 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。




本研究对一个固含量可高达35%的新型薄膜包衣配方,在连续循环包衣过程中的性能进行了评估。共进行了四个实验,并对每个实验包衣片包衣增重的一致性、颜色的均匀度、片面的粗糙度和光泽度进行了评估。
连续薄膜包衣工艺可以缩短包衣时间,提高片面颜色均匀度,因为连续薄膜包衣过程较传统的批次包衣过程,片床更浅,片剂经过喷雾区的频率更高[1]。在传统的批次包衣机中,随着包衣规模的增加,包衣机锅体的直径增大,片床的厚度加深,任何时间点被隔离在喷雾区之外的片剂也增多。这是批次包衣工艺应用过程中一个固有的限制。
虽然连续包衣机的长度增加(长达15英尺),但它的锅体直径却只有生产规模的批次包衣机的一半(或者更小)[2]。此外,连续包衣机片床的深度与实验室和中试规模的批次包衣锅的深度更接近。随着对连续包衣工艺兴趣的增强,包衣设备制造商正在开发更多可供选择的连续薄膜包衣机。其中一种是Driaconti-T包衣机(Driam,Eriskirch,Germany),它是一种利用分隔包衣室,将连续生产与小规模批次生产的优势相结合的连续循环型包衣机 [3]。
由于连续包衣过程中,片剂在包衣锅内运行的时间比较短(通常10-15分钟),因而难以达到需求的包衣量是连续包衣过程过程中一个潜在的局限性。有研究表明,使用高固含量(25%或以上)进行包衣,在不降低包衣效率的情况下,也可以避免出现包衣量不足的问题[4,5]。
本研究对一个固含量可高达35%的新型薄膜包衣配方,在连续循环包衣过程中的性能进行了评估。
方法
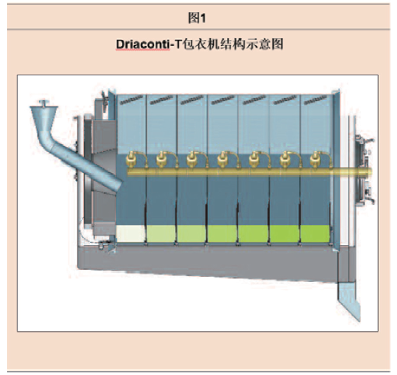
设备。在Driaconti-T连续循环包衣机(如右图)中进行包衣评估。该包衣机配备一个全打孔的、直径为100 cm的滚筒,该滚筒长154 cm,被高30 cm的隔板分隔成7个长度均为22 cm的包衣室。
包衣过程从加热料斗开始,加热料斗将片剂加热到需要的温度,然后将一“小批量”片剂投入到第一个包衣室。每“小批量”片剂在一个包衣室得到一定量的包衣后,并进入到下一个包衣室。通常情况下,片剂在每个包衣室内得到了1/7的目标包衣增重量。片剂在一个包衣室中充分包衣后,内置于包衣室隔板的气动阀控制隔板将包衣室完全打开,形成一个螺旋,将片剂从一个包衣室输送到下一个包衣室,然后隔板再次将包衣室分隔开,开始下一轮包衣。

图为Driaconti-T连续循环包衣机
七个包衣室各配有一把喷枪 (Schlick 970 ABC,1.0-毫米直径,Dusen-Schlick,Untersiemau,德国),可以直接进行片剂包衣。并利用安装在包衣机前部料斗上的7台蠕动泵(Watson Marlow,Falmouth,英国)将包衣液输送到喷枪。每台蠕动泵都被单独控制,并按照包衣室填满顺序启动喷枪,按照包衣室排空顺序关闭喷枪。如果需要,可以通过这种单独控制的喷液系统,实现不同包衣室不同包衣增重,或者在一个包衣过程中进行两种不同材料的包衣。例如,可以在最后一个包衣室进行剖光包衣。图1是Driaconti-T包衣机的结构示意图,文章开始时的图片则展示了包衣室的结构。
配备独立喷液系统的多包衣室结构,允许研究人员单独在一个包衣室内进行试验,以便在进行生产包衣前,确定不同参数设置对包衣性能的影响。
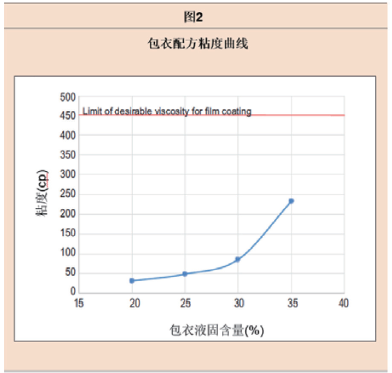
包衣配方和包衣液的配制。本研究使用了由卡乐康公司最新研发的,以聚乙烯醇-聚乙二醇共聚物(Kollicoat IR,BASF,Florham Park,NJ)为成膜材料的,含有色素成分的包衣配方。这个新研发的水性包衣配方,在高固含量的情况下,粘度也会非常低(图2)。通常情况下,推荐的包衣配方的粘度不超过450-500 cp,以便它们易于被蠕动泵输送,并能够形成适当的液滴。每次试验,根据配制包衣液固含量的不同,在标准螺旋桨搅拌器适当搅拌下,将全配方包衣粉加入水中。待全部包衣粉加入水中后,降低搅拌桨转速,并搅拌30min备用。
包衣试验和包衣参数。进行四个试验来评价增加包衣液固含量对包衣效率、包衣均匀性、包衣片面的影响。试验在印有卡乐康商标,片重为300 mg,直径为10 mm的圆形空白片上进行。包衣增重为3.0%。每次试验,包衣液固含量增加,包衣效率也随之增加。其他包衣参数保持不变(表1)。
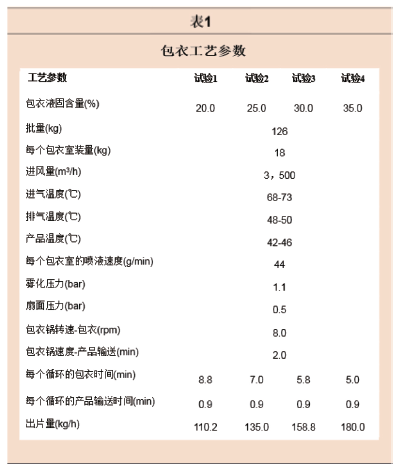
包衣均匀性评价。示踪片用来对包衣过程中每个包衣室内片剂包衣增重和变化进行评价。每片示踪片都用唯一的字母与数字作为标记。示踪片在50℃的烘箱内干燥至恒重,并记录下每片的片重。
每次试验,包衣都进行到所有的包衣室都装载满,且首先被包衣片开始出片。在机器以完全半连续模式运行时,第一组50片的示踪片被加入加热料斗中的18 Kg片剂中。随着包衣过程的继续,每小批量进料中均加入一组50片的示踪片,直到每个包衣室都含有一组示踪片为止。包衣过程一直运行到第一组示踪片到达最后一个包衣室的出料口处时为止。这时,包衣过程停止,收集每个包衣室内的片剂于不同收集袋内。然后从每个收集袋中挑选出示踪片。由于包衣配方使用了较低用量的黄色色素和明显的片面标记,所以即使包衣增重3%后,示踪片仍然很容易被找到(图3)。
将收集到的示踪片再次干燥至恒重,并再次称重测定每个示踪片的实际包衣增重,以及每组示踪片之间包衣增重的差异。包衣前后将片剂干燥至恒重,可确保包衣过程中水分的增加或损失,不会影响包衣增重测量的准确度。示踪片是一种评估不同包衣室之间包衣增重一致性的重要手段。
包衣片的外观。每次试验结束后,从每个包衣室中取出样品进行目测评估,并利用色差仪(型号600,Datacolor,Lawrenceville,NJ) 测定颜色均匀度,表面光度仪(型号PS50 ,Nanovea,Irvine,CA)测定片面粗糙度,表面分析仪(型号805A,Tricor Systems,Elgin,IL)测定片面光泽度。
结果与讨论
自动化系统根据每个试验的输入设置(配方)控制所有的工艺参数。包衣过程开始时,第一个包衣室首先被填满,并对第一个小批量按需要量进行包衣。喷液循环结束后,部分包衣的片剂自动转移至下一个包衣室中,同时第一个包衣室再次被填满。按照这个顺序重复进行这些操作直到所有包衣室都填满片剂,充分包衣后的片剂开始从机器中出片为止。根据对包衣后示踪片的评价,表明片剂可以从前一个包衣室完全进入到下一个包衣室,并未出现不同包衣室间片剂混合的现象。
不同的实验表明,随着包衣液固含量的增加,达到目标包衣增重(3.0%)的时间缩短。出片率从20%固含量时的110 Kg/h提高到35%固含量时的180 Kg/h。
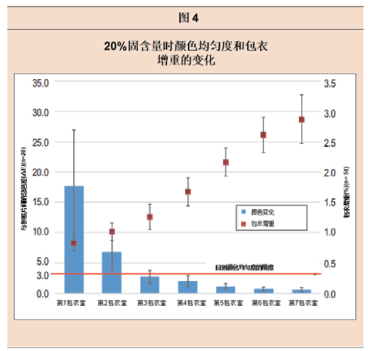
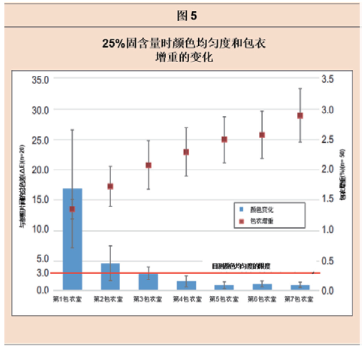
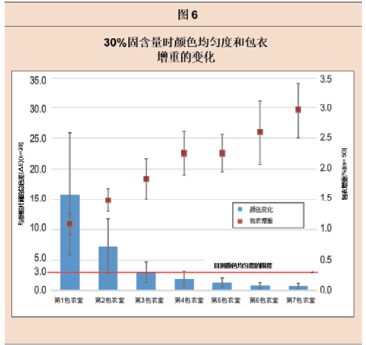
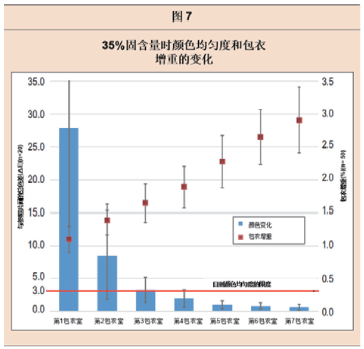
颜色和包衣增重的均匀性。目测四次试验后包衣片的颜色都是均匀的。由于在达到关闭程序之前每个试验都会停止,所以颜色和包衣增重的变化可由不同的包衣室进行描绘。正如所预期的那样,包衣增重从一个包衣室到另一包衣室逐步递增,而与参照片剂间的色差逐步减少。在所有情况下,片剂在第四个包衣室可以达到预期的颜色,在第五个包衣室(包衣增重从2.2增加到2.5%)中,颜色均匀度极佳,并且样品间的标准偏差非常低。图4至图7显示了实际包衣增重和颜色均匀度走势。
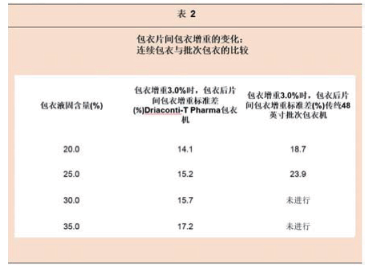
随着固含量的增加,最终包衣增重的片间差异增大,因为包衣效率升高,降低了片剂在每个包衣室内的停留时间(表2)。然而,当使用35%的固含量进行包衣时,包衣增重片间标准差值为17.2%,仍小于先前相同的包衣材料,使用20%的固含量,在传统的48英寸生产规模批次包衣锅中包衣时的增重片间标准差值18.7% [5]。
包衣片外观。所有试验的包衣片均光滑且无任何瑕疵。外观上,使用较高固含量包衣的片剂与使用较低固含量包衣的片剂几乎没有区别。即使使用35%的固含量包衣,片面商标的识别度也极佳(如图七)。
每个试验包衣片片面的光泽度都非常高,超过100GU,且检测仪器显示随着固含量的增加,片剂的光泽度降低,该趋势与一项“薄膜包衣质量源于设计”的研究结果一致。在“薄膜包衣质量源于设计”的研究中,把光泽度作为产品的一个主要美学属性,但是研究中使用的最大固含量只能到达25%,且当固含量为20%或更低时,光泽度值已经超过100 GU [6]。
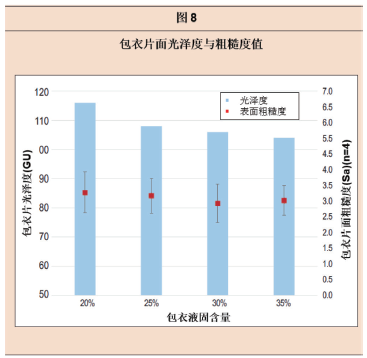
光泽度也会与表面粗糙度相关联,随着光反射的增强,越光滑的表面,光泽度越高。包衣片面粗糙度测量值未显示增加固含量是否会对粗糙度产生影响。起初假设片面粗糙度会随着固含量的增加而增大,但事实上,与最低固含量相比,使用较高固含量包衣时,片面粗糙度反而轻微下降,这归因于此包衣液具有非常低的粘度和表面强度,从而可被有效的雾化、润湿和分散。图8显示了不同固含量包衣后包衣片面光泽度和粗糙度值。
结论
具有独特输送片剂方法的Driaconti-T包衣机,可在包衣液固含量高达35%的情况下生产出均匀度极佳的包衣片。该包衣机的另一个优点是能够在单一包衣室内进行试验,以便为生产规模的包衣过程寻找最优的工艺参数。在这些试验中使用的卡乐康新研发的包衣系统,可保证在20-35%的包衣液固含量范围内,得到优异的包衣外观。
包衣液固含量配制的灵活性,可以使制造商对包衣系统进行优化,使之适应一系列工艺——从传统的批次包衣机到高效连续包衣机。
鸣谢
感谢Driam公司的Rainer Bastian和Rolf Eckel对试验的进行给予专业的指导。感谢卡乐康公司的Chris Neely和Joseph Quinn精心准备示踪片,并对包衣后的样品进行分析。
参考文献
[1] Cunningham CR, Hansell J, Nuneviller III F, Rajabi-Siahboomi AR (2010). Evaluation of recent advances in continuous film coating process. Drug Dev Ind Pharm (36) 2: 227-233.
[2] Mancoff WO (1998). Film coating compressed tablets in a continuous process. Pharm Technol 22 (Oct): 12-18.
[3] Suzzi D, Toschkoff G, Radl S, Machold D, Fraser S, Glasser B, Khinast J (2012). DEM simulation of continuous tablet coating: effect of tablet shape and fill level on inter-tablet coating variability. Chem Eng Sci 69(2012): 107-121.
[4] Porter S (2010). The role of high-solids coating systems in reducing process coats. Tablets & Capsules (8) 3: 10-16.
[5] Neely C, Cunningham C, Rajabi-Siahboomi AR (2015). Evaluation of film coating weight uniformity, tablet progression and tablet transit times in a high throughput continuous coating process. Poster presentation, AAPS 50th Annual Arden Conference, Baltimore, MD.
[6] Teckoe J, Mascaro T, Farrell T and Rajabi-Siahboomi AR (2013). Process optimization of a novel immediate release film coating system using QbD principles. AAPS Pharm Sci Tech (14) 2: 531-540.
