供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



由德国汉诺威 Benecke-Kaliko(一家欧洲大陆集团公司)开发的 DecoJect® 表面处理材料增强了模塑件的视觉效果和功能。与传统的 IMD(模内装饰)工艺相反,在模内刻纹(IMG)工艺中,油漆层不是简单地从箔转移到组件上。相反,箔被吸入空腔中,冲切并完全保持在组件上。这种方法增加了颜色和图案的表面结构和触觉特征,同时使组件的耐刮擦性能大大提高。

由德国汉诺威 Benecke-Kaliko开发的 DecoJect® 表面处理材料增强了模塑件的视觉效果和功能。
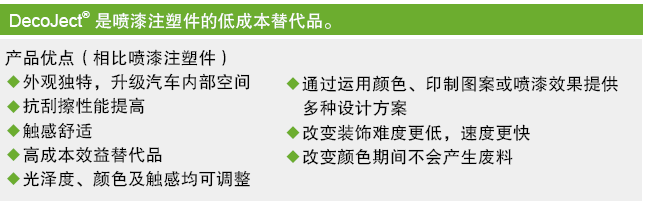
在 K 2016 展会上,ENGEL AUSTRIA(奥地利 Schwertberg)与多家系统合作伙伴(图 1)合作,首次推出了全自动的 DecoJect ® 工艺,可使用 ENGEL duo 5160/1000 注塑机生产乘用车的大面积门面板(图 2)。这些部件表现出不同的表面光洁度,包括具有接缝和现代碳外观的复杂皮革纹理,这展示了新工艺的广泛功能。每隔 60 秒就会有一件可用于组装的聚丙烯 (PP) 装饰部件离开生产单元。

图1 在 K 2016 展会上,ENGEL 第一次推出了一个完全自动化的 DecoJect ® 工艺
厚度仅为 0.2 至 0.5 mm 的箔片以 TPO 为基材,薄薄的 PUR 层赋予其特别抗刮擦和磨损性能,可完美用于门板和面板区域。由于其具有多种颜色和效果,因此可以与车辆中其他部件灵活匹配,DecoJect ® 箔提供了一种经济高效的方法,可以协调由不同基材组成的车辆内饰部件。因为颜色、结构和触觉特征等所需的表面性质由箔确定,所以在该工艺中,载体材料可根据特定应用所需的机械值精确地进行调节。

图2 DecoJect ® 材料专为车内应用开发。无论是皮革纹理、接缝还是碳外观:它们将各种所需的结构、颜色和触觉特征转移到组件表面
高度集成和全自动化的工艺
DecoJect ®工艺中的生产周期开始于通过开放模具将光滑非结构化的箔喂入(图3)。为了实现这一点,会将一个箔卷绕装置(制造商:ICO System international coating,德国 Lüneburg)安装在移动模具安装板上。滚筒上的伺服电机可确保箔张力恒定,并可以精确控制启动速度。
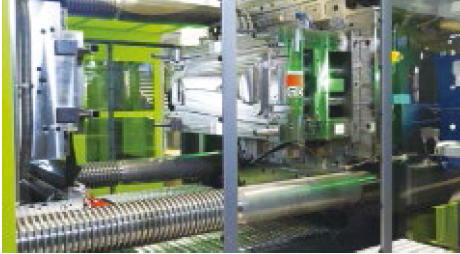
图3 观测车辆:模内刻纹赋予箔所需的表面结构
箔被固定在用于热成型工艺的夹紧框架中并由红外加热器加热(图 4)。加热区域位于 ENGEL viper 60 线性机器人的夹具中。压缩过程在加热时开始,箔通过进气装置被吸入 IMG 模具(图 5)。为了避免将非常薄的箔暴露于过度的热负荷中,可以单独控制加热器区域,箔的表面温度由高温计监测。直接在模具中加热,并立即深拉,可将热损失最小化,并确保最佳的纹理转移。完成深拉工艺后,夹具缩回,机器便可以夹住模具并对箔进行冲压。
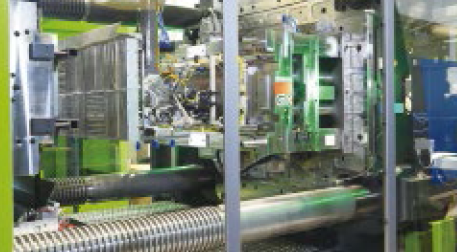
图4 用于加热箔的红外加热器被集成到线性机器人的夹具中
在完成上述操作后,预成型的表面箔和针对汽车内饰优化的聚丙烯(制造商:Borealis,维也纳/奥地利)进行注塑成型。MuCell 工艺就是用于此目的。物理发泡显著降低了原材料的使用量并减轻重量,同时减少了部件的翘曲。ENGEL 将 Trexel 的 T350 气体供应单元集成到注塑机的 CC300 控制单元中,以便集中管理整个工艺。系统自动计算重要的工艺参数,例如基于已知注射重量、螺杆位置、螺杆的周长和规定的气体含量计算气体注入时间。
用于高压的 IMG 模具
制造工艺的开发面临多项挑战,其中包括构建能承受注射成型工艺中高压的 IMG 模具。镍壳的漏斗形孔用于箔深拉的真空过程,最终被安装在钢架上,并用微孔透气的树脂进行支撑,这有助于达到高达 300 bar 的压力。参与该项目的模具制造商是瑞士 Busslingen 的 Georg Kaufmann Formenbau 和德国 Lahr 的 Galvanoform Gesellschaft für Galvanoplastik。

图5 在加热期间,将箔吸入 IMG 模具中后,压缩过程开始
用于注射聚丙烯的热流道系统由意大利 San Polo di Piave 的 HRSflow 公司提供。为了避免在注射点损坏DecoJect ®箔,必须保证在热流道喷嘴中对每根针进行精细控制。HRSflow 通过在热流道中使用伺服电动针控制来确保这一点。
在注射成型工艺之后,线性机器人取出部件并将其传输到 easiCell 自动化单元,在这个单元内会切换ENGEL easix 多轴机器人,以对演示品进行微调修整(图 6)。多轴机器人和激光切割模块非常紧凑地组合在处理单元中。凭借其标准化、模块化的设计,在 K 2016 展会上ENGEL首次展出了一种扩展单元,这种扩展单元有利于将机器人和其他工艺步骤整合到注塑步骤的上游和下游。

图6 对于 DecoJect ® 工艺,easiCell 自动化单元(左)集成了多轴机器人和激光站,用于修整演示品。机器人将部件轮廓沿着激光(右)移动,然后将准备好安装的部件放置在传送带上
激光切割过程是生产周期的最后一步。多轴机器人将可以直接用于装配的部件放置在传送带上,并立即拿起下一个部件,这个部件是在激光加工步骤的同时在注塑成型机器内制造的。
成本效益高达 14 %
Benecke-Kaliko 在开发阶段分析了制造DecoJect ®组件的成本,并将其与生产涂漆模塑件进行了比较。该分析考虑了总成本,包括生产单元和模具的成本,以及涂漆的物流费用。如果将制造涂漆部件的成本作为 100 % 的参考,那么DecoJect ®部件为 86 %。实际的注塑成型工艺(无光洁度优化)占 44 %。这意味着DecoJect ®的成本效益比涂漆模塑部件高出 14 %。
因此,作为一个成本效率很高的替代方案,箔解决方案可替代其它传统方法来生产优质外观组件。此外,它还具有小批量生产所需的灵活性,只需要更换箔卷即可更换颜色或款式。短短几分钟后,生产单元就可以在不产生不良品的情况下进行工作。因此,批量大小不再对单位成本有任何影响。