 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



电力电子器件不断向封装技术在处理更大的电流方面提出新挑战。在半导体层面上,迄今为止最重要的互连技术是采用超声波摩擦焊工艺将直径高达500μm的重质铝线直接焊接到半导体芯片焊盘上的引线键合技术。引线键合(Wire Bonding)是一种使用细金属线,利用热、压力、超声波能量为使金属引线与基板焊盘紧密焊合,实现芯片与基板间的电气互连和芯片间的信息互通。这些引线键合点的熔断电流高达35A,焊线的平均长度为20mm。对于现今具有非常高的电流的电源模块而言,通常会在半导体芯片上平行键合几根细金属线。
引线键合技术主要的优势包括:键合点的可靠性高,寿命长;该工艺过程非常灵活,因为键合点之间的距离和位置可以自由设定和调整;同时这也是一种非常具有成本效益的工艺。

图1:LaserBonder 激光键合系统包含一台标准引线键合机基座(左)和一款独立配置的1kW 近红外光纤激光器(右)。
然而,引线键合工艺的两个缺点是键合表面必须非常干净,并且芯片或基板上的键合焊盘必须牢固且稳定地夹持。同时,键合线越厚,就必须使用越多的超声波能量,从而使得牢固夹紧部件变得愈发困难。此外,键合力也必须随着较粗的键合线相应增加。结合看,这些因素将金属线的直径实际限制在约500μm范围,因为较粗的金属线会对敏感的芯片表面构成危险。
尽管如此,使用超声波引线键合技术来处理横截面较大的连接器也已经有好几年了。这些通常是2mm宽和0.2mm厚的长方形键合带,取代了三根50μm直径的金属线。其主要的应用领域是汽车电子产品,特别是电动汽车。
引线键合工艺
电动汽车的蓄电池领域已经开辟出进一步的应用。取决于它们的设计,主要包含通过各种互连技术连接在一起的电池单元。目前,主要的电池类型是18650锂离子(Li-ion)消费类电池,该电池特别适合与重质铝线进行引线键合。连续型的主体接头在使用寿命、稳定性,以及易于自动化等方面展现出优势。这就是为什么引线键合是迄今为止用于电池组领先的互连工艺的原因所在,例如美国电动车及能源公司特斯拉(Tesla)也应用了这一工艺。
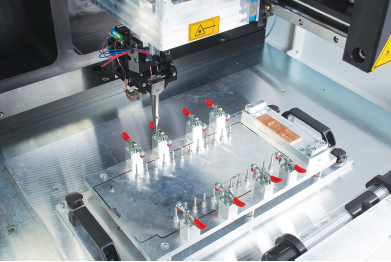
图2:LaserBonder 激光键合系统的键合头及其配置的激光扫描振镜。
即便在这种情况下,超声波引线键合也会遇到可控电流的限制。18650锂离子(Li-ion)消费类电池的操作电流通常低于20A,允许用一根电线将电池与母线进行连接。然而,为了将多个电池直接连接到键合线上,最大的电流承载能力很快就会到达。此外,尺寸大致相同的新电池可设计用于高达45A的电流,并且需要并联几条电线。
另一种使用前面提到的铝键合带的方法并不具备理想的可行性:一方面,这些铝带价格还是比较昂贵的,另一方面很难将电池夹紧得足以维持更高的超声波能量输入。
激光焊接工艺
激光焊接是另一种选择方案。从几方面看,它几乎是对引线键合工艺的完美补充,因为它在处理质量较差的表面时不会产生问题,并且在工艺过程中不需要使用非常大的力量来夹持零件。同时,连接器元件可以具有大横截面以传导非常高的电流。最后,激光焊接对连接器整体特性的要求更低,继而降低材料成本。
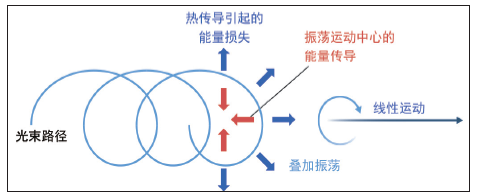
图3:深熔焊接工艺流程的示意图。
与引线键合一样,激光焊接工艺也存在一些缺点——特别是其与引线键合相比更难实现自动化。在引线键合工艺中,连接器(金属丝或带)几乎能够以任何样式从线轴上卷起,仅需使用键合机即可。同时,它们能够在任何位置和方向进行连接(也可通过模式识别系统进行公差补偿),并且可根据需要被切割为任意长度。
此外,激光焊接工艺更复杂 —— 预制的连接元件必须定位在接触点上,并保持在那个位置用于焊接准备。因此,连接件必须作为独立部件进行处理,并且在激光束开始工作之前需要进行精确定位。此外,连接件必须预制成正确的尺寸,通常作为冲压件。在流程自动化过程中,接触位置的公差和高度变化会产生额外的工作量。
激光键合工艺
激光焊接和引线键合工艺相结合是最两全其美的解决方案,当前该目标已经通过由德国联邦教育和研究部(BMBF)支持的一个名为“RoBE(电动汽车键合的稳健性)”的联合研究项目所实现。除了F&K Delvotec Bondtechnik(位于德国慕尼黑)和弗劳恩霍夫激光技术研究所(ILT,位于德国亚琛)之外,该联盟还包括奥迪(Audi)、大陆集团(Continental),英飞凌(Infineon)和弗劳恩霍夫可靠性和微集成研究所(IZM,位于德国柏林)等企业和研究机构。
RoBE项目的核心内容包括德国F&K Delvotec公司开发的LaserBonder激光键合系统,该系统由两个主要部件组成:F&K Delvotec的标准引线键合机基座和一款独立配置的1kW功率的近红外光纤激光器(图1)。激光束通过光导纤维进入键合头,最后被送入一款扫描振镜,该扫描振镜包含能够产生直径约35μm的聚焦点的光学元件。光学元件将聚焦的激光束移动到键合工具的键合带上。
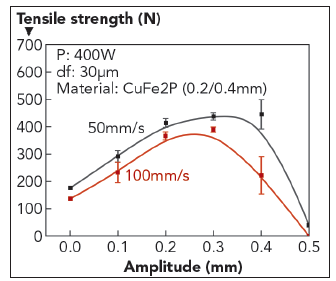
图4:对焊缝强度和振动幅度进行了比较。
这种键合工具是一种来自超声波键合的改良版的键楔。 其主要目的是在接触垫上正确压住键合带。键合头的其余部分与超声波键合机没有任何变化,包括引线导向装置和切割装置,它们在完成第二道焊接步骤后将键合带切割成锯齿状(图2)。
铝和铜连接器
就激光键合而言,使用带状连接器要优于金属丝。由于带状连接器的矩形横截面,它们拥有恒定的轮廓,从而具有恒定的金属厚度。
铝和铜一样易于加工。后者由于其更高的导电性而优选用于电池单元。所使用的键合机设置很大程度上仍然受制于键合带的尺寸 ——大约2mm宽以及0.3mm厚。较大的键合带对激光焊接不会产生任何挑战,但它们确实需要不同的进料和切割布局,当前这些都正处于开发中。

图5:在低焊接穿透深度下的宽焊缝显示的样式,分别为:无振荡(a),0.2mm 振幅(b)和0.3mm 振幅(c)。
一般来说,铜被认为比铝更难以采用激光焊接,因为在1μm波长下,铜的吸收性很差。一种选择是绿色激光,其吸收性要好得多,但投资成本也要高出很多。
德国弗劳恩霍夫激光技术研究所(Fraunhofer ILT)采用了一项技术,利用了一个非常小的焦斑。在局部焦斑位置形成的极高的能量密度能够实现深熔焊而不是热传导焊接,并且通过内部多次反射产生非常深的和陡峭的焊接区域。鉴于此,它也被称为穿透焊。小的连接区域的副作用通常是会形成窄焊缝,以及不理想的高过渡电阻。然而,这很容易通过“摆动”激光束得以避免,穿过键合带以线性运动进行叠加。
另一个优点是从激光光斑射出的热量不仅仅在焊缝的两侧消散,而且可以有效地熔化圆周运动内部的区域(图3)。其结果是可以独立控制焊缝的深度和宽度,并且持续为下方位置的接触焊盘提供较浅的焊接深度。
高电流负荷/低焊透深度
图4和图5演示了如何通过激光束的前进速度和振幅来控制焊缝的机械强度及其宽度。在优化条件下,它们可以增加一倍以上,而不会增加工艺时间,因此也不会增加能源投入。这也是极具吸引力的,因为焊接区的冶金性质很大程度上依赖于它所暴露的热负荷。
激光键合允许创建几乎任何尺寸的连接界面(以及相应高的载流能力),同时保持低的焊接深度。这种方法对电池单元非常有吸引力。在18650锂离子(Li-ion)消费类电池中,正极是一个帽形的冲压金属片,在中央位置通过一款铜丝带形成接触,并且不会产生很大的力(图6)。

图6:示出的是一款采用激光键合加工的18650 锂离子(Li-ion) 消费类电池。
与电池负极相连的第二个键——即电池壳,更为有利。该容器由250至300μm的薄金属板制成,如果通过焊接步骤实现穿透,则容器会面临相当大的热输入超量风险。任何不受控制的热量输入都会降低电池寿命。
这是激光键合非常有利的一个方面,因为它可以连接在电池卷边的顶部,紧挨着正极。由于电池的顶侧上具有两个连接点,使得电池的剩余部分不存在连接导线,从而实现更简单的制造,因为不需要翻转电池组件,并且有更多的空间可用于电池的热管理,最终帮助提高电池的使用寿命。
用于更大电流的不同工艺方法
较大的棱柱形电池单元采用更大的电流,电池单元上的专用连接件插头块需要更大的键合带。在由联邦经济和能源部(BMWi)资助的联合研究项目FlexJoin框架内,当前第一个步骤是正在开发10mm宽以及1mm厚的键合带。
另一种方法是使用与传统激光焊接相同的预冲孔连接器元件。但是,在LaserBonder激光键合系统中,只需要一种不同的键合工具。该键合设备的主要优点是可以将连接器元件向下推到接触块上,确保零焊接间隙并使夹紧装置变得更简单。
由于激光束采用了可编程的模式,能够在直径约10mm的工艺窗口内形成任何形状的焊接界面,从而获得较大的工作电流。向下的推力和所需的距离可以得到控制和监控,允许额外的过程和部件控制。对于某些应用领域而言,能够实现极简单的转换并且同时具备以上流程的设备也是非常有吸引力的。
其它应用
除此外,还有几个潜在的应用领域正开始成形。由于激光键合对表面质量的要求较低,从而使其能够将铝带直接连接到压铸铝外壳上,而无需事先进行表面处理。这对于印刷电路板(PCB)与许多汽车骨料,比如起动机或发电机的外壳之间的接地连接来说是非常完美的,因为这些应当是在避免任何机械或腐蚀危机情况下所实现的连续本体连接,目的是确保最长的使用寿命。
目前,要实现这些目标是困难且代价昂贵的,因为螺栓连接或压接通常会遭受缓慢的腐蚀或氧化侵袭。此外,超声波键合需要通过铣削进行局部表面处理,从而产生导电铝屑,并且需要花费高昂的成本用于除尘。相对较薄(1500×100μm)的铝带对于所需的小接地电流连接来说是完全足够的,并且它们可以很容易地在未处理的铸铝表面上进行激光键合。第二个键合点直接在PCB上的铜着陆区进行。如果PCB上的铜层很薄,那么在标准表面贴装器件的放置过程中,通过将额外的铜焊盘软焊到该位置,可以很容易地增强铜层,并且花费的额外成本也极低。
长期目标
然而,激光键合的长期目标是直接键合在半导体上 - 例如,在碳化硅等高温宽带隙半导体上实现高电流的铜带的键合。即使在提供厚铜缓冲层的情况下,焊接深度和热能输入仍然过高,从而使半导体面临损坏的高风险。
Fraunhofer ILT正在开发一种称为激光脉冲金属键合(LIMBO)的新方法,该方法旨在跨越两个焊接件之间确定的小间隙进行键合。这种方法将使得半导体表面的热量减少到常规技术的一小部分,并且展现出巨大的发展前景。
