 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。




刀具夹紧装置——刀夹/夹头是机床和刀具之间的重要连接环节,也是关键接口。它影响到加工的尺寸精度、表面质量、准备时间和刀具的磨损。因此,良好的减震性、高的回转精度、高的夹持力和高的刚性是对该接口的主要要求,满足这些要求,才能确保切削加工的顺利进行。作为刀具夹紧装置的刀夹和夹头,特别是液压膨胀夹头,在最近几年里,有着令人瞩目的技术进步。然而这种夹头,却在一些科技类书籍、杂志和产品样本中被称作“刀柄”。在谈及液压膨胀夹头技术进步之前,讨论一下刀具夹紧装置的名称也许是有益的。
“刀柄”还是“夹头”?
说起液压膨胀夹头,笔者不得不先来谈谈这类产品的名称问题。最近在一些科技类书籍、杂志,甚至是产品的样品书中,越来越多地将刀具的这种夹紧装置,称为刀柄。在上世纪70年代,我们在设计攻丝组合机床时,对于攻丝工序常常采用的攻丝夹头,现在则说成是攻丝刀柄;在张伯霖等编著的《高速切削技术及应用(2002)》一书中,介绍了三棱变形夹头,静压夹头和热装夹头,这样的名称就是德国雄克公司(Schunk)当时使用的名称,而当下,“夹头”的名称变成了“刀柄”。在杂志上,德文明明写的是“Hydrodehnspannfutter ”,译者却偏偏翻译成“液压刀柄”,岂不怪哉?在好多著名公司的产品样本上,外文中也明明写着:“Hydrodehnspannfutter;Hydraulic Chuck;Hydraulic Expansion Toolholders”,而“Spannfutter” “Chuck”和“Toolholder”所表达的就是“夹头”和“刀夹”的意思,编者却偏偏把它说成是“刀柄”。这里要指出,刀柄和夹头是两个概念,夹头(夹紧装置)的功能是夹持刀具的刀柄,而刀柄指的是刀具的柄部,其功能是起着与刀夹的连接作用。刀柄的德文名称是“Werkzeugschaft”,而英文用的是“Tool Shank”。
有相当多的科技书籍把刀具的夹紧装置也称作刀柄,如刘战强等编著的《先进切削加工技术及应用》(机械工业出版社 2005第36页)一书中说:“液压刀柄带有靠液压伸缩和膨胀的夹持装置来夹持刀柄”,如果去掉某些形容词和方式状语等相关词,这一段就可写成“刀柄夹持刀柄”了,也许会使许多读者搞不明白。有一段介绍热胀冷缩夹头的德文资料也可作为一个例子:Die Bohrung des Spannfutters hat einen etwas kleineren Durchmesser als der Werkzeugschaft,意思是说,夹头(Spannfutter)的孔径要比刀柄(Werkzeugschaft)的直径略小些,如果这一段文字翻译成:刀柄的孔径要比刀柄的直径略小些,显然会令人费解。
无论是液压膨胀夹头,热胀冷缩夹头,侧固式圆柱柄夹头,弹簧夹头还是三棱应力锁紧夹头,都是刀具的一种夹紧装置,夹头前面的形容词是说明夹头的动作原理的,而对于刀柄还要有什么动作原理?夹头是机床主轴和刀具之间的双重接口(主轴/夹头和夹头/刀具),即夹头以其一端通过工具柄与机床的主轴相连接,另一端则通过其刀柄夹持孔与刀具的刀柄进行连接。夹头的任务就是要可靠和精确地夹紧刀具,并把机床主轴的转矩和工作精度传递给切削加工中的刀具,实施可靠的切削加工。
问题是,为什么在一些科技书籍、杂志、产品样品里,却把夹紧刀具的“夹头”称为“刀柄”?
在这里,就以德国Schunk公司制作的“Werkzeughalter/Toolholder"德-英样本和代理商的中文翻译为例来进行分析(见表1)。

德国的Schunk公司用母语德文“Spannfutter”和“Werkzeughalter”来表达“夹头”和“刀夹”,应该是非常确切的名称。而Schunk公司的代理商在样本、新闻稿等市场宣传资料中却使用了“液压刀柄”“机械刀柄”这样的名称,还有像Mapal、Haimer和Sandvik Coromant等著名公司也都采用了这样的名称,不能不说是令人十分费解和惊讶的。根据笔者的分析,主要的原因可能:一是不太懂德语,二是对英文词“Toolholder”的错误理解,三是缺乏一定的专业知识。“Toolholder”虽有刀杆、刀柄和工具柄的意思,但是也有刀夹(夹头)的意思,在这里,这个多意词表示的应该是刀夹(夹头)的意思,这与德文的意思是一致的。例如英文Toolholders with HSK-tapers shank (德文:Werkzeugaufnahmen mit Hohlschsftkegel ),意思是采用空心锥柄的夹头。
写作中,笔者又查阅了德英“Spanende Werkzeugmaschinen”词典和网上的德英在线词典,Toolholder的德文解释:Werkzeughalter;Werkzeugaufnahme;Werkzeugträger;Werkzeugspanner。表达的意思是刀夹,刀架,工具柄。由国防工业出版社出版的《英汉工程技术词汇》对Toolholder的释意是:刀夹,工具柄,刀杆。
通过上述多方面的分析和考证,把刀具夹紧装置称为“刀夹”或“夹头”,无疑是正确的。
应看到,在一些科技书中,不仅在刀夹的名称上,而且在刀柄,刀具系统和工具系统这些名称和概念上也有含混不清的表述。如把工具系统或者刀具夹紧系统称为刀柄系统,还有称之为刀具系统,甚至把HSK空心锥柄称为真空刀柄。
笔者认为,工具协会应该负责把工具的技术名称进行规范化,没有规范的技术名称,不仅不利于技术交流,并且也会引起生产管理上的混乱。
液压夹头成为万能夹头
液压膨胀夹头由于具有较好的阻尼作用、很高的回转精度和操作简单无需外围设备等众多优点,因而在精加工中获得广泛应用。而对于高效铣削和重切削等粗加工,需要具有很高夹持力的夹头,较多的是采用热胀冷缩夹头。这种夹头是利用材料的热胀和冷缩特性(温差法技术)和不同材料热膨胀系数的差异来实现刀具的夹紧和松开。这种整体式夹头的独特优势是其旋转对称的夹头体所带来的高回转精度(< 0.003mm)、高夹持力和可制成细长型夹头。由于夹头无需通过附加的诸如移动元件或其它中间机械元件来夹紧刀具,夹紧力完全是通过贴合在刀柄上的夹头夹持孔表面的强力收缩来产生的,由于夹头的动平衡性能好,因而特别适合用于高速和高效加工。但是,热胀冷缩夹头的不足之处是吸振性能较差,并需要一个附加的感应加热装置。这就增加了生产成本和延长了准备时间。鉴于这种情况,多家著名的刀具和工具制造厂商推出了液压高转矩的夹头。例如,2009年Mapal公司推出了High Torqur Chuck液压膨胀夹头,Schunk公司推出了Tendo E compact液压夹头,以及Sandvik Coromant 公司的CoroChuck™ 930 新一代液压夹头。这些新的夹头将液压膨胀夹头良好的阻尼性能与热胀冷缩夹头的高夹持力结合在一起,成为既可用于精加工又可用于粗加工的通用夹头,扩大了液压膨胀夹头的使用范围。
Sandvik公司,采用了fulcrum-technologie专利技术,通过改进焊接内套的结构来达到夹头的高精度和高的可靠性,这种新的结构使装入的刀柄有两个环形支点支撑,从而可实现极其可靠的夹紧和很高的扭矩传递。
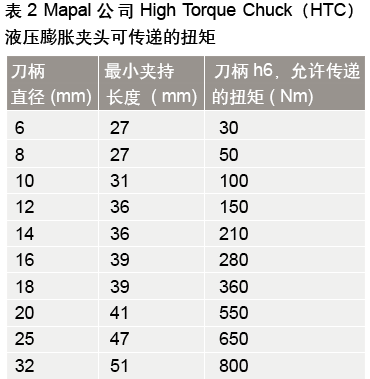
Mapal公司的High Torque Chuck(HTC)液压膨胀夹头,在夹紧直径为20mm的刀柄时,可传递的扭矩达550Nm,Schunk公司Tendo E compact液压夹头可传递520Nm, Sandvik Coromant 公司的CoroChuck™ 930液压夹头则可传递370Nm(而在夹紧直径32mm的刀柄时,则可传递扭矩900Nm)。
表2是Mapal公司的High Torque Chuck(HTC)液压膨胀夹头可传递的扭矩。HTC液压膨胀夹头可传递的扭矩一般约高于常规液压膨胀夹头的一倍,如对用于刀柄直径20mm的常规液压夹头,允许传递的扭矩仅为280Nm(夹持直径32mm的刀柄时,允许传递的扭矩也仅为450Nm)。
根据Mapal公司的加工测试,在大余量铣削时,刀柄上的温度可达到170℃或更高。这样高的温度自然会传到夹头上,使夹紧腔中油温升高,由于油的膨胀系数是钢的50倍,随油温的升高导致夹持力的增高,而压力的增高,会使焊点破裂,导致夹头失效。因此,这种常规液压膨胀夹头的工作温度应该不超过50℃。
Mapal公司High Torque Chuck液压膨胀夹头通过特殊的结构设计,使连接部位的耐热性达到170℃,这样可允许承受较高的油压,提高了过程可靠性,这样,使高转矩液压夹头可应用于高速切削、高效切削、干式加工和微量润滑加工。
3D打印液压膨胀夹头
在这里我们看到,Mapal公司在不断改进和提高液压膨胀夹头性能的同时,还始终关注着各个技术领域里所出现的新技术和新工艺,并利用这种新技术结合自己的产品进行创新,利用3D打印技术制造液压膨胀夹头就是一种成功的产品创新。
Mapal公司通过“增材制造”细长型高转矩夹头(HTC),成功地将液压膨胀夹头的优点同细长型热胀冷缩夹头的特点相结合。3D打印是按照分层堆积制造原理,把夹头的三维生产任务简化成多个二维生产工序(即横截面制造工艺)的创新工艺。通过逐层制造的方式,制造出具有几何形状较为复杂的液压夹紧腔的功能构件。Mapal公司在制造具有细长型的高转矩液压膨胀夹头时,是采用了选择性激光熔融(SLM)工艺,并以混合制造的方式,在由常规制造的工具柄基础上,通过选择性激光熔融制造出夹头的功能部分,整个夹头成为一个整体。放弃了膨胀套与夹头基体之间的焊接操作,使夹紧油腔贴近夹头的顶端,这在采用常规工艺时是不可能做到的,此外还能改善夹头的耐热性。由此可见,常规制造精密工具所受生产条件的限制可以通过“增材制造”来弥补。
目前,“增材制造”工艺的费用较高,金属粉末和工艺设备会导致“增材制造”工艺的费用要高于常规制造工艺,所以,只有当由“增材制造”的工具,创造出比常规制造的工具更高的技术经济效益时,这种制造工艺才会有市场。选择常规制造与“增材制造”相结合的混合制造方式(常规工艺用来制造几何形状比较简单的构件部分)也就是为了降低部分的制造费用。
在过去,模具型腔表面的加工主要采用细长型热胀冷缩夹头,而使用细长型液压夹头肯定能获得更好的加工效果。根据NT Tool Europe公司的资料,对细长型液压膨胀夹头和细长型热胀冷缩夹头进行的比较试验表明,前者要比后者减小80%的震动,这显然有利于刀具寿命和工件表面质量的提高。
激光熔融的“增材制造”技术是一种数字化直接制造的创新工艺,它使设计人员得到比常规生产工艺更多的设计自由度,为刀具和刀夹设计提供了新的可能性,从而制造几何形状复杂而采用常规工艺难于制造的刀具和夹头。
目前,在工具行业里,像Mapal公司除了将“增材制造”工艺用于制造液压膨胀夹头外,还用于制造镶片内冷却QTD系列麻花钻头和刀体内部具有网状筋条结构的外圆铰刀,Komet公司将“增材制造”工艺用于制造komet-Jel PCD 拧装式铣刀。虽然,目前工具行业的“增材制造”在很多方面仍处于起步阶段,但是“增材制造”技术在制造过去用常规工艺难以制造或无法制造的复杂构件、提高工具性能和减轻构件重量等方面有着巨大的潜力,随“增材制造”技术的不断进步,这种创新的工艺必将会与刀具和刀夹技术的发展很好结合起来。
