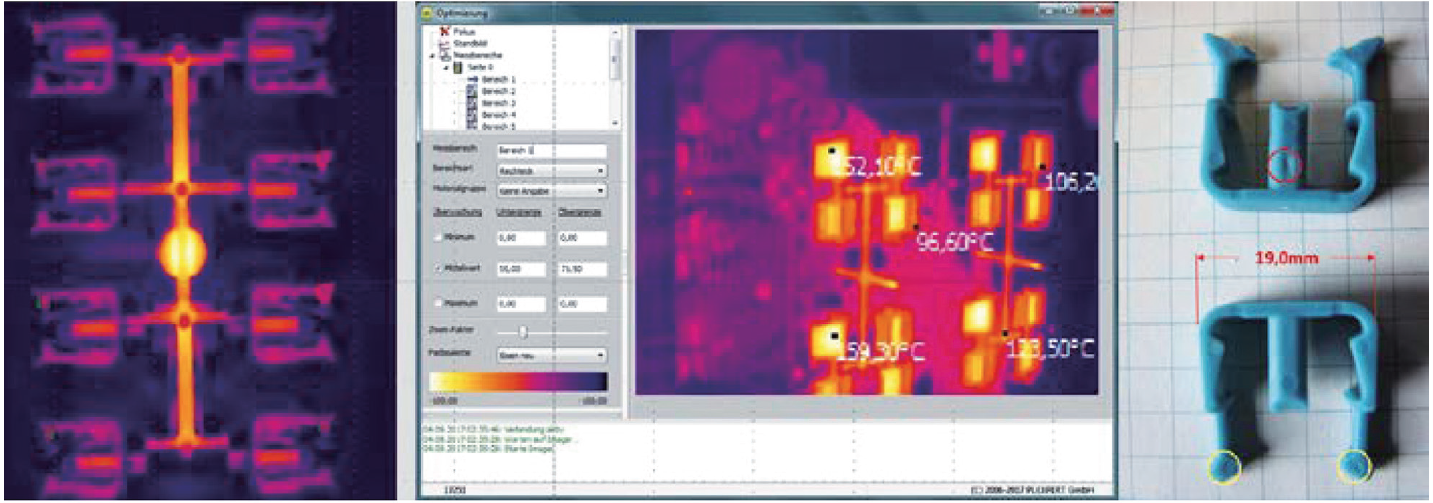
图8 完整的评估矩阵IRTC甚至能显示出模塑部件的缩痕
在此例中,IR系统对多个模塑部件予以记录,并在考虑选定公差的情况下进行评估。通过某些监测区域将温度值传递至注塑设备的控制单元,可对IR-ThermoControl进行进一步集成,从而可直接控制设备控制器中的相应报警信号。图8显示了IR-ThermoControl记录的信号与设备控制器显示的信号的对比。
使用参考成像方法进行热量监测
根据参考图像方法,流程导向型用户指南可为控制限值的定义提供支持,并自动提供温度偏差,因此,可马上看到产生的差异。IR-ThermoControl质量模块可在每一周期中对模塑部件进行成像,生成第一个优质部件的参考图像,每项后续记录均与参考图像进行比较,已支配点的偏差会触发警报。该技术尤其适用于关键模塑流程,例如生产多个部件。
ComoNeo流程监控和IR-ThermoControl将温度和压力传感器结合,从而确保稳定的流程,且已生产的模塑部件质量具有一致性。这是实现成型塑料部件生产零误差的重要先决条件。
结论
如今,采用连续流程监控,与所有模塑部件均密切相关。由于模具温度是注塑模具最重要的参数,因此模具温度分布也是最关键的。监控模具本地温度序列和最终脱模温度(根据制造商的规范),有助于加工商对有翘曲变形要求的模塑部件收缩率予以监控。使用传感器系统,用户可深入了解流程,从而有效将其引入其他注塑工艺。例如,用已产生的结果识别批次变更的影响或色素添加剂的波动大小。
