 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


以相等的流径长度来设计流道系统,给予几何参量的平衡,称为自然平衡,见图1所示。从主流道喷嘴到各喷嘴的流动距离相等。只要对称布置的对应分流道的圆截面的半径相同,即可实现各浇口喷嘴的平衡浇注。
以各注射点有相同的压力来设计流道系统。对不同的流径长度给以流道截面的补偿,提供经流变学原理计算的平衡,称为流变学平衡,见图2所示。从主流道喷嘴到各浇口喷嘴的流动距离不相同。不同的流程长度会造成各注射点的熔体充模压力的差异。可以经流变平衡计算,调节各分支流道的直径,来达到各喷嘴浇口的平衡浇注。
双层16型腔的4×2×2流道自然平衡设计
高23mm、外径52mm的HDPE有内螺纹盖帽,制件有5.7g。盖帽面积较大,16件筒套塑件呈方阵排列,以 4×2×2分叉布局流道。已确定用16个针尖侧孔喷嘴。喷嘴流道直径5mm,针尖浇口直径1.0mm。流道自然平衡布局和直径计算结果如图1所示。
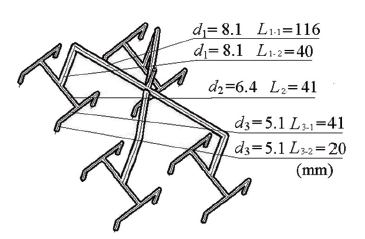
图1. 双层16型腔的4×2×2流道设计
1.计算注入流道系统的体积流率
HDPE塑料熔体的密度ρm=0.727g/cm3。
每个制件的熔体体积 vi=G i /ρm=5.7 /0.727 =7.84 cm3
每次注射塑料熔体体积
螺杆推进的注射充模时间t=1.6s。
主流道喷嘴的体积流率
第三分流道的体积流率
第一和第二分流道的体积流率
。
2.计算各分流道和主流道喷嘴的直径
在230.7℃时流动速率MFR=9g/10min 的HDPE塑料熔体,在剪切速率r'=102~103s-1时,稠度K'=K=4663Pa•s=0.4663N•s /cm2,流动指数n=0.434。
以分流道合理的剪切速率r'=500 s-1和此时n=0.434代入下式。第一分流道直径

同样,以q2=9.8cm3/s和q3=4.9cm3/s代入上式,其它参数同上。第二和第三分流道直径见表1。 第二分流道直径d3=6.4mm。第三分流道直径d3=5.1mm,与喷嘴流道直径5mm衔接良好。
流动速率MFR=9g/10min 的HDPE塑料熔体在剪切速率 r'=103~104s-1时,稠度K'=K=9750Pa•s=0.9750N•s/cm2,流动指数n=0.327。
以合理的剪切速率r'=1400 s-1和此时n=0.327代入。主流道喷嘴的直径

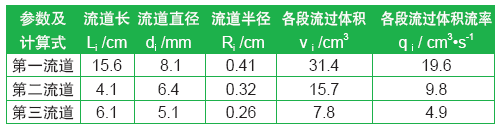
表1. 双层16型腔的4×2×2各段流道流过熔体的体积流率计算表
3.各分流道的剪切速率和剪切应力
计算方法见表2中的计算式栏。表2中,在各级分流道管壁上的剪切速率和剪切应力计算结果基本相同。流道系统注射充模的塑料熔体是稳定的层流。
4.各段流道和流道系统的压力损失

图2所示此种布局的最大特点是双层,共有五块流道板组装,刚性差。流道板表面面积和高度大,散热面大。
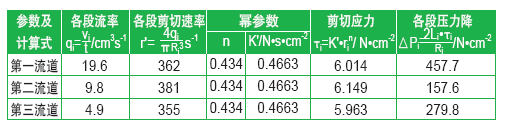
表2. 双层16型腔的4×2×2各段流道的压力损失计算表
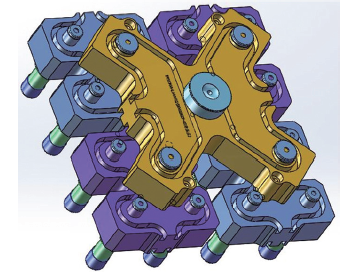
图2. 叠式16型腔的4×2×2流道板结构
16型腔的流变学平衡流道设计
高22mm、外径35mm的HDPE盖帽,壁厚1.73mm,有4.6g。16件盖帽塑件直排二行,以 2×2×4分叉布局流道。已确定用16个导流梭针尖喷嘴。喷嘴流道直径5mm,针尖浇口直径1.0mm。流变学设计的流道布局和直径计算结果,如图3所示。图4所示16腔流变平衡浇注的布局,流道板的最大特点是单层整块。
1.计算注入流道系统的体积流率
HDPE塑料熔体的密度ρm=0.727g/cm3。
每个制件的熔体体积 vi=G i /ρm=4.6 /0.727 =6.33cm3。
每次注射塑料熔体体积
注射充模时间 t=1.38s。
主流道喷嘴的体积流率 
第一、二和三分流道的体积流率q1=36.7cm3/s、q2=18.35cm3/s和q3=9.18cm3/s。
2. 确定自然平衡流道的直径
在230.7℃时流动速率MFR=9g/10min 的HDPE塑料熔体,在剪切速率r'=102~103s-1时,稠度K'=K=4663Pa•s=0.4663N•s /cm2,流动指数n=0.434。
以分流道合理的剪切速率r'=500s-1和此时n=0.434代入下式。q1=36.7cm3/s的第一分流道直径

以q2=18.35cm3/s代入,其它参数同上。第二分流道直径

一分为二的分叉流道,分流道直径d2 = d1×2 =10×0.79=7.9mm,计算结果与计算式结果相同。因此,q3=9.18cm3/s对第3分流道直径d3 = d2×2 =7.9×0.79=6.2mm。
流动速率MFR=9g/10min 的HDPE塑料熔体在剪切速率 r'=103~104s-1时,稠度K'=K=9750Pa•s=0.9750N•s/cm2,流动指数n=0.327。
以合理的剪切速率r'=1400s-1和此时n=0.327代入式(3-21)。主流道喷嘴的直径

3 设计计算非平衡流道的直径
流变平衡计算是调整AB和AC 流程的流道的直径,使熔体输送流程压力损失相等。让B和C二点的注塑压力相等,如图3所示。 AC 流程在流道板上流道d4长度仅25mm,流变平衡计算调整流道的直径不现实。故将喷嘴流道长度64mm的压力降计入调整范围。非标准的喷嘴流道直径可以加工。先将AB流程的流道直径和喷嘴内径确定为d3=6.2mm,压力损失为4.35MPa。将AC流程的直径d4 长度计入喷嘴流道后L4=89mm。将AC流程的流道和喷嘴直径d4 逐次调整,压力降等于4.34MPa时,直径d4=5mm可实现流变平衡。
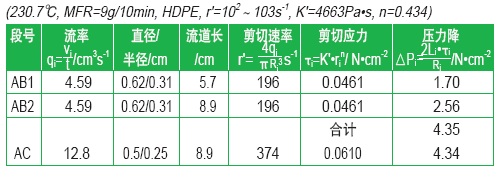
表3.一模十六腔热流道的流变平衡计算
16型腔单层直排流道的流变平衡设计说明
本节实例2×2×4的最后一级是非平衡的流道布局。如图1所示,前2×2级是平衡布置。其流道设计计算,必须使熔体输送具有5×102s-1左右的剪切速率。这样才能给下游的非平衡的流道的流变平衡,提供流道直径调整的余地。
如图3和表3所示,流变平衡是通过流道直径调整,实现AB和AC 流程的压力损失相等。另一方面,被调整流道中仍要有100~1000 s-1的剪切速率。输送熔体的 <100 s-1是不充许的,非牛顿流体黏度太高,会使流动阻力过大。
本例流变平衡计算的AC 流程在流道板上长度仅25mm。实现与AB流程的压力平衡不现实。为此将下游喷嘴流道加入,与流道板流道直径一起调整。AB和AC 流程中包含了两个长65mm的喷嘴流道。因此也确保喷嘴流道中熔体平稳输送。
见图4所示,一模十六腔的直排的流变平衡的流道板是单块一层的,刚性好。与前图2所示16腔几何自然平衡布置的流道板相比,流道长度短了,流道板高度压缩了一半。节省了流道板所用钢材,装配方便。减少了散热面积和加热器的功率。
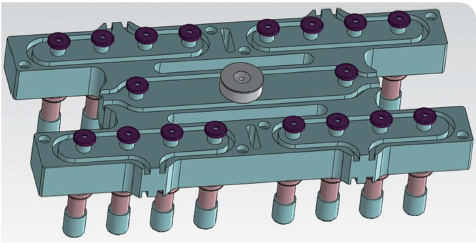
图4. 单一块的16型腔2×2×4流道板结构
结语
流道系统的平衡设计是《热流道注射模塑》(机械工业出版社,2016.7)一书的重要内容之一。本文摘自该书的第7章,陈述流变平衡的设计方法。期望热流道设计人员能掌握这种技术。本文中的计算式,塑胶的材料性能数据K'和n,注射充模时间 t等,在该书中均能查找。
