 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。




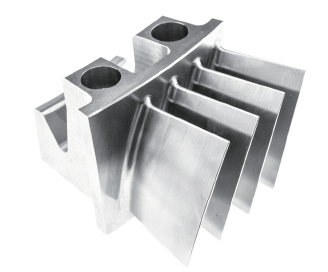
将5轴切向平面加工与锥形圆桶刀结合起来可以更好地加工深腔零件。
在加工深腔工件时,制造商可以减少90%的周期时间。这主要是通过将5轴切向加工与锥形圆桶刀结合起来实现的。另外,切向平面加工可以获得出色的表面质量和更长的刀具寿命。
为了展示这种新的策略, 使用了5 轴卧式加工中心(HMC)Grob Systems G350、Open Mind Technologies的hyperMILL计算机辅助制造(CAM)软件和Emuge刀具。
Open Mind Technologies的产品创新总监Peter Brambs解释了这种5轴加工策略和锥形圆桶刀的使用。由于圆桶刀的半径从250毫米到1500毫米不等,因此可用于大步距加工。圆桶刀的刀尖也可以加工边角半径,所以机械师不需要切换刀具就能加工邻近区域,例如圆形内角。这种圆桶刀的锥形部分能让刀具的刀柄倾斜着远离深槽壁,因而可以使用更短的刀具。这使得在5轴机床上使用线增量为3.0mm到8.0mm的刀具成为可能,而传统的球头立铣刀只能使用线增量为0.2mm到0.4mm的刀具,同时还能获得相同或更好的表面质量。增加的步距也能节省切削时间。
Brambs说,五轴加工可以更有效地切削具有挑战性的几何形状、自由曲面和深腔。CAM系统自动生成刀具路径并进行自动碰撞检查和避免碰撞发生。
机床
Grob G350结构紧凑、可靠性好,提供多种主轴和工作台配置。具有A/B工作台的五轴模式可以进行五面的单步执行加工;复杂的5轴同步3D表面; 多角度的孔、形状和轮廓。
该机器包括了与加速相关的前馈控制部件、负载敏感的驱动控制部件、优化的主轴设计、驱动单元、工作空间。

选择Grob Systems的G350来测试5轴切向平面加工策略。
该机器具有线性刀具路径和以更高的精度更快达到设定速度的能力,因而能很好地补充CAM系统。虽然一些大型机器的直线速度更快,但小型机器可以更灵活,并优化软件性能。
Grob航空航天专家Stefan Moessmer指出,机器的快速运动也减少了非切削时间。
G350的主轴和对称铣头能提供较高的切削体积、较少的干扰以及能缩入通道以减少碰撞可能性。水平主轴设计优化了深腔加工中的切屑处理。加工中心的切屑输送装置位于耳轴工作台的正下方,用于将切屑从工件运送到机床后部的切屑处理装置。
软件
Open Mind的hyperMILL MAXX Machining软件包包括粗加工、精加工和钻孔模块。它也使5轴切向平面加工策略成为可能。
优化了刀具路径的锥形圆桶刀结合5轴切向平面加工策略可以用于加工航空发动机叶片。
粗加工模块提供了螺旋与摆线刀具动作的高效能切削 (HPC) 解决方案。此套件结合最佳铣削路径、最大除料量与最短加工时间等优点。它能大幅度增加除料率,加工速度非常迅速。同时大幅度减少施加在刀具与机器上的压力。并将粗加工速度提高20%至70%。
精加工模块是适用于使用各种圆桶刀的平面与自由形式曲面的半精加工和精加工的高效率解决方案。表面光洁度取决于步进距离和圆桶刀半径。工件表面的质量随着线增量的增加而减小,并且随着工具直径变大而改善。与传统方法相较,这些策略容许路径间更大的步距。因而能节省大量的时间。曲面质量不仅没降低,反而提升。圆桶刀和表面为单点接触,切削特性要优于刀侧铣削。
Open Mind Technologies公司总经理Alan Levine指出,hyperMILL MAXX Machining精加工工艺已经扩展到其他几何形状,如直纹曲面。
锥形圆桶刀可以加工那些对于高效刀侧铣削或球磨机的快速切削而言太高的几何形状(例如航空发动机叶片)。
在5轴螺旋钻孔中,孔可以用正向导角加工。侧向倾角可避免与孔洞侧壁碰撞。对于不需要同步加工或是在大型机床上加工的平面,精加工模块也可以生成3+2分度加工的刀具路径。不同的钻头直径只需要一个刀具,也不需要预钻孔,而且该策略支持难切割材料。
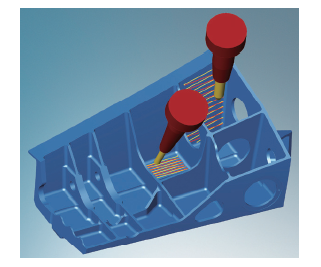
Open Mind Technologies的 hyperMILL MAXXMachining软件展示锥形圆桶刀的刀具路径。
编程过程非常简单,只需选择平面曲面,然后系统自动检测边界、边缘和其他特征。Levine说,现在有客户已经在一个小时内成功实施了这项新技术。
刀具
传统的球头立铣刀不能让刀具完全覆盖工件特征。而使用锥形圆桶刀时能更好地进入深腔,还能减少步距,并且无需抛光平面表面。锥形圆桶刀的半径也更大,从250mm增加到1500mm。锥形圆桶刀可应用于起落架、发动机罩和发动机组中的表面。
Open Mind的Levine指出,结合使用标准编程应用和锥形圆桶刀能提供以下好处:
● 锥形圆桶刀的半径比标准立铣刀要大
● 刀片越短,刀夹越容易深入工件
总结
航空航天领域对于减少生产时间和提高效率的渴求愈加强烈,而先进的制造方法可以帮助加工商实现这些目标。创新的刀具路径能使刀具更好、更快地运行,使用针对作业优化过的机床可以缩短加工时间、延长刀具寿命。这些优势让制造商在航空领域更有竞争力。
