 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



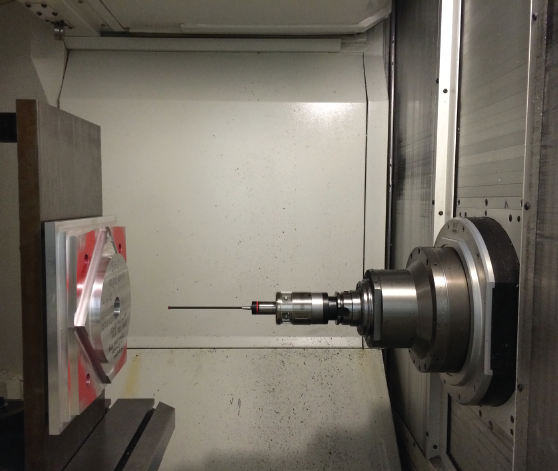
当机夹刀具例如钻头或铣刀与工件发生碰撞时,会产生极大的撞击力。最坏的情况是,电主轴的组件会损坏或完全毁坏。尤其是高价的陶瓷主轴轴承对撞击力极为敏感,很少能在碰撞时不受到损坏,轴、编码器和夹具也同样会受到影响。由于主轴必须修理或更换,维修和停机产生的费用最终会高达数万美元。Jakob Antriebstechnik公司的电主轴碰撞保护技术(MS)能极大降低这些费用。
仿真软件通常可以防止碰撞的发生,但事故仍时有发生,因此公司需要这种保护,以减少停机时间和降低成本。仿真软件就像汽车的视觉系统一样有助于避免事故,但你不会在没有保险杠或安全保护气囊的情况下开车。
在使用机床时,主轴碰撞是最常见的事故之一,而相当令人吃惊的是,业界并没有付出很多努力来开发智能保护系统。
“碰撞很容易发生。”Arno Wörn博士说。他是开发Jakob公司的电主轴碰撞保护技术产品的工程师。
根据德国亚琛技术大学的机床及生产工程研究所(WZL)的评估,更换受影响的零部件的平均成本为25000美元。
合作测试
为了测试这个系统,Jakob Antriebstechnik已与达姆施塔特工业大学的生产工程与机床研究所(PTW)达成了密切合作。
在这个项目中的另一个合作伙伴是亚琛工业大学的机床及生产工程研究所(WZL)。该实验室测试了Jakob Antriebstechnik公司的电主轴碰撞保护系统(MS),并为Jakob提供了在应用于工业生产之前所需的测量回弹值。
这些合作得到了德国柏林的AiF和德国工业研究联合会的中小型企业创新项目的支持。
“但是当电主轴无法修理而必须更换时,这个费用很容易就上涨到4.5万美元以上,”Wörn说。“有时候只要操作错误或程序错误就会造成碰撞,尤其是当操作人员对新机器的操作缺乏经验的时候。”
机床制造商经常会承担保修期间碰撞引起的维修费用,而电主轴碰撞保护系统可以避免它的发生。
只有非常少的机床具有主轴碰撞保护系统。市场上现有的标准系统一般依靠压缩元件,就像汽车保险杠,在发生碰撞时会完全毁坏。对碰撞敏感的机床主轴组件虽然不会受到影响,但仍然会发生停机,因为必须更换压缩元件,而且主轴单元需要进行调整并重新安装,这样机床才可以恢复其原来的精度。
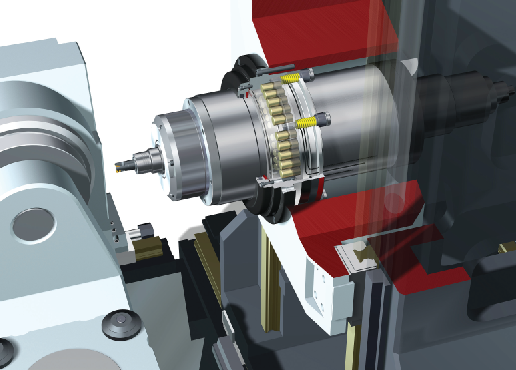
“主轴轴承的严重损害也许可以避免,但是服务成本和停机时间仍然是一个问题,”Wörn解释道,“而这就是电主轴碰撞保护系统与标准系统的区别,前者是一种内置永磁体的双法兰系统。”使用弹簧的标准系统缺乏足够的刚性。
MS电主轴碰撞保护系统的永磁体具有18kN的吸附力,能克服这一缺点。
Wörn解释说:“当刀具和工件发生碰撞时所产生的力超过预定的阈值时,系统会在造成任何损伤之前将其分开。”
机床的合作
GF Machining Solutions为航空航天、医用等行业制造高精密机床。他们在全球范围有超过100台机床安装了MS电主轴碰撞保护系统,并在IMTS 2016上演示了当发生碰撞时优异的表现。他们还计划在以后的展会上在他们的机器上展示这种技术。
Jakob的MS3电主轴安全系统专门为立式和卧式加工中心而设计。
“GF Machining Solutions致力于为我们的客户提供具有高水平安全和保障的工具。我们也努力提升设备的正常运行。Jakob开发的这种机床主轴保护系统正是可以帮助我们实现这些承诺的工具。”GF Machining Solutions的业务发展总监Karl Kleppek说。
MAG公司也测试了MS电主轴碰撞保护系统,并且计划根据客户的要求来提供这种产品作为可选的选项。MAG具有领先的机床加工技术,包括铣削和车削,根据客户的具体应用领域来提供交钥匙制造系统和机器。MAG严格测试了MS电主轴碰撞保护系统的动态刚度完整性,以及碰撞检测的响应以及复原的精确性。
MAG美国公司的首席技术官Douglas Watts说:“所有情况下进行的测试都达到或超过了我们工程师的期望。”
被动的完全机械模式能让系统的反应速度比电子过程监测更快。内置的减震器能吸收碰撞产生的动能。压缩弹簧在这个过程中会引导电主轴精确地重置回原始位置。这样就不再需要额外的外部服务,而停机时间仅限于更换工具。磁体系统设计成一个封闭的单元,这样在切割或钻孔金属工件时碎片就不会进入主轴。MS电主轴碰撞保护系统无需维护,并且可以根据所有标准电主轴的设置来调整。
紧凑的Jakob组件需要在这台机器上有额外的空间,但它可以作为一个独立单元来设计或是集成到现有的电主轴中。它主要帮助客户解决生产中发生的问题,尤其是那些担心频繁的工具更替会引起高事故率的公司。
“已经有日本和美国的公司对德国斯图加特的AMB公司表示了他们的兴趣,”Wörn说,“美国的两家公司已经测试了这种技术,并且在现有设备中添加了这个系统,或是正计划将其作为一种可选项。”
