 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



由高能效系统制造的轻量级饮料包装,可为内容物提供可靠保护,在Drinktec展上可以清晰地看到这一可持续的发展趋势。人们惊奇地看到各种性能是怎样体现在瓶、盖及相关产品中的(一种较为主观的评价)。
PET是世界上使用最广泛的水和碳酸软饮料(CSD)包装形式。因此,在2017年9月举行的世界领先饮料及液体食品行业展会(Drinktec)上,主办方专为PET创新成果开设了一个新展区(“PETPoint”)。有来自约170个国家和地区的76000多名参观者、来自80个国家和地区的近1750家参展商出席了2017 Drinktec展会,创下其66年来历史的新记录。在A4展厅的供应链展上,展示了包括从原材料到塑料瓶和瓶盖、灌装线,直至产品生命周期另一端——回收工厂在内的大量展品。

“少即是多”原则被长期应用于塑料翻盖和拧盖的制造中。典型的例子是United Caps公司用于瓶装水的重量为1.3g的轻量化一体盖Progrip。瓶盖采用了72条滚花设计,形状符合人体优化工程学,提升了消费者握持的安全性。锥形密封确保螺纹/内径为29/25 的一次性PET瓶的安全封口,显窃启带确保产品的完整性。据生产商介绍,这种盖子废品率不到1/10000,可以确保旋盖生产线的高效。

图1 Progrip,一种极为轻巧的瓶装水用一体式盖子(左)和针对老用户开发的拥有专利的Wattwiller花式瓶盖(© United Caps)。
创新实例之一是在货架上惹人注目的Wattwiller 花式盖。设计精巧的Wattwiller品牌显然是针对老一代用户的。因此,瓶盖采用了具有专利的花瓣形状,消费者在购物时很容易注意到它,并且很容易打开瓶子(图1)。
唯一的全电机生产的瓶盖
在产品设计上,饮料瓶盖几乎耗尽了减重的潜力。“因此对注塑机的加工精度和可重复注塑性能提出了前所未有的要求,” 恩格尔奥地利公司包装事业部销售经理Frank Schuster说道,“另外,加工商对于节能的敏感性持续上升。”为了满足这两个要求,恩格尔采用了全电高性能注塑机设备来加工瓶盖,并针对这个e-cap系列开发了介于1100-4200kN锁模力的机器。

图2“这种性能领域内唯一的全电机设备。”这种高精密e-cap注塑成型设备部分程度上由强大的伺服直驱实现的(© Messe München)。
制造单元采用Corvaglia的96腔模具,在展会上演示了在实际生产条件下,按照2.15秒的生产周期生产包括显窃启带的26-mm HDPE瓶盖。这个高度一体化解决方案的核心是e-cap 2440/380全电注塑成型设备(图2),锁模力为3800 kN。尽管在5天展会期间,该设备只在3200 kN的锁模力下工作。该设备连接了Blue Air Systems 公司DMS系列干燥供气系统,与传统模具干燥系统相比,改善了产品质量,节约了高达85%的能耗。尤其特别的是,该单元运行中不需要用水。不需要预冷,可以在没有冷凝的生产状况下生产,不受天气和气候区域的影响。
整个系统最突出的特征是其能效和过程的一致性。e-cap注塑成型设备的高精度特点部分程度上是由功率强大的伺服直驱实现的。即便所用的新型高强HDPE材料的MFI显著低于2g/10 min,它们同时也保持了所需的塑料加工效率和最高水平的良品率。另外,更高的射出力和放大的闭模力也促进了极短的生产周期的实现。
“我们是这个性能范围唯一一家全电注塑设备的供应商,”恩格尔包装部门负责人Michael Feltes告诉本刊。尽管“全电机本身不能代表足够优秀,” Feltes继续道,“但我们花了数年的时间进行深入开发,并经历了很陡的学习曲线,最终才向市场推出了今天的产品。在目前的开发情况下,驱动系统被包裹起来,运行是在永久润滑情况下进行的,与间隔性润滑相比,最大程度地降低了摩擦。”该部门负责人表示,“为了获得这样的循环周期,很重要的一点是驱动部件必须保持正确的保温管理。” Feltes还指出,如果设备生产克重较高的瓶盖,e-cap单位能耗远低于0.4 kWh/kg的水平(表1)。
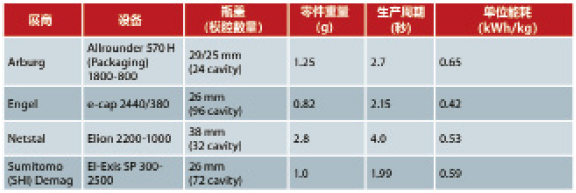
表1 Drinktec 2017展上用于生产瓶盖的四种系统的关键数据(材料均为HDPE),包括一套全电(恩格尔)、三套带液压注塑系统的混合设备。
在恩格尔展位展出的IMDvista设备通过其TWIN瓶盖抬起系统展示了如何解决饮料瓶盖在线检测所面临的主要挑战之一。“躺在传送带上的刚制的瓶盖由视觉系统进行检测,这意味着视觉系统无法检测瓶盖顶部。而新的技术则通过气流将瓶盖抬起来,以便从上下两个方向进行检测,无需延长生产时间。”
最高速的设备
竞争对手推出的都是混合设备。在阿博格的展位上,包装版混合动力注塑机All- rounder 570 H可利用来自z-moulds公司的高性能模具,以2.7秒/24只瓶盖循环生产。HDPE成型部件重量为1.25g。设备的锁模力达1800kN,配有真空传送带、直接上色的单元,以确保一定的产量。这一工艺的单位能耗约为0.65 kWh/kg。
(H)系列高性能部位结合了液压和电动设备部件。通过结合伺服电动曲肘开关、机电计量器、液压储压器技术,各轴被设计用于满足特定的需求,如快速的模具运动、高性能精密、动态的注塑。
包装设计的特别之处是根据包装产品量产化需求而特别定制的结合了拉杆间隙、锁模力的开模行程,以及功率强大的射出机构。它与模具同步运动,并按照可重复的下落轨迹将成型制品与模具脱开。另外,根据生产商介绍,曲肘合模机构的干燥运行时间极短,能量在制动时得到回复,并且同步生产顺序,比如进行跨周期计量,都可以通过Selogica的机器控制系统进行编程。
秒表显示了住友(SHI)德马格展品取得了1.99秒这样一个创纪录的生产周期。在这个公司的展位上,可以看到El-Exis SP 300-2500EL(锁模力:3000kN)采用z-moulds 72腔模具生产出26mm、重1g的瓶装水用的瓶盖。按照生产商的说法,这是一款混合动力设备,所有驱动轴都可以高速横向移动,而且由于采用了巨大的加速度,因此可以迅速达到速度极限。至于具体的单位能耗,这里的仪表显示为0.59 kWh/kg。
闭环:注塑机和测试系统的控制环路
“我们并没有(和周围的展商)进入‘速度战’,” Netstal公司新闻发言人Michael Birchler说道。这家瑞士注塑成型系统供应商在Drinktec展上有不同的优先考虑。该公司的混合式Elion 2200-1000可以4秒/个循环生产38mm的牛奶瓶盖。单位能耗为0.53 kWh/kg,瓶盖重量2.8g,采用z-moulds的32腔模具制成。由于采用了z-slides专利,脱模时已经实现了全功能的密封保障,接下来的光学检测则采用了Intravis公司的CapWatcher III。
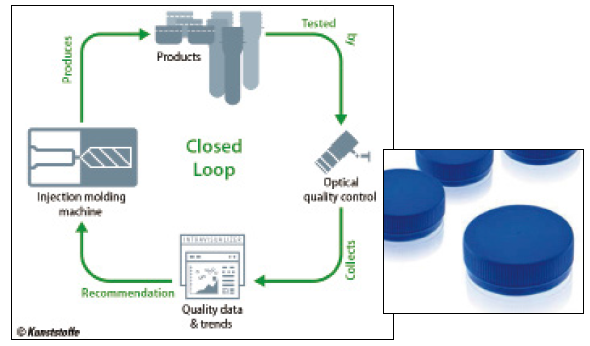
图3 两家系统合作伙伴联合展出了首台位于注塑成型设备和光学测试系统之间的控制环路连接系统。展出的样例是38mm大小的牛奶瓶盖子(© Intravis,Netstal)
两家公司联合展出了首台位于光学测试系统和注塑成型设备之间的控制环路连接系统,它基于外部辅助单元提供的数据,旨在实现“闭环”(图3),对刚生产出的产品的质量相关信息进行分析,并勾勒出趋势。这些数据通过标准的接口进行传输(Euromap 82,如通过OPC UA),按照数据包的形式,传递给机器的控制系统(aXos)。单一的特征如瓶盖的直径,也能叠加在可单独配置的显示器上,方便操作工人查看。然而,在符合工业4.0标准的应用中,操作人员不再需要进行积极干预,因为注塑成型机能在控制环路中进行自我调整。因此可以在确定的工艺窗口中自动纠正很小的产品特性调整。
不可逾越的阻隔
加拿大系统供应商赫斯基令人意外地没有展出瓶盖生产系统(如果我们忽略可以通过HoloLens镜以虚拟现实的方式看到HyCap4系统这样的事实)。事实上,该公司将重点完全放在了其多层共挤技术上(图4)。在Cortec公司(该公司曾经是赫斯基夹芯注塑成型业务的合作伙伴)被米拉克龙收购后,赫斯基三年前为新的技术开发大开绿灯。结果是HyPET HPP5预成型生产系统的多层阻隔模块。

图4 阻隔层可以发挥多种功效,从产品保护到设计元素(© 赫斯基)。
据赫斯基多层阻隔系统解决方案(Multi-Layer Barrier Solutions)业务部副总裁Dave Morton介绍,自全集成系统推向市场后,该公司已经出售了24台,并且都用在关键应用细分市场,如碳酸软饮料和水、果汁、啤酒、茶、乳制品、食品和个人护理品领域。” Morton预计这个市场还会继续强劲增长。展台上展出了来自全球各个超市的样品。
在参观展台的过程中,赫斯基饮料包装业务开发副总裁Karl-Heinz Höfert介绍了阻隔层能够实现的各种功能。它可以防止二氧化碳的逃逸,避免氧气渗透,以延长饮料瓶内容物的保质期;同时可以保护光敏产品;或者在高端市场,也可以作为一种设计工具,获得个性化的颜色梯度或其它外观效果。也可以不只是设计成瓶子,比如,罐子或其它容器、非液体类食品和其它产品用PP也可以用这种方法加工。
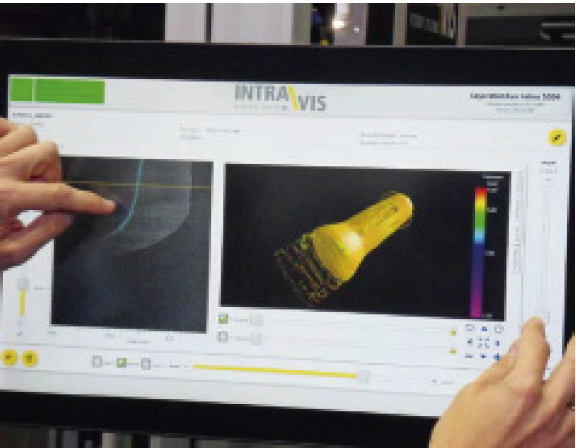
图5 Layer-Watcher测试系统使得瓶坯内外层的位置和厚度可见(©Hanser/C. Doriat)。
确保控制长度方向的分布和阻隔层的定位(居中或靠近芯层)的系统的精密性令人印象深刻,操作也很简单。在最简单的情况下,阻隔材料部分足以进入设备的控制系统(如2%)。 可以用直接装在设备上的Intravis公司的LayerWatcher测试系统来检测预成型部件样本质量控制情况,以证明该工艺的精密度。通过相干红外光源的测量,精密确定预成型部件各层的位置和厚度,这个可以在屏幕上以灰度级图像扫描或三维伪彩色图像的形式呈现出来。
要保证成功,首要且最重要的是结合带伺服电机驱动的针阀系统进行精确计量,同时采用对两种材料进行完全热分离的全新开发的热流道系统加工。在两种熔体流即将结合之前 (表皮材料和芯材稍微领先),阻隔材料通道在每个模腔前围绕主要通道分成四股通道,实现材料的均匀分布,相比老的系统,降低了阻隔材料耗用量。据Dave Morton介绍,原来应用中所用到的最大数量的模腔(72)也很方便根据需要增加。
两层还是三层?
目前材料行业的发展进一步改善了工艺的生产效率。Drinktec展上推出的HyPET HPP5多层挤塑加工机型,用72腔模具生产出的碳酸饮料用瓶坯重量为17g,生产时间8.7秒。所用材料为索尔维特种聚合物的高阻隔聚酯(HBP)Verian。Verian HBP是一种创新型可回收材料,为市场提供了新一代可持续PET瓶和膜解决方案。据Morton介绍,这种在PET回收中可以洗涤的聚酯材料的阻隔效果比原来的材料高出三倍,目前已进入开发后期,预计将于2018年下半年开始生产。

图6 一个目标,两种选择:三层阻隔瓶坯用于牛奶的光防护(图片左下方的横截面)以及已经充了气的两层瓶子(© Hanser/C. Doriat,Netstal)。
Netstal展出了专门针对乳制品的三层阻隔瓶坯的替代产品(见图6)。这种双层“Prelactia”半升装牛奶瓶瓶坯采用了二次成型。首先用西班牙模具生产商Molmasa提供的32+32腔模具加工出带一体化光阻隔层的1mm厚的灰色内层,随后再覆上一层1.4mm厚的纯白色外层。
每只瓶子5g
“少即是多”这一事实同时也被KHS 集团与合作伙伴赫斯一起用于共同开发的瓶子加工技术中。这种被预设为瓶装水用半升装 “Factor 100”PET瓶子重仅5g(表明瓶子/内容物重量比),极为轻巧(图7)。据这两家公司介绍,与原来市场上最轻的瓶子相比,节约了1/3左右的重量,抓握和尺寸稳定性都没有受影响。这种精致的几何外形能承受极高的实际负载,因此瓶子也获得了必要的竞争力。最新的注塑成型和吹塑成型技术又使得PET得以按照瓶子的形状精密而理想地均匀分布。这也是向更为生态可持续包装的路途迈进的另一个重要步骤。

图7 “Factor 100”:迄今为止市场上最轻巧的瓶装水用半升装瓶(©KHS)。
