 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



前言
手机屏幕占比愈来愈大是大势所趋,自从2016年全面屏的概念被提出,到2017年双十一时,京东的手机销量前十名即有四名为全面屏手机。
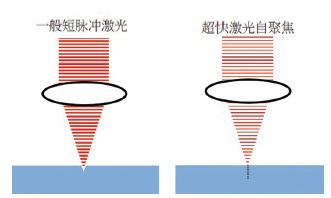
图1. 传统激光切割玻璃vs 激光自聚焦改性玻璃
全面屏手机指的是屏占比80%以上的手机。手机屏幕愈大,视觉效果愈好,能接收到的信息量也愈多。由于手机大小已接近人能方便操作的极限,要更进一步增加屏幕只能增加屏占比。
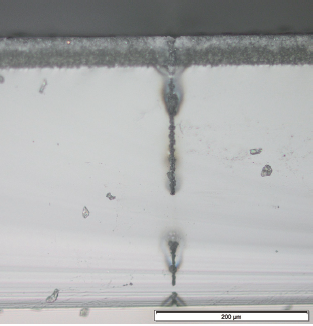
图2. 激光自聚焦成丝
全面屏分为非异型屏及异型屏。异型全面屏手机绝大部分被屏幕所覆盖,需要留下空间装配前镜头及其他感测器,因此须对屏幕做切割处理,屏幕则呈“刘海”形状,加工难度大,因此市场极需可靠,经济的技术来切割全面屏。
屏幕切割技术比较
屏幕切割主要的技术有三种:刀轮切割、CNC研磨切割、激光加工。
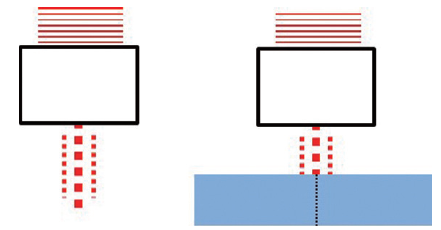
图3. 光束整形示意图組
◆ 刀轮切割
刀轮切割的玻璃崩边大、边缘粗糙,对玻璃的强度会大幅影响。而且刀轮切割的玻璃良率较低,材料利用率较低,切割完后还需进行复杂工序的后处理。刀轮进行异型切割时速度及精度会大幅下降,有些异型全面屏因转角太小,根本无法用刀轮切割。
◆ CNC研磨切割
CNC较刀轮的精度高,精度≤ 30 µm,崩边比刀轮小,约 40 µm,缺点是速度慢。

图4. AOC 玻璃加工模组
◆ 激光切割
传统激光切割玻璃利用聚焦后的高能量密度的激光将玻璃融化甚至气化,高压气体将熔渣吹除。激光切割的速度快,精度高,切口没有毛刺而且不受形状限制,崩边一般小于80 µm。
如今,美国先进光波(Advanced Optowave Corporation, AOC)开发出专为玻璃加工的定制化模组,搭配AOC的超快激光(或称超短脉冲激光),能将玻璃切得更好、更快,使成本更进一步下降。
传统激光切割 vs AOC皮秒激光及玻璃切割模组
传统激光切割玻璃为消融机理,利用聚焦的高密度能量将玻璃气化,高压的辅助气体则将残余的熔融、熔渣吹除。由于玻璃易碎,高重叠率的光斑会累积过度的热在玻璃上,使玻璃龟裂,因此激光无法使用高重叠率的光斑进行一次切割,通常使用振镜进行高速扫描,将玻璃一层一层去除,一般的切割速度小于1 mm/s。
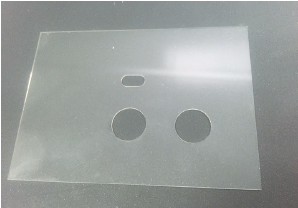
图5. 切割样品宏观照,孔径5mm
AOC的玻璃加工模组则是利用激光在材料内的自聚焦现象进行切割、钻孔。当超高峰值功率的激光被聚焦在透明材料内部时,材料内部由光传播造成的非线性极化改变了光的传播特性,其将激光的波前聚焦,称为自聚焦现象。超高的峰值功率(通常需要利用超快激光达成)使脉冲在玻璃内不断重复聚焦,让激光不发散,一路向下传输到内部,直至激光的能量不足以支持发生自聚焦现象,而激光传输过的地方则留下了“轨迹”。如同丝线般的轨迹,直径只有数个微米,是玻璃被激光改性过的结果。被改性过的玻璃与原本的性质不同,将这些丝线连起来,对其施加应力,玻璃便会自行沿着丝线裂开。
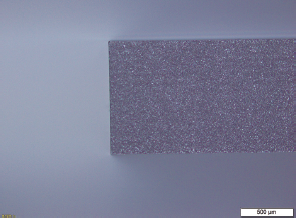
图6. 切割样品截面显微照片
使用高斯光束自聚焦成丝,至多只有一两百微米的长度,而且成丝的强度、粗细不均匀,呈一端粗一端细。 AOC自主开发的玻璃加工模组通过空间分布的光束整形,将原本聚焦为一点的高斯光束变成沿轴线的线型聚焦光束,在很长的一个范围内都有不错的聚焦效果。再搭配上AOC皮秒激光,透过特殊的运行模式,将脉冲在时间上做光束整形,两种光束整形能将自聚焦的效果极大化。整形后的成丝长度长,可达1 mm以上,且粗细均匀,适合玻璃切割、钻孔。由于成丝长度长,可将手机用的薄玻璃的厚度完全涵盖,只需一次扫描即可将整个切割轮廓改性。视不同曲线而定,激光切割的速度可从数十毫米每秒到一米每秒,切割速度是传统激光消融的数十倍以上。
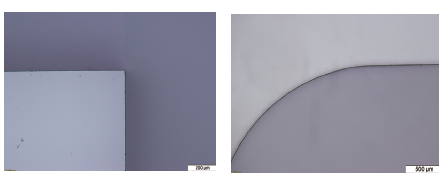
图7. 切割样品表面微观照片,左:直角,右:圆角
加工模组搭配AOC的皮秒激光,可以进行几乎无锥度的切割及钻孔,而且可以进行任意形状的切割,满足异型全面屏的各种加工需求。可加工的玻璃种类也更多,过去被认为无法加工的强化玻璃也可以加工。
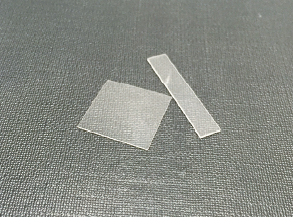
图8. 切割样品宏观照
AOC玻璃加工模组搭配AOC皮秒激光有以下优势:
◆ 几乎无锥度任意形状切割(直线、曲线、圆孔等)
◆ 没有粉尘
◆ 玻璃几乎无崩边、碎屑、微裂纹
◆ 切割后维持高弯曲强度
◆ 可切割0.1-1.2 mm厚度的玻璃
◆ 截面表面粗糙度Ra < 1um
◆ 切割速度 10 – 1000 mm/s(取决于材料加工的形貌)
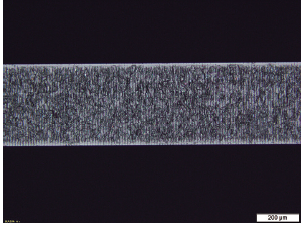
图9. 切割样品截面显微照片
以下为使用AOC玻璃加工模组的加工实例:
◆ 铝硅酸盐玻璃 ,厚度1.1 mm(图5-7)
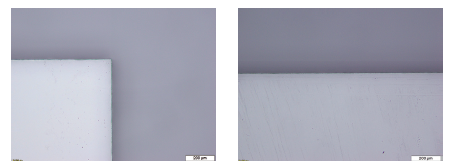
图10. 切割样品表面微观照片,左:直角,右:边缘
由AOC玻璃加工模组与皮秒激光所切的铝硅酸盐玻璃,边缘光滑,没有毛刺,崩边极小,截面为均匀的毛砂面。
◆ 强化玻璃,厚度0.4 mm(图8-10)
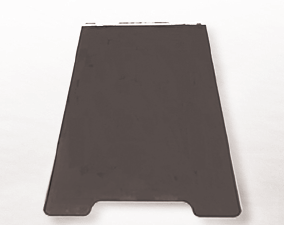
图 11. 切割样品宏观照
机械加工或一般激光无法加工强化玻璃,一加工就产生裂痕。 AOC玻璃加工模组使用特别的光束整形,搭配AOC的皮秒激光可以裁切出高质量的产品,玻璃改性后,玻璃会因自身强化层的应力而自行裂片。与铝硅酸盐玻璃一样,加工过的强化玻璃的边缘依样十分平滑,没有崩边或是崩边极小。
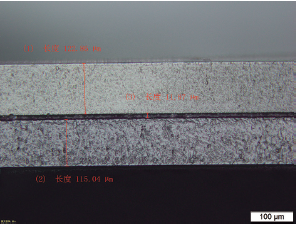
图12. 切割样品截面显微照片
◆ 全面屏TFT玻璃,厚度0.25 mm(图11-14)
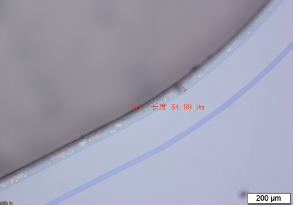
图13. 切割样品圆角微观照片
双层玻璃中间夹一层薄膜电晶体的异形切割,用AOC玻璃加工模组所切出的样品崩边小于5 µm,切边残留小于30 µm,截面粗糙度Ra < 500 µm。而框胶的热效应则在70 µm以内。

图14. 切割样品框胶微观照片
其他透明材料切割
◆ 蓝宝石,厚度0.3 mm(图15-17)
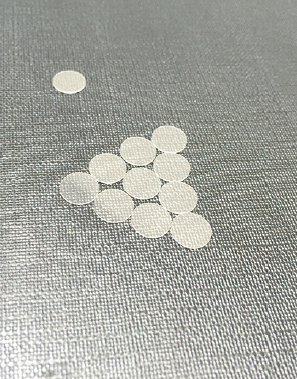
图15. 切割样品宏观照
加工过的蓝宝石玻璃,截面也是呈均匀的毛砂面,崩边极小。
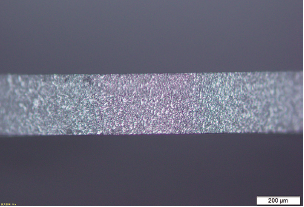
图16. 切割样品截面显微照片
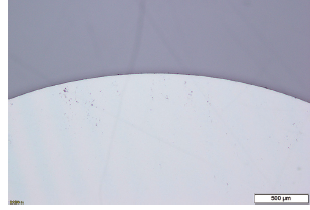
图17.切割样品表面微观照片
◆ 滤光片,厚度1 mm(图18-20)
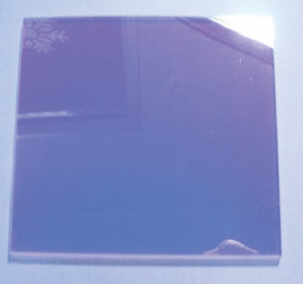
图18. 切割样品宏观照
使用AOC 玻璃加工模组切割滤光片,边缘镀膜损伤小于20 µm。
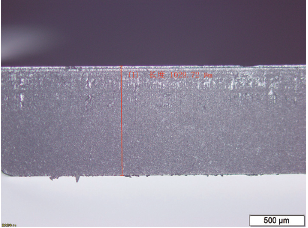
图19. 切割样品截面显微照片
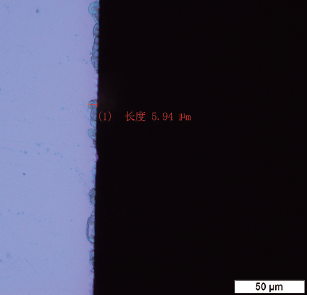
图20. 切割样品表面微观照片
结语
由上述实例可见,AOC玻璃加工模组搭配AOC皮秒激光,不但可加工各种透明脆性材料,如强化、非强化玻璃,蓝宝石等材料,适用的切割厚度范围大,切割的质量好、弯曲强度高,而且可高速切割各种曲线,是最适合目前市场所需的手机全面屏切割的解决方案。
