 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



意想不到的成型挑战通常涉及含工艺操作窗口小的模具。即使一个理想的成型工艺可以由一个新的模具提供又将会怎样?如果该过程可能已知控制生产的上限和下限又将会如何?而模具设计呢?它是最佳还是刚好达标?这些都不再是一个问题,而是成为当前可以解决的现实。自主驱动的软件可以提供两个令人难以置信的重要优势:
● 在目前没有足够时间深入探索的领域
● 确定最佳解决方案,而不是“足够好”
用于加工
操作窗口相对较小的模具往往产生大量的噪音。对过程中任何微小的或通常无关紧要的变化可能导致:“哦,孩子,最好到那边去看看现在发生了什么”。发现并排除故障(灭火)过程开始。示例设计如图1所示,那是一个工业控制器的绝缘盖。

图1、工业控制器的绝缘橡胶盖
第一步是评估问题并确认过程。什么改变了?这在上周还是“挺顺利的”,而现在它却是“令人厌烦的”。也许是不同批次的材料,不同的成型机,或者可能是在第三批次调整“优化”的一个不同加工过程?结论是,一切似乎都是一样的,所以被迫决定停止生产,开始进行过程改变试验,以找到解决办法。试验是为了排除潜在的原因,需一次一个逐一排查。这是一个必要的但极为耗时的过程,无论是材料还是劳动力都消耗极大。且也无法保证找到一个长期的解决办法。
仿真技术和计算机硬件的结合发展,加上对材料特性、工艺和工装工程的深入了解,现在可以将这种故障排除方法从实际的成型机转移到虚拟设备。一个真实的生产过程可以通过包括完整的模具模拟,并考虑到橡胶,模具部件和供暖系统之间的传热。此虚拟生产过程包括模具打开时的散热,以及模具和插入到下一个生产周期的刀片之间的热量交换。这种多周期仿真方法提供了对实际生产的最准确的表示,从而对问题进行清晰洞察。
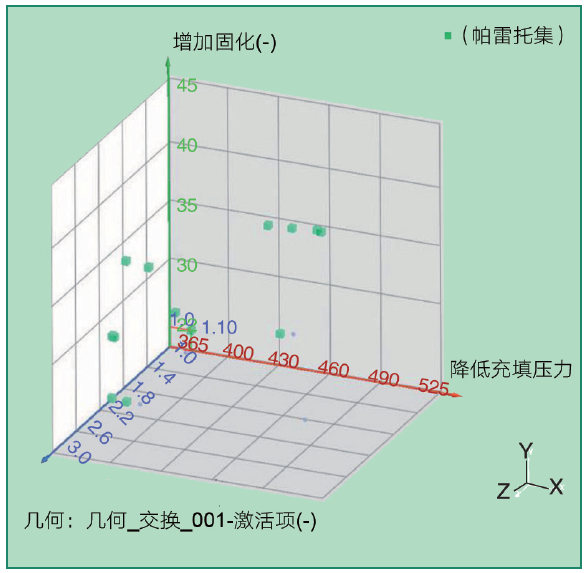
图2、同时评估多个模拟设计的三维散点图
在过去,虚拟成型是一个手工迭代的过程,就像它的生产试验:设置设计、运行、评估输出、进行更改、再次执行。这里的限制因素是经验的限制,以及建立、改变和评估产出所需的劳动程度,从而决定下一步该做什么。然而,今天,软件程序负责进行更改,模拟运行和评估结果,以找到最佳解决方案。因此,现在,与其根据单个场景的结果做出决定,不如根据成百上千的场景做出决定,并选择最接近目标的设计。这是一个全新的决策方式。SigmaSoft虚拟成型的最新版本(v5.2)包括运行自主设计实验(DoE)和自主优化的可能性。该软件的操作员现在已经完全理解最终目标对每个输入的敏感程度,而只用设置第一个模拟设计。不再需要彩色图片进行决策。数字说明了一切,再没有关于哪种方案提供最佳结果的争论。图2显示了一个新的方法,同时评估数以百计的结果,以数值比较的输出和找到最好的设计。散点图(图2)显示了每个模拟方案在所需目标方面的比较和位置。
图3显示了变量以及哪些组合产生最终结果。请注意,它们是通过一条以最终目标结束的线连接在一起的,在这种情况下,周期时间缩短。所以,一个周期时间有一个最小的值是一件好事。现在可以看到哪些输入对实现这个目标最有帮助。
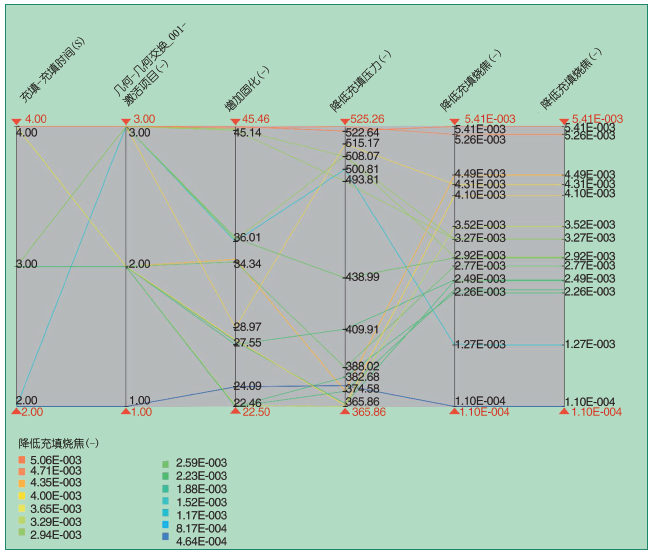
图3、平行坐标图显示模拟设计参数的组合,以查看它们之间的关系,以及哪些组合是最佳的
在这个最初的设计中,应该指定一个软件可以选择的范围的值。引入太多不同的变量来进行模拟,可以很容易地导致大量的设计组合和冗长的计算时间。由于这个原因,软件中有一些方法可以减少模拟设计的总数,同时覆盖完整的设计空间。四种不同的类型是可能的,包括完全阶乘,简约阶乘,索博尔序列和用户定义的选择。
如果图1中的零件有两个填充问题,其中的零件有由于烧焦造成的浅谈熔接线(在熔接线过早固化),模具往往有毛边,但只有20%的时间发生问题,目标是确定哪些工艺参数与这些问题最紧密联系。然后,你可以决定可接受值的范围是否是可控制的,如果没有,应该改变什么,以便加强对产品质量控制。
在这种情况下, 初始橡胶温度、加热管(电加热或油加热)预设温度和充填时间被作为输入变量以作评估,并可由软件改变, 以找到解决方案。自主优化仿真将从预定义范围内选取这些变量的值。它将运行所有的组合并将它们进行比较, 同时进行进一步的更改以找到符合目标的结果。
可变因素
熔体温度
初始熔体温度范围由最大数值和最小数值定义,后跟一个增量因子,用于确定两个值之间可以存在多少变化。例如,82℃(180℃)到127℃(260℉)的增加会导致五种可能性。初始熔体温度会影响最终的产品质量,以及其余的过程,温度过高可能导致烧焦(烧焦是当材料在充填过程中开始固化所发生的现象),这可能导致弱健合和可见熔接线;如果固化度上升得太快,会导致高压或未填充零件;两个流体在相遇前开始固化,将不能完全健合,导致明显的熔接线;降低熔体温度太多也会造成问题,由于过低温度橡胶的粘度会更高,可能需要更高的压力注入模具;低熔体温度也可能造成延迟固化和更长的周期时间。
模具温度
对于模具温度来说,在核心和腔体中提供适量的热量来实现平衡固化是很重要的。太多或太少热量的孤立区域会产生问题。这意味着不同的区域比其他区域需要或多或少的热量。基于这个零件的模具已经建成,我们将集中在温度的设定,而不是设计。在这种情况下,三个设定点温度将被评估。我们将评估149、163和177℃(300、325和350℉)这三个推荐值,来分别对应特定橡胶化合物的最小值、中间值和最大值。许多弹性化合物都有理想的模具温度范围,但经验也可以为这些值提供预测。
改变模具温度直接影响零件的固化行为。模具温度过高也可能会在充填过程中发生烧焦,导致出现前面提到的问题。模具温度较低的一端可能减慢固化速度,需要更长的周期时间。如果烧焦是一个问题,它也可以与材料在填充过程中的剪切加热有关。有时,厚的部件与小浇口结合,为初始固化故意提高橡胶温度。
充填时间
此示例中包含的最后一个过程变量是空腔充填时间。充填时间会影响烧焦和腔压力 (所需的锁模力)。填充时间可受有效注射压力的限制。较长的充填时间将减少充填过程中发生的剪切加热量。熔体粘度可降低。然而,它接触热模具会有一个较长的时间,从而导致粘度下降,和有太多可能导致烧焦。确定充填时间的目的是剪切加热材料以减少粘度,但又确保不要过早地开始固化。在充填过程中加热橡胶是优化周期时间的一个很好的方法,因为它减少了橡胶的加热时间。这个“完美”的充填时间并不总是那么容易找到。对于这个例子,充填时间范围从2到4.5秒,并以每0.5秒间隔选择,有6个可能性。
了解模具温度、熔体温度和充填时间的组合,可提供最佳效果,特别考虑到有3个参数,分别有14种不同可能性。这将产生143个阵列或2744个组合。
大多数进程一旦建立,就会被保持。但是,在大多数情况下,即使是小的更改也可能对质量产生很大的影响,因为实际的加工过程窗口太小。一个制模商可能知道他们正在使用的工作流程,但在大多数时间其工作的流程和最佳的过程之间有很大的区别。最好的完成过程并不是找到最佳的独特值,而是最佳的组合值。不幸的是,加工橡胶是相当复杂的。材料特性受多个变量的影响。制模商真的没有切实可行的方法来运行,更不用说评估所有这些组合。
目标
为了让一个自主优化系统去工作,目标必须被定义为程序寻求它所理解的东西是“最好的”。有些目标是在软件中预定义的,但也可自由创建它们。一些常见的例子是尽量减少压力,减少周期时间,尽量减少剪切加热,获得平衡填充或最小化变形。可以有单个目标或多个目标。每个也可以加权或优先。对于这个例子,目标是减少腔压力和烧焦,而第三个目标将是减少总周期时间。这确保了最终的过程也会有成效。该软件将创建和评估其所有的结果,包括充填压力、烧焦和固化程度。
该软件使用多达64台计算机中央处理器(单个CPU内核),运行设计采用并列方式,以减少所需的计算时间。一个完整的2744个阶乘设计可能需要大约20天。索博尔算法在这里比较适合,因为它将覆盖相同的设计空间,但运行的设计更少。让人看到的趋势是哪些参数组合能够实现目标将是可见的,即使只有25%的设计被覆盖。这将计算时间从20减少到仅5天。自主优化是这样一个强大的工具,在它工作时,拥有学习和理解趋势的能力。该软件根据早期设计的趋势自动定制未来的设计,主要是持续改进结果,直到找到最优为止。
在运行686个设计后,找到了关于目标的最佳设计。最佳设计的最大注射压力降低了10%。这似乎是极小的,但它创造了一个更大的条件窗口,防止工具飞边。通过40% 的烧焦减少,熔接线也得到了改善。最后,周期时间也减少了两秒钟。中间模温、最高熔体温度和6秒充填时间的组合是解决该问题的方法。此过程还缩短了两秒钟的周期时间。虽然最初的过程大部分时间都在工作,但显然这并不是最优化的。
用于模具设计
使用自主优化是在预先存在的工具上找到最佳过程的一种简便方法。对模具设计也很有用。参数几何和过程变化可以结合起来,很少有限制,以优化零件设计、浇口样式、浇口位置、转轮直径、转轮长度或加热器布局。
回顾前面的例子,假如这个模具设计可以被优化,将如何确定最佳的浇口位置和回火布局,以产生最小的压力和最快的周期?在最短的时间内,目标包括创建好的零件,并优化过程。
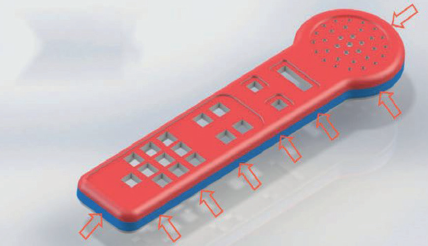
图4、沿零件表面可能的浇口位置
第一步是确定最佳浇口位置。这分为两个不同的模拟。第一个是确定近似最佳区域(图4),第二个是将最佳区域细化为最终一个点(图5)。
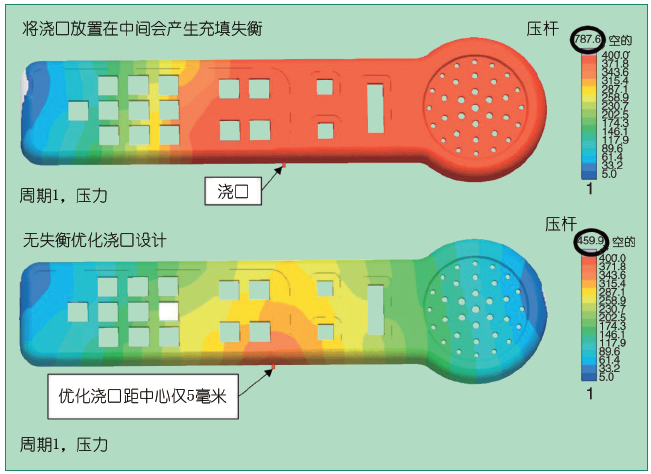
图5、由自主优化模拟确定的最佳浇口位置将空腔压力降低45%
当熔体流经空腔时,完全填满并停止产生高压的区域。这通常称为不平衡充填。这两种模拟的结果都显示在图5中。上图是第一个模拟的结果,以找到近似区域,下图显示第二个模拟的结果,以找到指定区域内的最佳位置。上图右侧的高压是飞边的主要原因之一。这是熔体填充右侧比左侧快时引起的腔内高压所致。从下图也可以清楚地看出,第二次模拟比第一次产生了更好的情况。有趣的是,这个浇口的位置不是在该零件的正中心,这与最初预估的并不一致。它被靠边转移了5毫米,该处压力减少,并且保持更长的腔平衡充填。这个小的变化导致一个较大的过程窗口,因为充填可以控制一段较长的时间,而模具不飞边。在这种情况下,腔内的压力降低45%。
第一个模拟使用了8个可能的浇口位置,并且结果在一个小时之内完成了。第二个模拟在一个非常特定的区域使用了40个可能的浇口位置,需要少于6小时才能完成。这里的优点是模拟只需要人工15分钟,其余的工作均由软件完成。
然后,用户打开一个结果窗口,其峰值压力来自于单个图形中绘制的所有设计 (图6)。
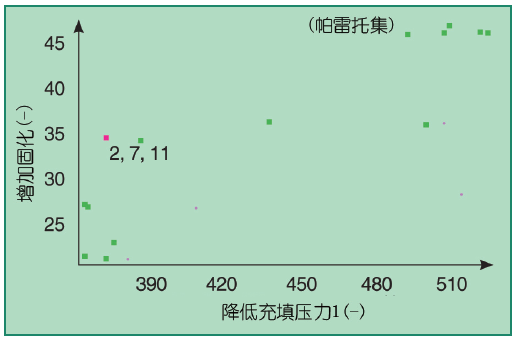
图6、基于最小压力和减少焦烧的不同浇口位置容易比较
在这里,最低的压力容易找到,但第二低压力的设计也易发现。这提供了一个区域,第二个优化模拟可以评估其中的所有可能位置。此外,在充填过程中减少压力是目标,因为它不仅需要更少的注入压力,而且它降低了锁模力的要求,减少了飞边。
有时,有太多的选项,可以定位浇口完成所有测试。这是一个节省时间的策略 (将问题分为两个模拟)。在这种情况下,软件创建浇口,定位它,运行模拟,评估峰值压力,移动浇口并再次运行,直到所有位置都经过测试。第二个模拟则聚焦于前面的模拟所表明的腔压力最低的区域内。
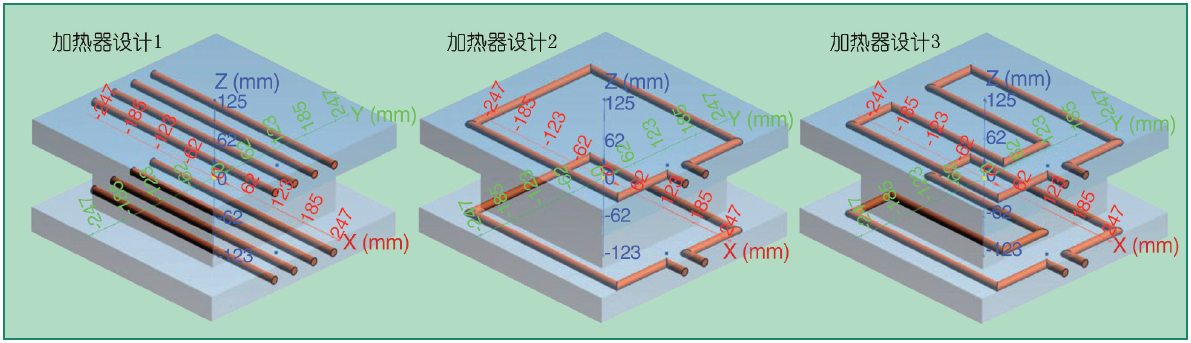
图7、在自主优化模拟中运行的三个潜在回火布局
在优化模具时考虑的另一个变量是回火系统布局。回火系统通常由水、油或电组成,并具有特定的设定点温度。在此示例中,使用了循环和管道方案中的加热水。最后,目标是在需要的时候有足够的热量。重要的是回火布局提供表面所需要的适当热量,使零件固化均匀。太多的热量,橡胶会降解。热量太少,橡胶不能固化。
在这个例子中,几何交换用于引入并尝试不同的以前设计的几何想法。图7显示了三种不同的回火系统设计。
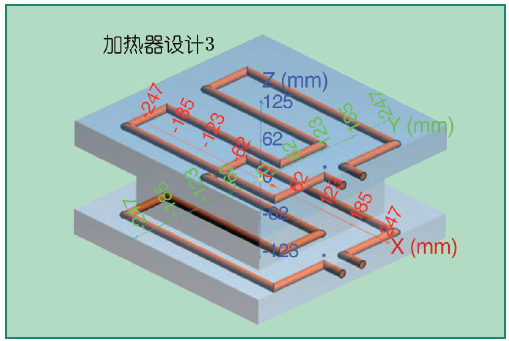
图8、由自主优化仿真确定的最佳回火布局
这三个回火设计结合了不同的设定点温度和周期时间,以尽可能均匀地固化零件。图8显示了导致最均匀固化的加热器布局,最低设定点温度和3秒的最快固化时间。这也造成了充填腔所需的最低压力。对模具温度的更多控制减少了烧焦和橡胶的降解。
结论
自主实验设计和虚拟成型优化为今天的制模商提供无限的机会。无论目标是了解更多关于特定模具和工艺的局限性,还是为了找到最佳地生产最优质产品的方法,再没有其他更划算的方法来实现。同时优化整个模具设计的各个方面可能会导致太多可能的选择(以及花费在计算上的时间太多),这项技术结合深思熟虑的策略,提供了一个显著改进的方法来在更短的时间内实现更多。自主优化和自主实验设计是非常强大的工具。“自主”是使这一成功成为现实的关键。
