 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。




是否用塑料代替玻璃取决于经济效益。在生产厚镜片的情况下,光学部件的层结构决定了其结果(© 克劳斯玛菲)
无论是客厅的室内照明还是由多排LED组成的闪光灯,摆弄光线变得越来越有挑战性,同时对塑料加工商来说,这也是一个重要的成长型市场,因为在成像(如:放大镜和眼镜)和非成像光学(如:前照灯镜片和展示窗)领域,玻璃正在被聚合物所取代。其原因在某些情况下可以量化:塑料更轻,而且加工这种材料的附加值更高。此外,塑料具有更大的设计自由度,适用于将各种功能集成到一个部件中。例如:一个具有自由曲面、镜片阵列和不同壁厚的反射棱镜以及微结构的工件,相对玻璃,用塑料生产更简单。

图1 灯条——如LED前照灯灯条由多层工艺制造(©Plastmet)
汽车行业是光学应用的重要市场之一。约十年前,全LED前照灯首次进入豪华车领域(图1)。现在,它们是5%-10%高端汽车的标配。专家认为,到2020年,五分之一的汽车将配备LED前照灯以及远光灯、近光灯、转向灯、昼行灯和闪光灯这些集成器件。而欧洲的技术爱好者正在推进这一发展趋势。
挑战:高公差和高透明度
该领域的业务前景也非常好,因为它只需满足光学部件生产的基本要求即可。但是,这并非易事。除了保证公差之外,其重中之重是镜片的高透明度,而它易受到内应力的影响,因为内应力会影响到光束路径。如果壁厚较大,收缩率则是关键,材料中的粉尘污染会导致黑色斑点,而且如果熔体在塑化单元中驻留时间过长,材料会因热氧化而变黄。
最常用的透明材料是聚碳酸酯(PC)。由于加工温度高,熔体粘度低,它能够如实地再现细微结构,具有低收缩率并且完全透明。聚甲基丙烯酸甲酯(PMMA)的透明度更高,但是它的冲击强度更低。

图2 前照灯和尾灯的精确散射效果需要完全匹配的工艺链(©Plastmet)
注塑机制造商克劳斯玛菲在透明PC产品制造方面拥有数十年的经验。在20世纪70年代,该公司参与了汽车尾灯的制造(图2);在80年代,它成为了光学功能部件(影碟、CD)领域的先锋;在20世纪90年代,它凭借镜片、前照灯和汽车窗户扩展了其业务范围。
高品质光学部件的生产要求熔体质量——从聚合物颗粒的混合到部件的最终冷却过程中——都保持完美。任何一个工艺步骤的不规范都将导致废件产生,因此必须将整个工艺链和工厂技术考虑在内。
严格管控:塑化和工艺
塑化单元是所有注塑机的核心。对于光学工件而言,它必须与注塑量完全匹配,从而避免过长的驻留时间而导致材料分解。螺杆轻轻地塑化材料,从而避免过度剪切并避开停滞区域。克劳斯玛菲拥有多种螺杆,包括三区通用螺杆、PMMA专用螺杆以及高产量的高性能螺杆。为了避免吸入空气,低螺杆回缩时间应该越短越好,最好不发生;即使在注塑速度非常低的情况下,止回阀的关闭特性也应保持稳定和精确。某些时候最好使用球形止回阀。
聚合物与黑色金属(非合金钢)的接触应极力避免;塑化单元的部件应高度耐磨。针对易粘的PMMA等塑料,应使用单层PVD涂层(TiN)、多层PVD涂层(CrN)或硬铬涂层对螺杆和止回阀进行涂覆。在生产中断时,应根据精确的时间表降低气缸内的温度并保持稳定,以此避免气缸和螺杆形成沉积物。
在停机时,批次之间的波动或环境条件(如温度和湿度)变化时,建议使用克劳斯玛菲的APC plus机器功能,它能够通过熔体粘度来控制注塑成型工艺,从而实现恒重部件的生产。
模内工艺:首选注塑压缩成型
为了获得完美的光线透射,更重要的是确保无应力作用于光学部件。采用传统的注塑成型工艺时,保压阶段会产生不利的情况,因为浇口处的内部压力总是高于流道末端的内部压力。而在注塑压缩成型时,整个型腔内充满均匀的压力。因此,可以形成较长的流道;而且避免因内部应力而产生空腔、凹痕和双折射效应(图3)。
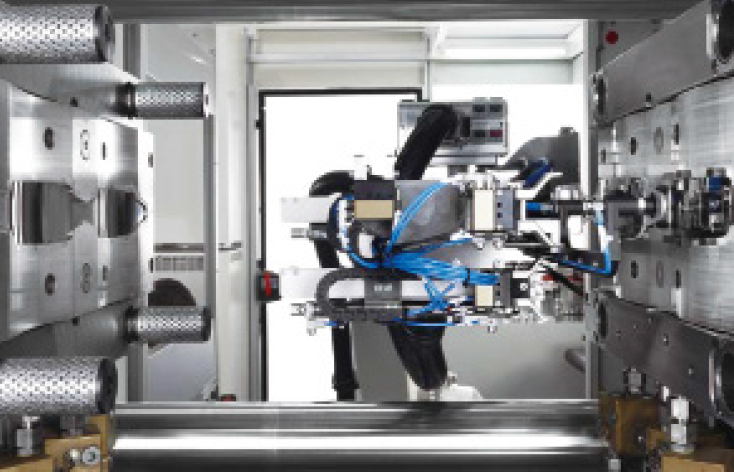
图3 针对光学应用,建议使用具有压缩功能的模具,因为这有利于形成更长的流道并避免因内部应力而产生空腔、凹痕和双折射效应((© 克劳斯玛菲)
压缩功能可通过机器主轴——即通过模具的闭合运动在产生最大力的位置实现,而锁模单元的测量系统将提供很好的过程控制。但是,它也可以通过辅助轴(如抽芯装置和喷射装置)利用移动柱塞等触发,这对于局部表面来说尤为实用。如果压缩功能在开模期间实现,则称为“除气”。
该技术需要坚固的机器结构和极高的模板平行度。克劳斯玛菲CX系列具有高系统刚度和许多设备选件,因此是该技术的理想方案。针对较大的锁模力,克劳斯玛菲GX系列则是一个不错的选择,因为它能够控制模板平行度。
减少废件:材料供应和洁净室环境
每一点灰尘都会对透明光学部件造成污染,因而产生废件。因此,在任何情况下都应避免污染。这些措施首先从带有抛光表面的料仓的物料供应(仅用于此目的)开始,再到去除粉尘、绒毛和毛发,最后是绝尘密封输送到塑化单元的进料口。后者可用氮气或氩气等保护气体吹扫来置换大气中的氧气并防止氧化。密封螺杆也是可行方法之一。

图4 洁净室条件下的生产:CX二板注塑机可通过锁模单元选配专用流料箱,因此模具区可保持近乎无尘状态( ©克劳斯玛菲)
生产本身应在洁净室中进行或通过机器的锁模单元(图4)利用流料箱来使型腔区域尽可能无尘。如果使用克劳斯玛菲机器,则可创造ISO 8洁净室等级条件。为了便于清洁,还应特别配备占地面积小、含有短导管和密封电机的机器。
生产核心问题:厚镜片的经济性
是否用塑料代替玻璃取决于经济效益。本文提到的多腔系统和多组分技术提供了有利的条件。锁模力高达6500 kN的机器通常足以运行4-6腔模具。
尤其对厚镜片而言,光学元件的逐层叠加是经济地制造部件的重要方法之一。厚度为20-30mm的厚镜片如果采用传统的注塑成型工艺,其周期时间在某些情况下需要20分钟以上。由于冷却时间取决于壁厚的平方,因此个别薄层比厚层冷却得更快,整体周期时间也得以相应地缩短。
逐层注塑成型工艺首先需要形成预制件。活动型芯随后退出为后续层释放空间(退芯技术)。预制件通常没有光学活性,它的两侧都被后续层包围(结构:2/1/2或2/1/3),它们一般同时或连续制造。前者可缩短周期时间。
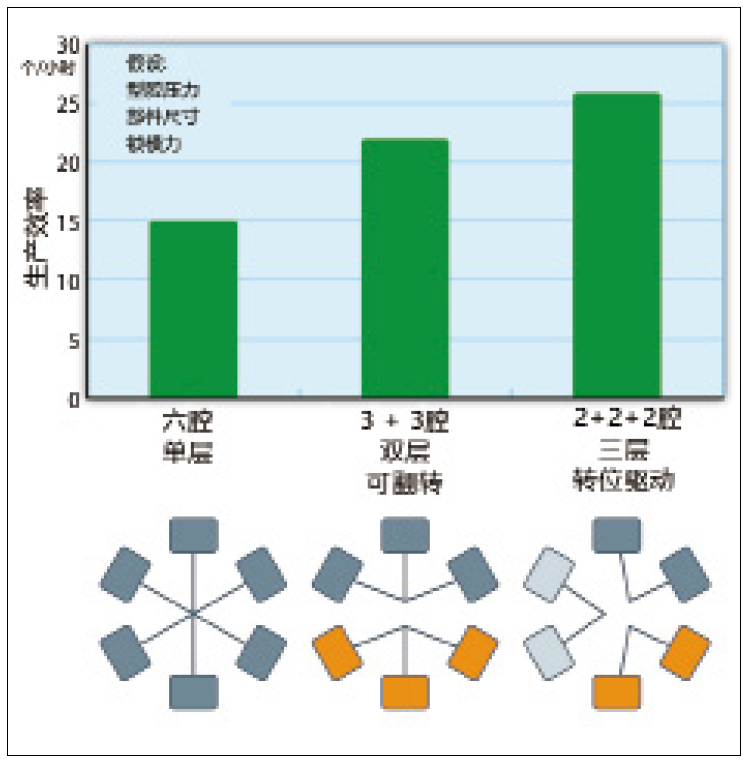
图5 与单层注塑成型相比,多层技术在相同的镜片形状和锁模力条件下可显著提高生产效率(每小时部件产量)——本案例提高了约70%(来源:克劳斯玛菲)
32mm厚的PMMA镜片示例的具体视图说明了效率等级。熔融温度(TM)为224℃,模具温度(TW)为70℃,平均脱模温度(TE)为105℃。理论冷却时间(tc)可根据以下公式进行计算:
单层镜片的理论冷却时间超过1800秒(30分钟),双层镜片(例如:22 + 10mm)的理论冷却时间减半到约900秒。三层镜片(例如:18 + 7 + 7mm)的冷却速度更快,其冷却时间减少到约600秒。实际冷却时间可根据部件要求(例如:尺寸和公差)、合理的工艺参数(例如:模具温度、熔体温度和保压压力)以及下游工艺步骤(例如:包覆成型)来进一步优化。利用逐层注塑成型工艺,相同锁模力条件下的部件产量可显著提高,尽管其型腔数量更少(图5)。
功能结构:蛾眼结构和菲涅尔镜片
部件集成越多的功能,用塑料代替玻璃就越划算。本文所举的例子是蛾眼结构的光学元件抗反射涂层。夜蛾的复眼微微凸起,高度约为200nm,低于可见光波长,因此不会反光。这种纳米结构很难通过传统的注塑成型来重现,但却可以通过动态模具冷却技术在受影响区域短暂猛烈地加热模具来实现。由于粘度低,聚合物可以通过这种方式精确复制所有结构。
图6 无瑕疵的有机硅菲涅尔透镜可以更好地透视(. 克劳斯玛菲)
通过散射菲涅尔透镜,还可在镜片中加入环形阶梯结构来减小部件厚度。但是,这种结构可能太过精细,以至于肉眼无法识别。在用PC或PMMA进行注塑成型时,也可采用动态模具冷却技术或用液体硅橡胶(LSR)来代替。在Fakuma 2017展会上,克劳斯玛菲展示了如何通过PX SilcoSet全电动注塑机制造注塑量为5克的有机硅菲涅尔透镜(图6),周期时间为22秒。
结语
透明光学部件的生产提供了强劲的增长机会,但它对制造能力提出了很高的要求,因为即使是细小的缺陷也会导致废件产生。从材料复合的角度来看,整个工艺链必须消除潜在的错误来源。注塑压缩成型和动态模温控制等方法也是生产高质量光学部件的必要方法。
