 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



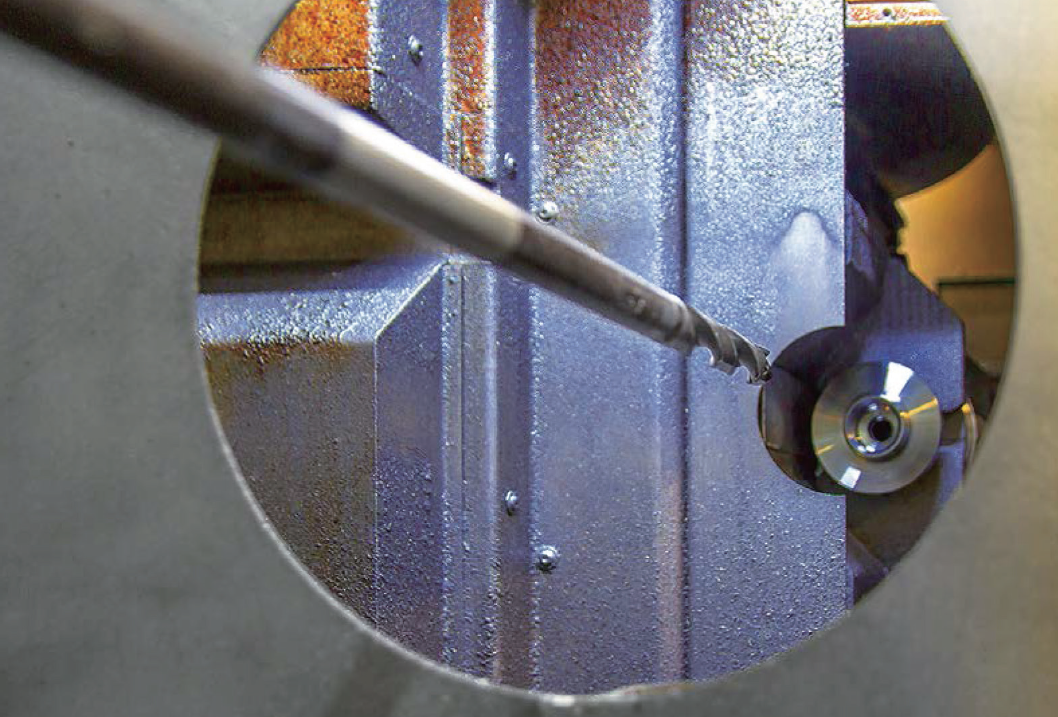
带两个切削刃的Mapal 钻头在加工曲轴减重孔,保证了大批量生产条件下的工艺过程可靠性。
为了更好满足发动机体积越来越小、功率越来越高以及减少二氧化碳排放等要求,众多相关生产厂商纷纷尝试各种全新的技术方案。例如研发重量更轻、强度更高的新材料以减轻发动机的重量,从而达到减少油耗的目的;或者在发动机的曲轴上加工出一些减重孔等。
戴姆勒公司显然属于后者,为了真正实现对发动机的减重,其工艺、技术和刀具管理部门与生产加工部门密切合作,研究出全新的减重孔加工工艺。同时,也与刀具供应商一起合作,研发适合减重孔加工的理想刀具。
全新的加工工艺过程
在曲轴生产加工中,减重孔的加工是一个全新的附加工序。在设计曲轴减重孔的初期,戴姆勒公司用了许多刀具供应商的钻头进行试切削,Mapal公司的刀具方案最终胜出。
从试切到大批量生产,整个过程中,Mapal公司的技术服务人员始终陪伴在生产现场,完成了许多大大小小的前期准备和试验。由于大批量生产时没有多少时间用于刀具试切,Mapal公司提供的这种现场式服务支持,对戴姆勒公司来说,非常及时和有益。
四步完成减重孔加工
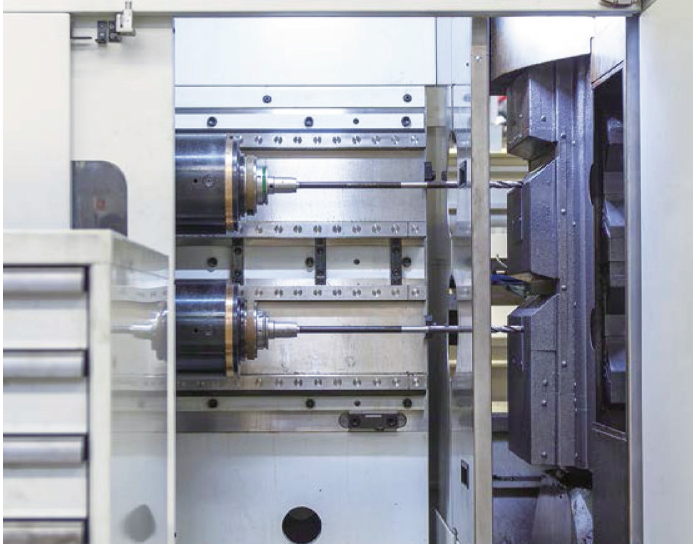
在加工过程中,曲轴减重孔的加工由四支特殊的双刃刀具完成。加工时采用的冷却方式是最小量冷却润滑。第一支是直径为19.2mm的整体硬质合金钻头,主要用于加工堵盖孔;第二支是直径为18mm的整体硬质合金钻头,用来加工曲轴第一主轴颈处的导向孔;第三支是直径为18mm的可换刀片钻头,用于完成第一主轴颈处的减重孔及第二主轴颈的通孔。
最后,其他轴径处的减重孔则用一支直径为18mm的TTD可换刀片深孔钻完成。这种专门设计的可换刀片钻头有着钢质固定刀夹和CFS刀柄,配备CFS型刀具夹持器,锥柄长度达119.2mm;其可换刀片的材料为硬质合金。
毛刺问题
在小批量的减重孔加工中,四步加工工艺能确保很好的加工效果。但当产品批量变大时,则会出现其他问题。其中,最困扰的就是毛刺问题。

需要四支钻头来完成曲轴减重孔的加工,图中所示是切入和切出时所采用的去毛刺的切削刃。
在加工了大约100个减重孔后,出现了毛刺,并且每多加工一个孔,毛刺就会增大一点。这就使得,第三、第四个步骤中使用的钻头,必须在加工100个孔后就更换刀片。因为毛刺会影响零件的表面质量,毛刺脱落后的机械碎屑甚至造成发动机的损毁。基于这样的原因,必须避免在零件中存有任何残留污垢和机械碎屑。
去除毛刺的解决方案
Mapal公司的负责人认真研究了毛刺问题,并且决定在不使用去毛刺刀具的情况下解决此问题。因为使用去毛刺刀具时会延长减重孔的加工时间,还要对减重孔的加工工艺进行重新设计。
“我们公司的技术部门反复研究出现毛刺的原因,设计出了一套完整的解决方案和全新的可换刀片钻头——一种有着去毛刺刀刃的可换刀片钻头。” Mapal公司技术服务部的项目负责人Tobias Moser先生说。
TTD 可换刀片钻头的 CFS 刀柄和夹持器。
去毛刺刀刃通过弹簧装置安装在CFS可换刀片固定夹处,在钻头向前钻削时,去毛刺刀刃切除了减重孔入口处的毛刺;在钻头退出时,去毛刺刀刃切除了减重孔出口处的毛刺。
假设深孔钻以每分钟200mm的切削速度进行切入,在切入到4mm时将切削速度降低到每分钟125mm。在整个切削过程中,去毛刺刀刃完成了孔口的倒角去毛刺,然后压缩弹簧,使去毛刺刀刃退回到刀杆内部。这样,就可以按照每分钟375mm的切削速度钻削整个减重孔了。
大批量生产
Mapal公司先是在内部的产品研发部门里进行了相应的减重孔钻削试验。“根据试验结果我们可以更好的工作,进一步的改进优化刀具。” Tobias Moser先生说。经过反复测试,取得了令人满意的切削效果和切削速度。
减重孔刀具项目负责人:(左)Tobias Moser 先生,Mapal公司技术服务部的项目负责人和Mapal公司研发工程师Gregor Obele先生。
之后,在戴姆勒公司的试切中,实际切削的效果也令人振奋。“借助去毛刺刀刃,也进一步的提高了钻头的刀具耐用度。” Tobias Moser先生说。第一、第二个步骤中所使用刀具的耐用度可达2000个孔的钻削,而去毛刺刀刃则在完成25000个孔的加工任务之后才需要更换。这将曲轴减重孔加工的工艺技术提高到了一个全新水平。
利用Tritan-Drill钻头缩短生产时间
尽管得到了非常可靠的、令人满意的减重孔加工工艺,但Mapal公司仍然保持了对刀具的持续改进。
改进优化的目标瞄准提高曲轴减重孔加工的经济性,“一开始,我们使用的是没有涂层材料的去毛刺刀刃。后来我们发现,带有PVD涂层的去毛刺刀刃有着更高的刀具耐用度。”Tobias Moser先生解释说道。
为了能够以更高的切削参数钻削减重孔并进一步的缩短生产时间,Mapal公司在当前生产系统中,选择了一台机床作为测试设备,对改进后的三刃Tritan-Drill型钻头进行测试。目前,已取得了可喜的进展,Tobias Moser先生表示:“如果一切都符合我们的期望,则有望能够在今年完成刀具的更新换代。”
