供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



当前,影响药品质量的有三大因素,分别是原料、辅料和设备。当前制药人士对于原料的把控已基本解决,辅料这块也认识到其影响并对其有一定研究,然而设备这部分,尚未有许多评估和研究。本文主要针对高剪切湿法制粒存在的问题进行一些讨论。
当下高剪切湿法制粒研发和存在的问题:
◆不能制成正常颗粒;部分成粒部分未能成粒或部分成粒部分起球,形成僵颗粒;
◆颗粒大小不均匀。影响压片速度和压力波动;
◆干燥后细粉多、水份含量不均匀、颗粒流动性差、可压性差、不易成型;
◆药物在颗粒中含量不均匀,颗粒粒径分布不均匀;
◆物料锅壁四周粘满物料,锅底结有一层物料;
◆湿法制粒时容易堵塞,出料不尽;
◆压片后片重差异大,崩解时间偏差大,释放差异大;
◆批次与批次之间重现性差;
◆小试、中试和生产转移过程中平行放大性差,参数不能换算质量不能重现。
◆终点判断还依赖人工经验;
◆很多品种湿法制粒后还要靠摇摆颗粒机再制粒;
◆中药生产时或不能成粒,或过度制粒,而且干燥后色差较大等等。
那么如何解决上述情况,在高剪切混合湿法制粒时候对于设备究竟有哪些要求?
◆搅拌桨用于物料干混合加入粘结剂后湿混;
◆能根据物料和粘结剂的特性控制搅拌桨的旋转速度,确保运动形成涡流使物料充分混合;
◆搅拌桨与物料交汇区域要将可能产生的翻腾的物料团快充分打碎成颗粒;
◆搅拌桨与切割刀的旋转速度能使物料产生三维运动,颗粒产生碰撞、摩擦、剪切,使其摩擦均匀、细致,最后形成球状颗粒;
◆设备的机械结构能强迫物料作翻滚运动;
◆能均匀定量的加入粘合剂;
设备制造要求:
◆搅拌桨要与锅底平整;
◆搅拌桨与锅底间隙;
◆搅拌桨与切碎刀的平衡性;
◆搅拌桨与切碎刀的密封性;
◆搅拌桨与切碎刀要有足够的轴功率;
◆控制软件要能提供工艺关键参数的控制点;
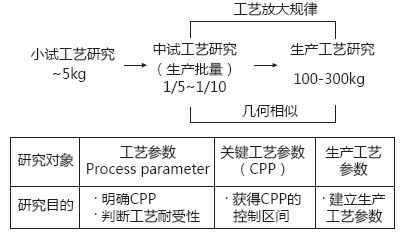
高剪切制粒的关键性工艺参数
高剪切制粒工艺放大的基本思路
◆控制系统;
◆数据检测处理和记录系统;
◆要有安全保护设施;
◆清洗系统。
设备影响工艺的主要技术因素:
◆物料锅的结构形状暨几何参数;
◆搅拌桨的形状;
◆搅拌桨与锅底的间隙;
◆搅拌桨与锅壁的间隙;
◆切割刀的构造;
◆切碎刀与搅拌桨的位置;
◆喷枪的形式;
◆功率的选择。
设备影响工艺的设定参数:
◆搅拌桨转速大小;
◆切割刀转速大小;
◆粘合剂液滴大小;
◆搅拌桨运行时间;
◆切碎刀运行时间;
◆搅拌桨、切碎刀不同时间段的转速;
◆搅拌桨运行扭矩的变化。
生产工艺中制粒终点的控制:
◆优化制粒终点的必要性:
1、提高工艺的耐受性;减小起始物料因素(如粒径、密度、水分)所导致的批间差异;
2、终点窗口窄的处方;制粒过程中可怜性质变化很快,单纯控制制粒时间可能无法满足需求,要通过优化的制粒终点避免过度制粒。
◆制粒终点控制方式:
1.制粒时间;
2.搅拌桨负载(扭矩、功耗);
3.搅拌桨负载+制粒时间。
◆终点选择应基于对整体工艺的考虑,以获得的颗粒质量能够稳定满足下游工艺要求为准,并可形成自动化生产工艺。
如何形成稳定的高剪切湿法制粒工艺?
◆对整体工艺的系统考虑:
1.确定起始物料性质的影响;
2.明确关键设备参数,关键工艺参数;
3.要试验优化工艺,获得关键工艺参数控制区间;
4.合理的工艺放大方法;
5.选择制粒终点的控制策略。
◆确定起始物料性质的影响;
◆明确关键设备参数、关键工艺参数;
◆要试验优化工艺,获得关键工艺参数控制区间;
◆合理的工艺放大方法;
◆选择制粒终点的控制策略。
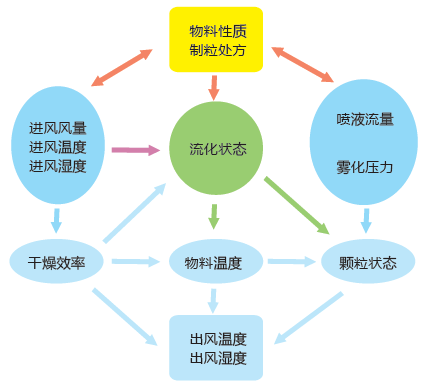
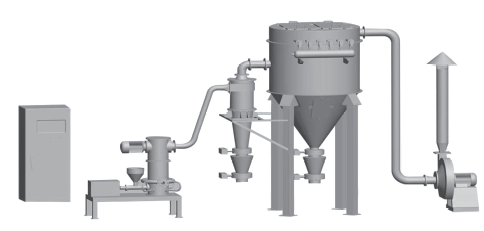
流化床制粒具体分析
下面以流化床制粒示意图为例,首先从设备组成系统来看主要包括:
√ 进风处理系统;
√ 流化床简体;
√ 喷液雾化系统;
√ 物料过滤系统;
√ 排风处理系统;
√ 控制系统;
√ 数据检测处理记录系统;
√ 执行系统;
√ 安全报警系统;
√ 清洗系统。
流化床制粒对设备的设计制造要求:
√ 符合空气动力学的筒体结构;
√ 符合产品工艺的空气分布板;
√ 合适的产品过滤袋;
√ 符合产品工艺要求的进风处理系统;
√ 符合环境要求的出风处理系统;
√ 供液和雾化系统;
√ 防爆系统;
√ 安全系统;
√ 无死角可清洁。
关键设备参数:
√ 风量的设计和控制;
√ 温度的控制;
√ 湿度的控制;
√ 雾化压力的控制;
√ 液体流量的控制。
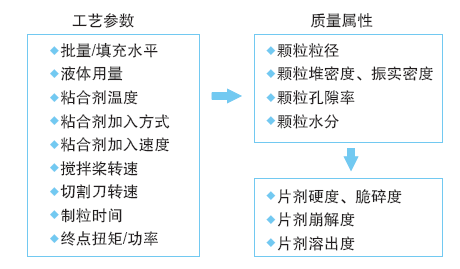
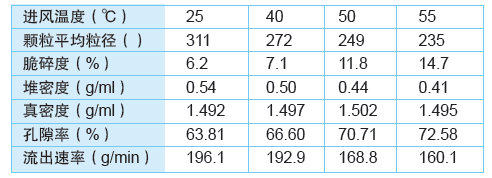
进风温度对颗粒性质的影响
关键工艺参数:
√ 工艺开始阶段进风温度会有一定的波动,利用余热阶段使进风温度稳定于设定值;
√ 喷液过程中进风温度应比较稳定,仅允许有小范围的波动。
√ 制粒工艺中进风温度应得到精确控制,物料或出风温度仅作为工艺控制的参考。
其中风量的放大规律是在工艺放大中,使进风穿过物料槽底部的线速度值保持不变,因此风量放大倍数等于物料槽底盘面积的增大倍数。
流化床工艺放大