 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



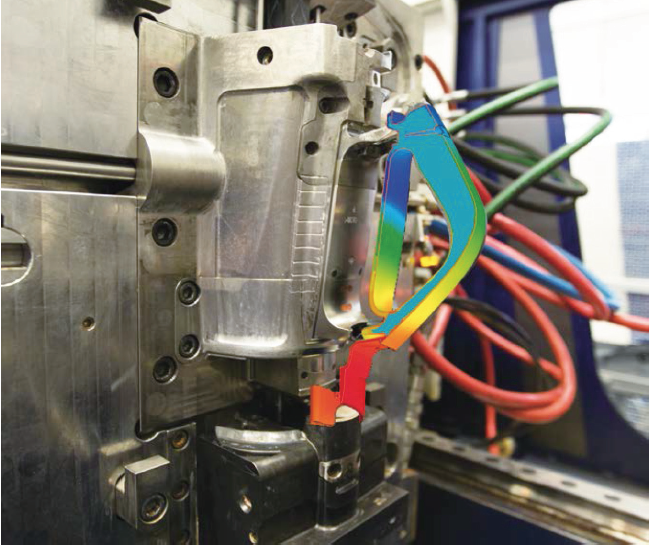
含水泡建模和模具顶出侧的Thermomix搅拌碗手柄的WAIM仿真截面视图(. Vorwerk和SimpaTec)
流体辅助注射成型(FAIM)是一种成熟的特殊注射成型工艺,专门用于制造含功能空腔的复杂塑料中空件,如介质管线。此外,FAIM还用于减少带有肋条的平面模制品或具有厚壁区域的模制品中的熔体积聚。这些熔体积聚会导致收缩和翘曲或凹痕,并因剩余冷却时间变长而导致周期时间延长。消除熔体积聚具备经济优势,不仅因为它缩短了周期时间,而且因为它减少了部件的重量——因此为汽车工业等轻量化设计至关重要的应用领域提供了优势。
气辅注射成型(GAIM)和水辅注射成型(WAIM)是流体辅助注射成型的两种类型,其中气体和水作为流体具有不同的优缺点。考虑到水的特性,WAIM比GAIM拥有更高的冷却效率,因此是更高效的一种工艺。但是,WAIM在塑料的选择上受到某些限制,因为水会促进缺陷的形成并对某些塑料的性能产生负面影响。因此,某些聚合物需要经过优化来提升经济效率。
残余壁厚作为质量特征
中空件的残余壁厚及其分布会对介质的流动特性以及部件的稳定性产生直接影响。因此,残余壁厚是空心件最重要的质量标准之一。残余壁厚一方面受流体特定工艺参数的影响,例如:工艺流体、压力水平、保压时间和滞后时间;另一方面受注射成型工艺参数的影响,例如:模具和熔融温度等。此外,塑料熔体的粘度以及部件的形状也影响着残余壁厚。
德国亚琛工业大学塑料加工研究所(IKV)已从残余壁厚方面对WAIM仿真的质量进行了评估,主要使用了仿真包Moldex3D(供应商:CoreTech System Co. Ltd.,台湾)。该注射成型仿真软件可用于仿真气辅和水辅注射成型工艺。
通过比较WAIM和GAIM的冷却效率进行仿真验证
仿真验证使用了含介质管线和功能元件的部件,这些部件由满射工艺制成。在该工艺过程中,型腔被塑料熔体完全填满。随后,通过注水将聚合物熔体的塑料芯排入溢流腔并由此形成中空空间。仿真残余壁厚和经验性数据比较采用了3σ准则。根据这一准则,如果仿真结果在尺寸部件的三倍标准差范围之内,则被视为足够准确。每个部件在三个测量位置(MP)处切割,而排出塑料芯的面积使用暴露的横截面在四个点处测量(图1)。随后,得出自由流体横截面积和型腔横截面积的比例关系。
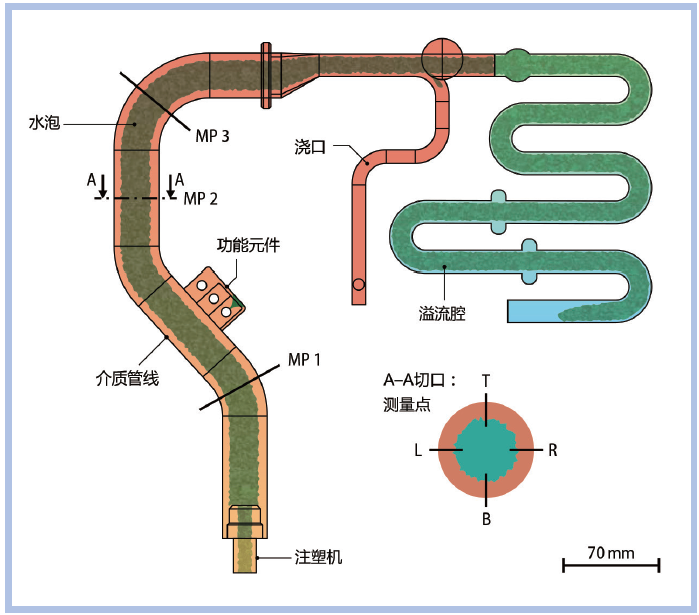
图1 含水泡的介质管线的仿真以及横截面上残余壁厚的测量位置和测量点的分布
在仿真程序中,将虚拟测量节点放置在各个点上可实现这一点。因为湍流和未成形的流体的关系,MP 1实际受剧烈波动的影响,因此在评估中不予考虑。注塑机处的入口端效应导致了这一点。MP 2由此被选用,因为水流在这个位置完全成形并且不存在入口端干扰。另外,MP 2还位于直线段的位置,用于分析中空空间的对称成形。
MP 3位于90°偏转角的中心,用于研究不同流动条件下的扩展残余壁厚。因此,偏转角的内侧提供了更加有利的流动路径,使中空空间的中心转移至曲线的内部。为了研究这种现象,残余壁厚被用于确定偏心率(E)。中空空间的偏心率由中空空间的中心与型腔之间的距离决定。此外,研究人员还对排出模芯的面积(A)进行了评估。
上文一共分析了四个测试点,水温(TW)、压力水平(pW)和保压时间(tH)中的一个流体参数分别在每个情况下变化。注射塑料熔体的工艺参数保持不变,正如每个测试点的实际测试一样。测试点的流体参数(图2)为TW = 25℃,pW = 20 MPa,tH = 5 s,滞后时间tV = 6.5 s。此次工艺点中残余壁厚、偏心率和排出模芯面积比的所有仿真结果均在3σ范围之内(图2),因此足够准确。
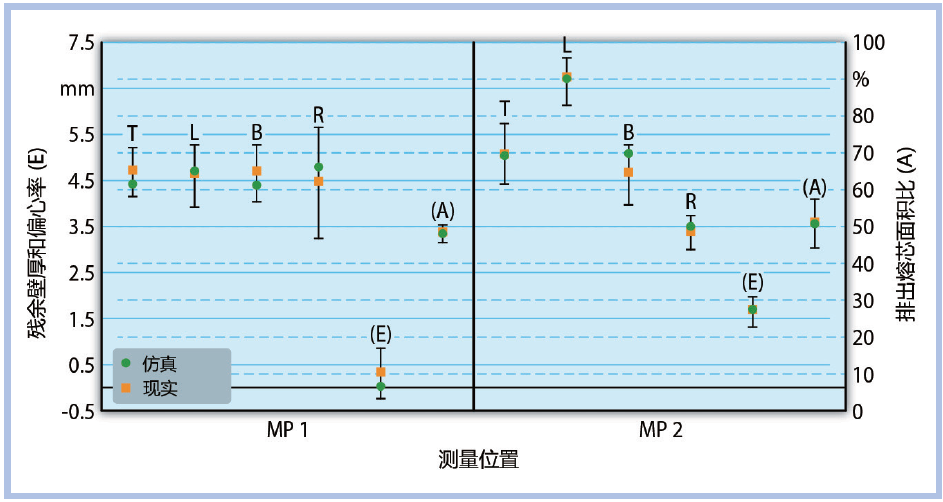
图2 利用MP 2和MP 3的残余壁厚(T、L、B、R)、偏心率(E)和排出熔芯(A)面积比进行实际和仿真比较来表明3σ范围
另一方面,研究人员还对WAIM和GAIM的冷却效率进行了比较。测试的部件是具有高达约150°偏转角和扩大横截面的介质管线。与上一个部件相反,它由短射工艺制成。在填充阶段,型腔部分填充塑料熔体并在流体阶段进行流体注射成型。在这一过程中不需要溢流腔。
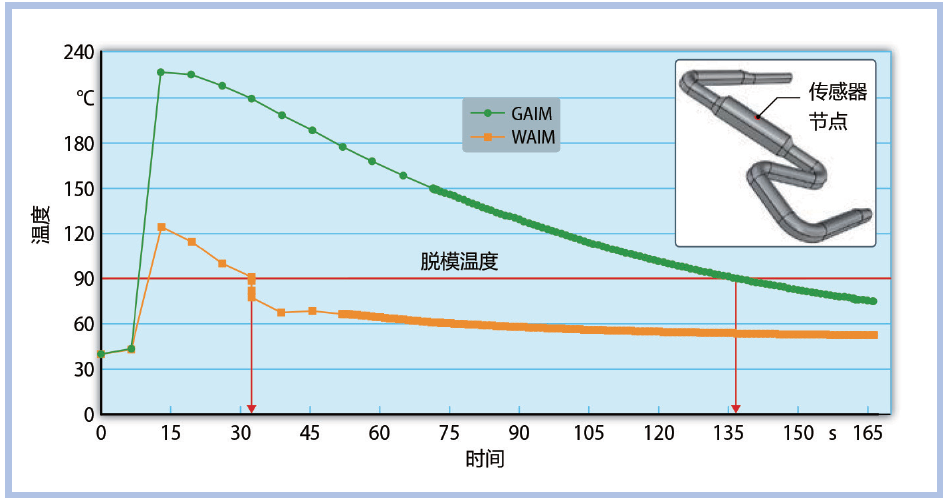
图3 WAIM和GAIM冷却效率的数值比较表明了测量介质管线用的传感器的位置(© IKV)
用于比较冷却效率的参考温度选择了90℃的脱模温度。WAIM仿真达到此温度仅需33秒,而GAIM需要138秒(图3),相当于76%的冷却时间差,因此WAIM的周期时间更短。该值与实际测试中确定的近似值70%相符合。
实践决策辅助:哪种工艺更适合?
德国Vorwerk & Co. KG公司以其创新的优质家电产品而著称,比如Thermomix多功能厨房电器(图4)。搅拌碗上的握把占据手柄区域较大的横截面,因此适用于流体辅助注射成型技术。由于上述更高的冷却效率以及更少的收缩和翘曲(此处指手柄区域),即更高的经济性,Vorwerk选择了水辅注射成型技术。

图4 因为Thermomix的数字化能力,它被称为“伍珀塔尔的iPhone”(© Vorwerk)
家电器制造商Vorwerk与德国模具制造商Werkzeugbau Hofmann公司合作开发了该模具。这个单腔模具(图5)在顶出侧包含一个轴向注塑机,部件侧面向搅拌碗和溢流腔空间。定半模由两个滑动元件组成,它们通过平移运动(V运动)在开模和合模期间分开又合上,并由此建立搅拌碗握把的手柄侧模型。
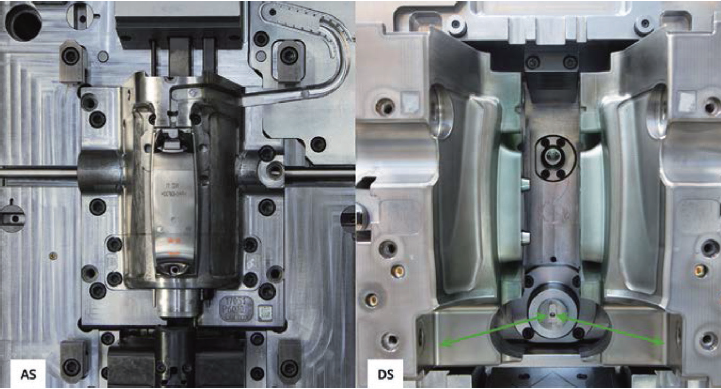
图5 动半模(AS,左)和滑动元件为打开状态的定半模(DS,右)(.Vorwerk)
由于握把表面的底切,这种设计可用于制造搅拌碗的握把。除此之外,握把区域的表面结构为顾客带来了更愉悦的触觉体验。两个半模被控制在不同的温度。为了抵消整体变形,动半模被设定为35℃,定半模被设定为65℃。
对于WAIM工艺而言,选择满射工艺是因为短射工艺导致的外形或流型横截面差异使中空空间无法在最大横截面区域生成。此外,在短射工艺过程中,流痕极有可能在部分填充处产生。
含30%玻璃纤维的PA6(型号:Schulamid 6 GF 30 HI WAIM,制造商:A. Schulman)专为一般用途的WAIM而研发。手柄通过数台液压注塑机(型号:Victory 180,制造商:奥地利恩格尔公司)生产,周期时间约为52秒。随后,线性搬运系统将部件与冷流道和溢流腔一起移走。
在中转工作台上,冷流道和溢流腔与部件自动分离。同时,进水口(注塑机位置)用塑料球密封来避开日常使用的进水口,例如:漂洗过程中。随后,部件被搬运臂放在传送带上并放入临时存储装置直至总装。每年约有120万个Thermomix搅拌碗握把以这种方式生产出来。
Thermomix握把仿真
在模具设计工艺的早期阶段,Hofmann利用仿真技术辅助提前实施不同的浇口系统、冷流道和工艺类型,这种方法使他们省去了真实模具上昂贵而又持久的迭代过程。这些仿真在德国SimpaTec GmbH公司的支持下完成,该公司是塑料行业在注射成型、热成型和吹塑成型仿真领域的解决方案合作伙伴,并在德语国家范围内销售Moldex3D软件。
仿真模型包括冷流道、整体冷却系统(十个冷却通道)、进水口位置、侧腔、部件腔以及作为全包围部件的模具(图6)。所有部件都从四面体单元自动三维网格化,部件腔则由边界层网格(BLM)组成。
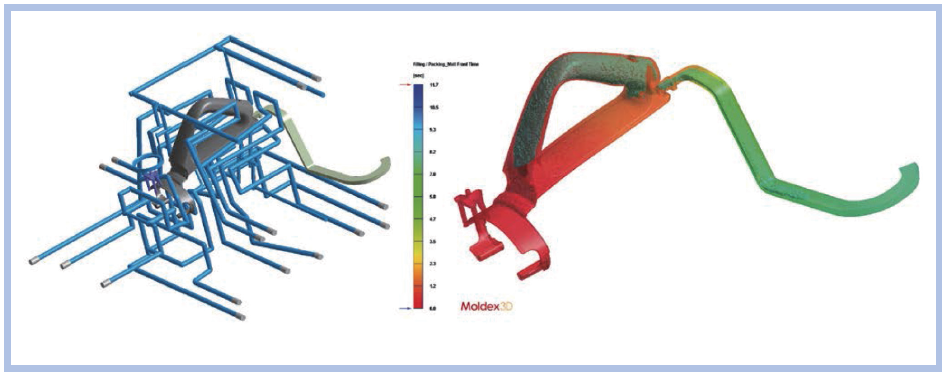
图6 含温度控制系统、冷流道、型腔和溢流腔的仿真模型概览(左),Thermomix搅拌碗握把的仿真显出了部件中的水泡和溢流腔(右)(© SimpaTec)
BLM由部件外表面和四面体元件内部多达五个棱镜层组成。这五个层使相关的物理参数(如剪切速率和温度)能够更准确地记录或更好地呈现在壁面(梯度最大的区域)上。仿真也有助于缩小工艺窗口,从而节省昂贵的机器时间和材料成本。
结语
实际残余壁厚利用Moldex3D软件通过水辅注射成型技术仿真来计算出极其良好的近似值。仿真不仅提供了一个典型注射成型工艺的可能性,而且还提供了比较两种工艺类型的可能性,从而提前选择最有效的工艺。从Thermomix搅拌碗握把的应用实例可以看出,该仿真可以省去真实模具上昂贵而烦人的迭代循环以及工艺窗口试运转所需的昂贵的机器时间。
