 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



新型高功率蓝光激光器为制造车间带来了可见光的性能。通过利用这些激光器,激光加工和制造的速度和精度将能扩展应用到更广泛的材料上。这些激光器的输出功率达到了数百瓦,具有前所未有的质量和产量优势。
在许多应用情况下,激光焊接的产量和效率比传统焊接方法更高。常见的高功率工业激光器一般在红外(IR)波长工作,这对大部分应用来说是好事,但局限之处在于有些金属会将90%甚至更多的红外辐射反射到它们的表面。红外激光焊接在铜和金等黄色金属焊接方面尤其存在问题。
红外波长的低吸收率意味着启动焊接工艺需要大量的光功率。焊接过程可以分为两种模式:传导焊接——材料被简单地加热熔化并回流,深熔焊接——激光使金属蒸发再通过蒸汽压力形成模腔或小孔。
深熔焊接使激光束能够被强力吸收,因为它在穿过材料时与金属和金属蒸汽产生了多次相互作用。但是,在红外模式下形成小孔需要大量的入射激光强度,尤其是当被焊接的材料具有高反射性时。小孔一旦形成,吸收率急剧上升,因此必须小心控制激光器功率或焊接速度以防熔池产生严重飞溅。
红外激光的高功率会在熔池中产生高金属蒸汽压力并因此产生飞溅和空洞。当熔池凝固时,金属蒸汽和工艺气体中的“气泡”可能会被吸收,导致接头处产生空洞。这种气孔会削弱焊接点并增加电阻率,导致接头质量下降。熔滴被抛出熔池形成的飞溅是由于金属蒸汽高压力导致熔池沸腾并喷射材料而引起的。
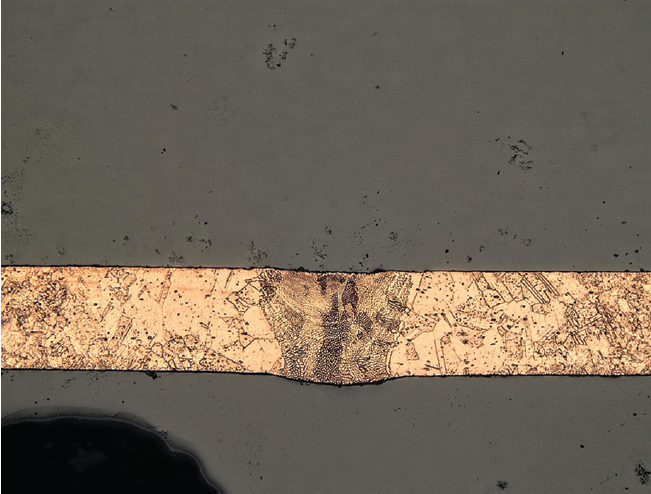
图1:254μm 铜片深熔焊接的横截面
高功率可见波长激光器使熔池更稳定并减少飞溅。黄色金属对可见波长的吸收比红外波长高了约一个数量级。更高的吸收率使激光焊接更加可控:大部分传输给材料的激光能量都被材料吸收。目前的问题在于适合工业应用的高功率可见波长激光器很难开发。这类高功率产品很少有,而且现有的也是昂贵的原型。幸而,最新的蓝光激光器系列解决了这一问题。
蓝光激光器的优势
与传统的红外激光焊接工艺相比,高功率蓝光激光器具有质量和产量优势,主要因为蓝光波长更易被吸收。产量优势体现在焊接速度的提升和工艺窗口的扩大,而它们可直接转化为更快的生产时间。制造商一直在努力使生产流程(如激光焊接工艺)更加稳定,从而最大限度地减少生产停机时间。
蓝光激光器使工艺窗口得以扩大,而这正是制造商所追求的。其最终结果是焊接部件的公差变大。质量优势体现在无飞溅和无空洞的焊接点上,它具有更高的机械强度和更低的电阻率。一致的焊接质量还提升了制造良率(图1)。蓝光激光器还能进行传导焊接,而这是红外激光器无法做到的(图2)。
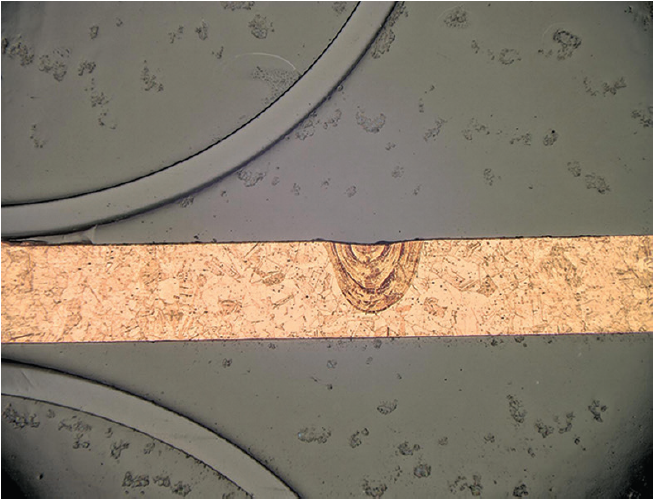
图2:500μm 铜片传导焊接的横截面
NUBURU AO-150蓝光激光器通过200μm光纤提供150W的450nm激光。源自氮化镓(GaN)二极管激光器组件的光束在内部与创新的光学器件结合成一道单一的输出光束。
这些理论上的优势有助于性能改善。NUBURU目前正在测试一台500W,450nm的激光器,其输出功率高达1.4MW/cm2,并且能够以>20mm/s的速度在500μm铜上产生全穿透焊接点。与红外激光焊接相比,蓝光激光器的小孔更加稳定,能够实现高质量无飞溅的焊接。而且,与红外激光器相比,蓝光激光器并不局限于深熔焊接,它还可以实现非常光滑、无空洞且无飞溅的传导焊接点。
蓝光激光器的前景
蓝光激光器并不是科研问题的解决方案,而是紧迫问题的解决方案。例如,人们对化石燃料相关环境问题的认识导致了他们对更灵活的燃料解决方案的需求不断增长。转而投向电动汽车可能是减少总体环境影响的新方法之一。但是,电动汽车需要电池——大量的电池,而且其能量密度越高越好。锂离子电池的能量密度取决于电极表面的相互作用:表面积越大,能量密度越高。
锂离子电池的负极由涂覆铜箔制成。为了最大限度地提高性能,铜的表面积可通过用多个薄箔层构造负极来增大。这些薄箔必须整齐地焊接在一起,然后焊接到各个电池单元的边缘以形成高机械强度和低电阻接头。接着,电池单元的边缘从内部接线片和母排到外部母排都连续集成。由于连接点很多,狭窄的工艺窗口和低效率都意味着更高的成本和更低的能量密度。
这些铜电极可通过超声波焊接和红外激光焊接等传统方法来连接。但是,超声波焊接工艺变化大,接头质量不可预知。同时,超声波焊接还是一种具有机械性挑战的方法,其接触组件——超声波探头会不断降解。超声波焊接目前被用于连接电池单元内的箔层,但它们狭窄的工艺窗口和较大的焊接尺寸限制了该工艺的能力。高能量密度电池需要焊缝尽可能小并且重现性好。超声波工艺产生的焊缝宽达数毫米,而狭窄的工艺窗口导致焊接点多变。这些都限制了电池的性能。此外,从质量上来看,超声波焊接通常会产生杂散的颗粒污染,而这会降低良率。
红外激光器常用于更高级别的电池制造。但是,为了解决吸收问题,通常只用千瓦级的激光器。尽管如此,仍需利用摇动等昂贵的工艺技术来获得一致的焊缝。焊接系统越复杂,可靠性越低,随之而来的工艺变化也越大。
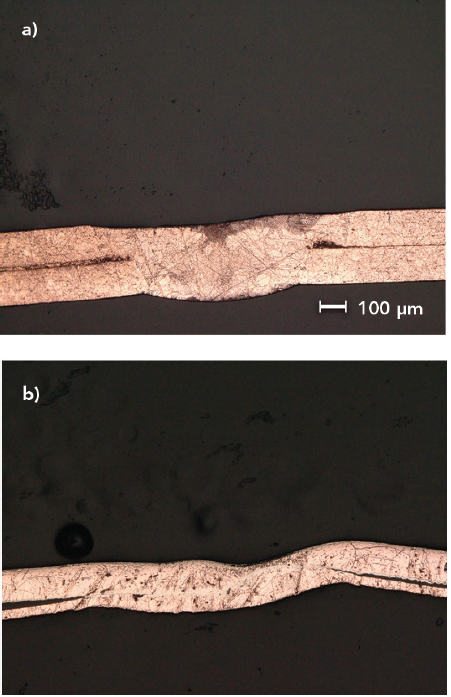
图3 :手机锂离子电池中的80μm 镀镍铜焊接点(a)以及80μm镀镍铜和20μm 铜箔焊接点(b)如图所示
蓝光激光焊接形成的焊缝宽度约为200μm。蓝光激光焊接是一种无飞溅的工艺,因此可以最大限度地减少气孔,而且不会产生颗粒污染。这些优势加上更高的焊接速度和焊接成品优异的导电性,我们就能明白为什么电池制造商要将蓝光激光器融入其开发过程了(图3)。
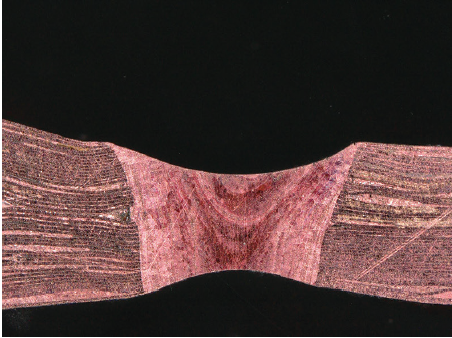
图4 :车用锂离子电池的40×10μm 铜箔如图所示
当前阶段的蓝光激光器能够为箔片连接工艺带来更高的产量和更好的性能,通常20-40片8-12μm厚的铜箔会被连接在一起(图4)。更高功率的蓝光激光器正在开发阶段,时刻准备着将锂离子电池制造提升到一个新的等级。目前,电池单元一般通过红外激光器与接线片和内部母排相连,但因红外激光焊接飞溅产生的气孔会直接导致连接点质量下降,生产率降低。高质量的蓝光激光焊接点有望提高接线片的效率、产量和质量。蓝光激光焊接的基本物理优势意味着它有可能提高电池制造各个阶段(从电池到电池单元)的效率,从而将电池嵌入车辆中。
蓝光激光器的应用
锂离子电池中的铜焊接是蓝光激光器提高生产力和质量的应用之一,它同时还能提高其他领域的效率和质量。例如,蓝光激光器在铜焊接过程中的优势同样适用于许多其他金属,因为它们对蓝光的吸收率也高于红外线。最受行业欢迎的一个特点是它可用于焊接异种材料。例如,铜铝焊接一般适用于电池和电子连接,因为铝具有导电性并且成本低于铜。但是,铜和铝具有完全不同的热学和机械性能,而红外激光器会在接头处形成机械性薄弱的脆性合金。前期研究表明,蓝光激光器可能能够在异种材料之间产生牢固的优质焊接点(图5)。
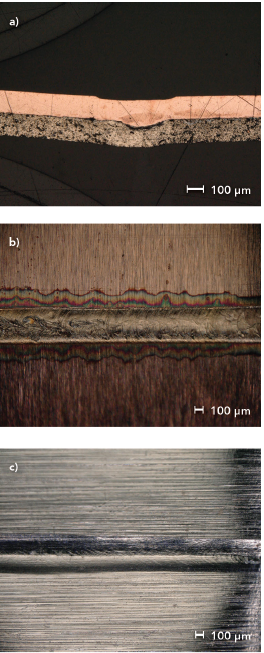
图5:通过500W 蓝色激光器以140mm/s 的速度焊接而成的不同类金属——172μm 铜和其上的172μm 铝的横截面如(a)所示,(b)和(c)则分别代表顶部和底部的焊缝;焊接在没有保护气体的情况下进行,因此顶部焊缝产生了少量氧化。
一般来说,高功率红外激光器能够为各种制造应用提供管控良好的精确能量,包括打标、焊接和切割。但是,它们的用途是有限的,因为一些金属会高度反射红外波长。设计和制造的创新使平价高功率蓝光激光器实现了批量供应。这些新型蓝光激光器的输出功率高达数百瓦,开辟了一系列新的制造可能,尤其是在加工金属方面。随着蓝光激光器的功能变得越来越强大,激光焊接还将适用于更多其他应用。
