 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



摘要
聚合物共混技术是高分子材料不断发展的重要推动力,而连续混炼设备的不断发展与创新则是各类新型高分子材料得以实现产业化制造的根基。三角形排列三螺杆挤出机(TTSE)的出现则使复杂聚合物体系的共混改性有了更多的选择。TTSE内三根螺杆相互啮合,使流场内具有三个啮合区和一个具有发散-收敛流道的中心区,其独特的“剪切-拉伸”交变流场被期望能够解决特殊聚合物体系的共混难题。本文针对TTSE的流场结构,通过分区计算的方法,建立了螺槽区、啮合区及中心区的流道模型。并基于该模型归纳了流场内剪切速率、拉伸速率等混合参数的计算方法,建立了流场混合性能的量化评价体系。结合TTSE流场理论模型与聚合物多相体系分散混合原理,提出了一种对TTSE制备共混物的分散相粒径预测方法。为评价预测方法的可靠性,对预测结果进行了多工艺下的实验验证,并分析了误差产生的原因。
1.概述
材料的进步推动着社会的发展。随着人们对高分子材料性能要求的不断提高,单一的聚合物树脂已经无法达到技术进步对材料的综合性能、加工特性、外观甚至某些特定功能的要求。因此,人们探索对聚合物进行改性加工,通过将不同类型聚合物甚至其他类型的材料与聚合物组合,以获得材料性能的提升,典型的聚合物改性手段包括共混改性、填充改性和增强改性等[1]。
同向双螺杆挤出技术的出现有效解决了单螺杆挤出在混合、塑化等方面的不足,大量应用于聚合物改性等领域。但人们对挤出设备性能需求的不断提高,驱使了新型设备构造的研发,以实现对现有技术缺陷的突破。因此,多螺杆挤出机的研究就逐渐引发了行业的关注,已经面世的多螺杆挤出机主要有三螺杆挤出机、四螺杆挤出机和行星螺杆挤出机[2]。
多螺杆挤出技术凭借其特殊的流场作用机制和不断提高的混炼效果,丰富了聚合物连续混合设备的类型。伴随着聚合物共混体系的日益复杂化和纳米尺度化,多螺杆挤出机也将迸发出更大的应用潜力。
1.1 流场类型对共混过程的影响
聚合物体系的混合过程主要分为两种——“液-液”混合与“液-固”混合,即多种聚合物熔体的混合或聚合物熔体与固体填充物的混合。按共混物的相态变化也分为分散混合和分布混合。分散混合即是聚合物熔体或固体团聚体在外力的作用下不断破裂,分散为细小的液滴或颗粒的过程;分布混合即指对分散相颗粒位置的均化过程,不涉及颗粒直径的变化。通常,聚合物混炼设备主要利用剪切作用或拉伸作用完成对聚合物共混体系的加工,因此不同流场类型的混合机理成为共混设备研发领域关注的重点。
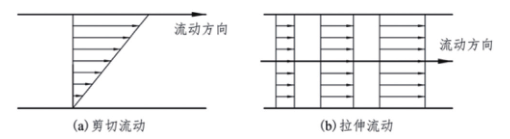
图1 剪切流场和拉伸流场作用模式
剪切流场通常指在垂直于流体运动方向上,流体的运动速度具有差别的流场,即其速度梯度垂直于流动方向。拉伸流场即流场内流体在其流动方向上具有速度梯度,如图1所示。剪切流场的产生可由拖曳或压力作用产生;而拉伸流场的建立则通常是利用收敛流道,通过使流体经过收敛流道而产生流向的速度差。
1.2 常用连续混炼设备的流场作用机理
单螺杆挤出机作为最早出现的连续混合设备,其流场的混炼机理也相对单一,机筒与螺杆的相对运动,使聚合物熔体在螺槽内受到剪切作用,其剪切速率为:
其中,H为螺槽深度,v为机筒相对螺杆的运动速率,μ为熔体黏度。可见,单螺杆挤出机流场的剪切速率与螺槽深度、螺杆转速与流场内压力梯度等相互关联。单螺杆挤出机的混合能力主要取决于剪切速率和停留时间,但是两者也存在相互影响。
同向啮合双螺杆挤出机的出现使聚合物混合技术大幅进步。虽然,剪切流场作用仍作为主要混合手段,但由于加料量可以单独控制,因此工艺上的灵活性大大提高。同时双螺杆流场更加复杂,局部强制输送增加了流体运动的不确定性,因此使物料的停留时间范围增大。同时,两螺杆在啮合区相对转动,使物料受到的拖曳速度大幅上升。
1.3 拉伸流场的建立
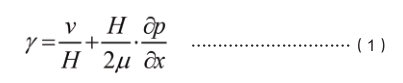
传统的聚合物加工设备主要依靠剪切流场进行混合,一方面由于剪切作用实现便利且适合较多混合体系,利用转子的转动即可形成连续稳定的剪切流场;另一方面,转子在构建剪切场同时,伴随转动的摩擦作用对聚合物的熔融过程具有重要意义,也保证了连续混合设备的高效运行。但由于剪切作用混合效果具有局限性,因此为了赋予混合设备拉伸作用,众多学者根据收敛流道设计原则,研发了各类设备以在连续混合过程中产生更强的拉伸作用。Suzaka通过在挤出过程中增加多个连续收敛的流道以实现拉伸作用。但是,该设备只有在收敛比达到10:1以上,才会有显著的分散混合效果[3]。Utracki通过在挤出螺杆末端加装圆环状结构,从而构建拉伸流场,且可以通过调整拉伸块的组合达到改变流道收敛比的效果[4]。四川大学黄磊等基于柱塞挤出机,研发了具有收敛-发散流道拉伸加工设备,并发现拉伸加工有助于团聚纳米粒子的分散[5,6]。Meissner等通过设计交换式流道,开发了实验室用拉伸混合器,通过两个活塞相互作用使聚合物熔体反复通过收敛流道,实现了连续的拉伸作用[7]。上述拉伸混合设备基本可以分为两类,即在挤出机机头处增加收敛流道结构和采用间歇方式迫使流体经过收敛流道,具体结构形式如表1所示。
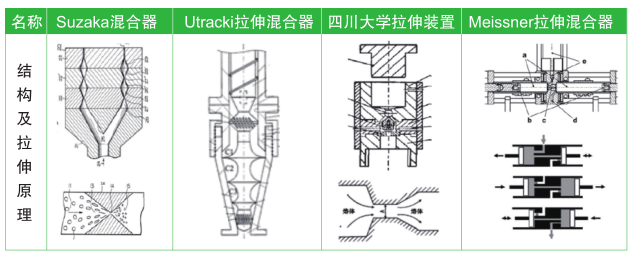
表1 典型拉伸混合器结构
华南理工大学瞿金平教授通过特殊的转子与定子结构设计,动态改变输送腔体体积实现拉伸作用,首次使拉伸作用主导整个挤出共混过程,改变了围绕螺杆进行挤出技术研发的传统理念[8]。
1.4 三角形三螺杆挤出机流场混炼机理
三角形三螺杆挤出机由北京化工大学于上世纪90年代提出(后文均简称“三螺杆挤出机”,或缩写为“TTSE”表示)。该三螺杆挤出机由于三角形的布置结构,流场内出现的三个啮合区可提供强剪切作用,同时螺棱与机筒还能够构成六个高剪切区域,在设备流场内共形成九处强剪切区域,使熔体在三螺杆中将经历更强的剪切而获得更好的混合效果。

表2 挤出机拉伸混合器结构
同时,三螺杆存在的中心区,其横截面积随螺杆转动而呈周期性变化,从而在挤出方向形成了连续的“收敛-发散-收敛”结构。研究表明[9-11]流场压力会推动聚合物熔体经过该系列收敛流道而受到周期性的拉伸作用。
图2 三螺杆挤出机流场几何构型图
相关模拟研究结果显示[12,13],三螺杆挤出机在流场的混合特性参数以及熔体输送能力方面优势明显。尤其随着三螺杆挤出实验机的研制成功,一系列实验研究结果表明,无论在微观分散形态、色度、制品表面质量方面,其相比双螺杆挤出机均显示出较大优势[14,15]。
图3 三螺杆挤出机中心区三维结构
在前期研究的基础上,本文拟通过建立三角形排列三螺杆挤出机流场理论模型,并利用模型计算流场作用情况,预测其分散混合效果,并与实验结果进行对比,从而确定其混合作用机制。
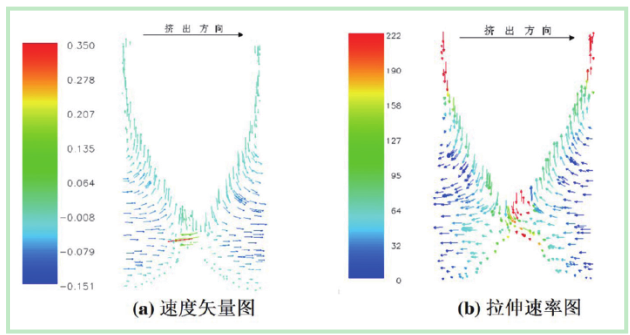
图4 三螺杆挤出机中心区挤出方向速度矢量图和拉伸速率图
2.三角形排列三螺杆挤出机流场理论模型
TTSE由于三根螺杆相互啮合,形成了六个螺槽区、三个啮合区和独有的中心区结构,如图5所示。由于各区域几何构型不规则,因此建立三螺杆挤出机流场速度模型前,需要将各区域流道简化为多个单向拖曳流道,以便确定各区域边界条件。
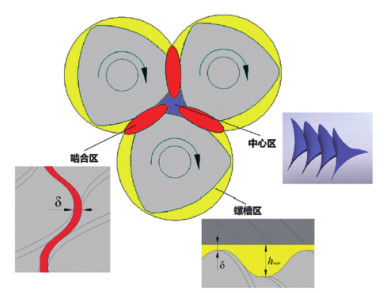
图5 三螺杆挤出机各区域流道的横截面图
2.1 螺槽区模型
三螺杆挤出机螺槽区内流体运动模式相对简单,在挤出方向沿螺旋线展开后,可简化为上板拖曳运动的“U”型流道,如图6所示。则在螺槽区的深度h为:
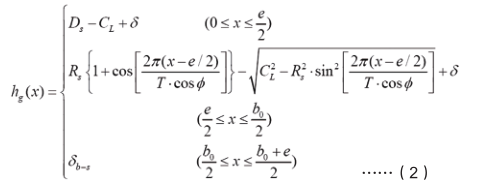
式中b0为螺槽宽度,e为螺棱宽度,δb-s为螺杆与机筒间隙,Ds为螺杆外径,Rs为螺杆外半径,CL为中心距,Φ为平均螺纹升角,T为导程。
在螺槽区内,由于机筒内壁相对于螺杆运动,则模型中上板运动速度为:

其中,N为螺杆转速。
2.2 啮合区模型
在挤出机的啮合区,流道深度变化较小(图5),且啮合区实际距离较短,流体运动速度较高,因此将啮合区简化为平行平板流道,啮合区流道深度(hm)即为啮合间隙δs-s。
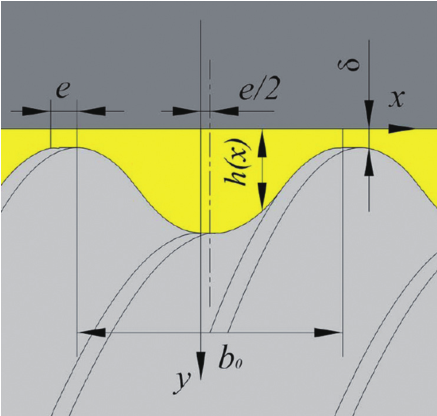
图6 螺槽区流道在挤出方向截面
啮合区由于两螺杆相对运动,则模型中拖曳平板的运动速度vm为流道边界的相对运动速度:

式中,Dr为螺杆根径。
2.3 中心区模型
三螺杆挤出机的中心区是该设备特有的区域,流道几何形状不规则且非对称,对流道的几何参数难以分区建立模型。同时,流道中的流体一方面受螺棱拖曳沿螺杆切向运动,另一方面受流场压力作用沿挤出方向运动。因此,在此针对剪切速率和拉伸速率,分别构建不同的流道几何模型以便计算。

图7 中心区剪切作用流道示意图
为增强理论模型的准确性,在构建适于剪切速率计算的流道模型时,将中心区在螺杆的横截面方向等分为三个区域,如图7所示。根据文献了解,在螺杆横截面内,流体在螺杆拖曳作用下绕中心点转动,因此假定中心点速度为0。则三个区域的最大流道深度为:

其中,lc为螺杆轴心距中心点距离,对应拖曳速度为:

最小流道深度位置由于接近啮合区,则假定为:

对应拖曳速度为:

虽然经简化可以获得流道的边界值,但对于区域内各点剪切速率仍难以计算。且流场拉伸速率的计算模型需要明确的流道边界条件,因此需要对中心区进行沿挤出方向的流道简化。由于中心区具有截面呈周期性“收敛-发散”的变化,可以计算得到一个周期内界面变化趋势,并简化为等面积圆锥流道(图8),以便进行挤出方向流动速度的计算。简化模型可通过圆锥体的转动模拟计算螺杆拖曳速度。
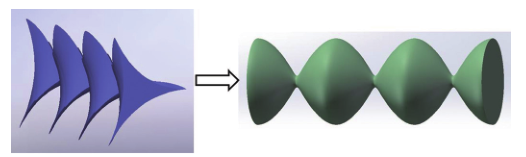
图8 中心区拉伸作用流道简化模型
中心区的面积计算公式为:
其中Χ为包含轴向(挤出方向)位置x 的参数,如式(10)所示:

其中T为螺杆导程。
基于式(8)、(9)可以得到中心区等效圆锥半径公式:

根据中心区边界拖曳作用方向及形式,对于简化后的圆锥体流道,圆锥边界转动方向与螺杆转动方向相反,其拖曳速度为:

综上,通过对流场进行分区与简化,确定了各区域流道的几何参数,从而便于实现进一步计算流场特性参数。表3即为TTSE流场简化模型的具体参数。
2.4 流场混合特性参数模型
为了方便计算,经过一系列简化假设后可得:
2.4.1 剪切速率
利用流场速度梯度,求得剪切速率为:

则代入表3中v0与h,得到各区域流道中平均剪切速率与边界值如表4所示。
为方便分析,需要建立整个TTSE流场的平均剪切速率计算方法,以便评估不同元件或啮合条件下的剪切速率水平。根据各区域所占面积,假定物料流经各区域的概率是相同的,则TTSE流场的加权平均剪切速率为:

式中Ac如式(9)所示,啮合区面积Am为:

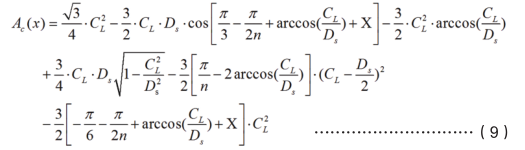
其中φb是螺棱顶端螺旋升角,φ是螺杆构型几何参数,φ=arcos(CL/ 2Rs)。式(14)中螺槽区面积Ag则为:

式(16)中,机筒内截面积Ab和螺杆截面积As可由式(17)、(18)得到:
2.4.2 拉伸速率
拉伸作用的出现是由于物料在运动方向存在速度梯度,通常伴随收敛的流道结构出现。根据TTSE流道结构,拉伸作用可能出现在中心区收敛流道,或由螺槽区的返流造成。由于螺槽区返流量无法通过模型定量估计且占比较小,则模型中拉伸速率模型基于中心区流道建立。
根据前文的假设,中心区的拉伸速率为:

基于流体不可压缩,且中心区物料仅在中心区沿挤出方向流动的假设,则流体在挤出方向的流速vc(x)可根据流道截面积与流量得到:

其中Q为TTSE流场的入口流量(x=0位置)。
2.4.3 TTSE流场剪切及拉伸速率计算分析
为量化评估TTSE流场内各区域剪切及拉伸作用水平,基于实验机几何参数进行定量计算。基于假设条件及TTSE几何参数,通过表3、表3、式14等流场模型,计算得到不同螺杆转速下TTSE各区域平均剪切速率及流场加权平均剪切速率,如图9所示。
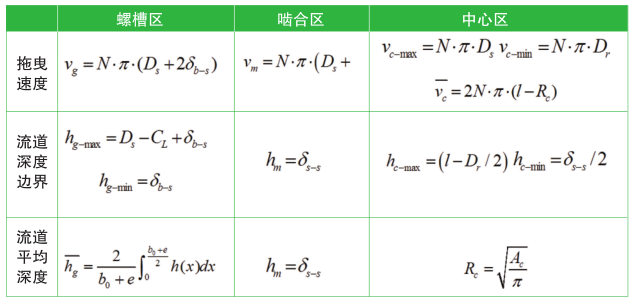
表3 三螺杆挤出机流场各区域几何参数模型
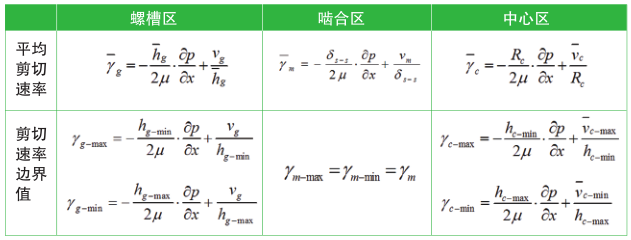
表4 三螺杆挤出机流场各区域剪切速率模型
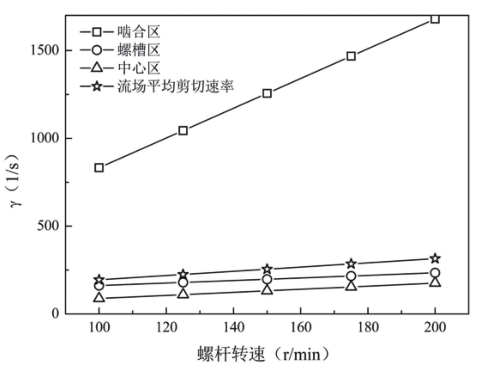
图9 不同螺杆转速下三螺杆挤出机流场各区域的平均剪切速率
计算结果表明,螺槽区与中心区的剪切速率相对较低,主要由于螺槽区在挤出过程主要起到输送作用,而中心区剪切作用主要来源于周围螺杆的拖曳作用,相对流道深度较大,因此剪切速率较低。而在啮合区中,由于流道较浅且壁面相对运动速度较高,使其局部剪切作用极强,平均剪切速率水平明显更高。由于TTSE具有三个啮合区,因此相比传统的双螺杆挤出机,物料在挤出过程可能经历更多的强剪切作用,明显有利于多相体系的混合过程。但由于强剪切区域在整个机筒截面积内占比极小,且局部压力较高不易充满,因此如需充分利用其强剪切作用应提升流场的充满度。
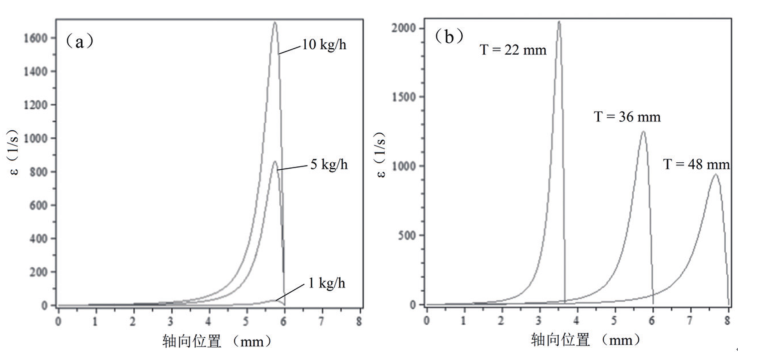
图10 不同工艺下中心区拉伸速率分布曲线(a)产量;(b)元件导程
TTSE中心区拉伸速率的计算基于式(19),其中入口流量和单位长度的面积收敛比是影响计算结果的关键变量,主要取决于产量及元件导程的影响。因此分别选取不同产量和元件导程作为计算变量,得到中心区拉伸速率随工艺条件变化曲线,如图9所示。可见流体在流道的末端经历明显的拉伸作用,这是由于流道在末端收缩程度较大,因此增大了流场内轴向的速度梯度。而随着入口流量的增大,流体经历的拉伸作用明显上升。导程减小则使单位长度内中心区收敛比增大,因此速度梯度提高,流场内拉伸速率提升。
