 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



当今,铣削加工工艺有两个明显的趋向:高速铣削(HSM)和高效铣削(HPM)。高速铣削具体表现为极高的切削速度、较小的吃刀量和很高的进给速度,主要用于工件的精加工和半精加工。而高效铣削则是采用了较高的切削速度、较大的吃刀量和很高的进给速度对工件进行加工,主要用于粗加工。精加工需要很高的转速,高转速也可以使直径较小的铣刀,达到足够的切削速度。在精加工时,吃刀量很小,因此只需要用很小的功率来转换成切屑。而对于高效铣削,由于吃刀量大和进给速度高,就需要很高的主轴功率和转矩(表1)。
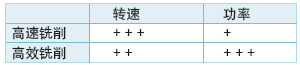
表1. 高速、高效铣削对转速和功率的要求
显然,要实现高速加工,主轴就需要具有很高的转速。特别是在飞机和模具制造业中,由于采用的铣刀都比较小,加工飞机整体结构件的铣刀一般在2-50mm范围内,而加工模具的铣刀直径一般在2-16mm。这就需要很高的主轴转速。假如对于一把16mm直径的铣刀,采用2,000m/min的切削速度来进行加工,就需要约40,000r/min的主轴转速。要实现这样高的速度,主轴的驱动技术则是关键。
电主轴开启了高速铣削的新时代
截至20世纪70年代初,在机床上采用的主要是皮带和齿轮变速传动的主轴(图1),电机轴和主轴之间的这种机械连接方式由于转速很高,不能通过皮带或齿轮来传递力,并且,高速传动时会产生振动和发热,因此依靠皮带或齿轮是很难实现主轴的高转速,难于实现高速切削。在20世纪70年代中期,瑞士Fischer和IBAG相继开发出了电主轴,在1980年,又出现了磁浮电主轴。这对于切削加工,尤其是高速加工来说具有里程碑的意义。确切的说,有了这种直接驱动的电主轴,才有了真正意义上的高速加工。
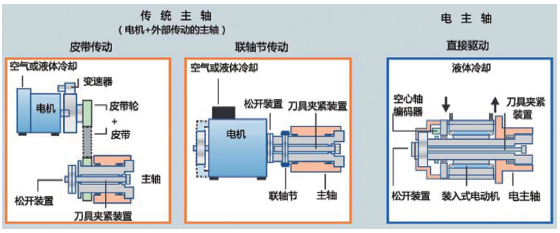
图1. 主轴部件的驱动方式(Siemens 和 Weiss 公司)
电主轴是一种直接驱动的主轴部件,由异步电动机或同步电动机进行驱动,通过变频器给电动机的定子绕组供电,以实现电动机(电主轴)的变速。这种电动机直接放置于两个主轴轴承间的主轴上,在这里,转子是热装在主轴的轴上。这就可以直接驱动装在电动机转子上的刀具进行加工,由此缩短了传动链,构成一个紧凑的单元(图2),提升了主轴部件的性能。由于免去了电机轴与主轴之间的传动元件,因此与传统的的机械变速传动的主轴相比,电主轴具有诸如高速、低噪声、运行平稳、扭转刚度高和结构紧凑(在机床上占用的空间较小)等诸多优点,并且由于电主轴系统惯性较小还有利提高其工作精度和动态特性,另外,由于传递转矩是以非接触方式实现的,因而就没有传动的机械磨损。
从20世纪80年代中期以来,电主轴不仅应用于磨削加工,而且还应用于其它的加工工艺。但是,在20世纪80年代末之前,由于机床和控制系统还不能满足对稳定性和确保轮廓加工精度所必要的进给速度的要求,往往还不能达到主轴高转速所需的切屑厚度(每齿进给量),这就不能保证高的加工质量和足够的刀具寿命,因此,在当时,高速电主轴的应用还是很少。随着数控系统的不断改善,为高速切削广泛应用创造了条件。在20世纪90年代初期,陶瓷混合轴承(滚珠为氮化硅陶瓷,轴承环为钢)以及油气润滑技术相继得到采用,由于陶瓷滚珠强度高和密度小,可降低离心力负载,同时油气润滑效果更好。这些均有助于进一步提高主轴的转速。到了20世纪90年代中期,机床行业对电主轴的需求迅速增长,并由此开始通过电主轴来替代传统变速传动的主轴。
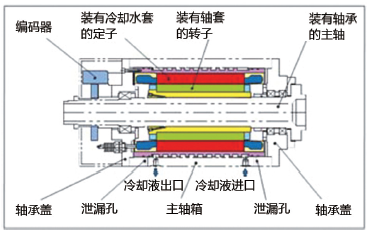
图2. 电主轴的典型结构
在20世纪90年代,许多机床制造厂家由于行业危机,开始把整个部门进行外包。此时,电主轴作为独立的功能部件也很适合进行外包。而专业配件厂家更能专注于电主轴的研发,促使了电主轴技术水平的不断提高。
精度、刚性、转速、功率、成本和运行特性是电主轴的重要参数,而主轴的精度和刚性在很大程度上取决于轴承。所以,轴承是电主轴的最重要的部件。出于性价比的考虑,在电主轴上采用最多的是滚动轴承,它除了具有较高的精度和足够的使用寿命外,还具有较宽的转速范围。在目前,其数量已达到所有电主轴的80%。对于高速主轴,考虑到离心力负荷,主要采用的是混合轴承,角接触球轴承往往成对(轴承外圈宽端的面对面、窄端的面对面、窄端对宽端或多个成对的配置等)使用,可根据转速和负荷来选择轴承不同的成对组合。
高速铣削工艺主要应用于航空工业、模具行业、汽车工业以及精密机械等精密零件的制造。模具行业是高速铣削工艺应用的重点行业,该行业中零件的高速铣削以及其它精密机械零件的精密高速铣削,所需主轴转速一般在20,000-60,000 r/min,功率为15-40kW;在汽车工业加工箱体零件时,由于使用的铣刀直径较大,所需主轴转速一般在2,000-24,000r/min。上述这些转速范围对于模具和汽车行业实现高速铣削而言是足够的;而对于航空工业,主轴的转速一般在15,000-30,000r/min,功率一般在100kW左右。一方面,高的功率以实现整体构件的大余量铣削,达到高效铣削性能。另一方面,这样高的转速也可实现高速铣削。
主轴变频技术推动高效铣削的发展
在航空工业,整体构件是由铝合金板材加工而成的,有90%以上的材料要被去除。加工费用约占到构件费用的90%。这类零件的粗加工在整个切削过程中占据很大比重,提高生产率的关键是要通过提高主轴的转速和功率来实现(表2)。
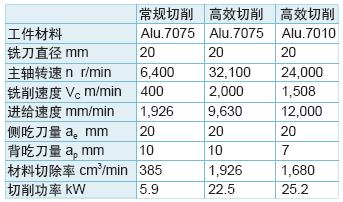
表2 实例:常规切削和高效切削的转速及功率比较
对于材料切除量要求特别大的情况,如果采用高速切削,由于吃刀量较小,要进行很多次的重复切削,通过这样的高速铣削难以提高生产效率。这样的构件需要尽可能地进行高效铣削。而高效铣削时,采用较大的切削深度和较高的进给速度,会产生摩擦、热、较大的切削力,以及刀具磨损加快,从而限制了切削速度,因此需要较大的主轴功率和转矩。
在高效铣削时,往往要通过充分利用高速主轴的最大功率,来获得尽可能高的材料切除率。为了较大幅度提高飞机铝合金整体结构件的材料切除率,机床厂家面临着来自多方面的挑战。除了要求机床具有高的刚性、高动态的运动轴和用于高效切削的刀具外,高转速、大功率和高刚性的电主轴则是居于首位的关键技术。显然,开发大功率高速主轴,对于高效加工铝合金整体构件具有特别重要的意义。
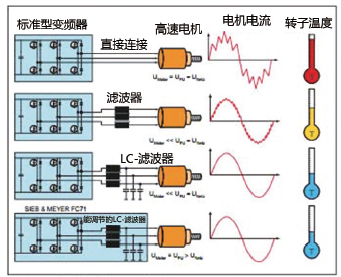
图3. 滤波器的不同布局
从主轴结构来说,一方面要涉及主轴轴承,以承受高的切削力;另一方面,要通过提高功率密度,使主轴结构更紧凑。由于同步电主轴具有功率密度大、结构空间小和效率高等优点(表3),已较广泛采用同步电动机替代了异步电动机。
开发的重点是在较高转速的情况下提高电主轴可供利用的最大功率,以优化粗加工工艺。也就是说,主轴电机既要有高的转速,又要兼备高功率,电主轴的高转速要通过提高频率来实现,而高的功率则需通过提高电压和电流来实现。

表3 同步电动机与异步电动机功率和转矩的比较(瑞士的Step-Tec 公司)
虽然,通过提高脉宽调制时序脉冲频率来提高输出频率,可以提升主轴转速。但是结果是显著降低了可支配的电流,影响到功率的提高。
对于同步电动机来说,一个重要问题在于——转子,在这里磁铁和由于圆周运动的高速度所需的转子电枢对于过热是很敏感的。当考虑到,在相同功率情况下高速电动机的转子尺寸要比低转速的转子小很多,这使得高速电动机转子的散热条件变得很差,很容易超过热负荷的极限,从而导致转子的损坏。由于存在结构上的限制,随着达到主轴最高转速,主轴功率会急剧地下降。
在电主轴中,除了电动机的铜损和轴承的摩擦损耗外,另一个重要的损耗是——变频器引起的附加损耗,原因在于其提供非正弦波形的电流和电压,由此产生有谐波成分的频率,导致在电动机中产生涡流损耗,使电机发热。为了减少频率的谐波成分,以克服变频器产生的损耗,采用功率半导体以尽可能高的开关频率进行工作。但是,这会受到由变频器产生的损耗的限制。因此,在电动机的供电线路中接入滤波器或者电感—电容(LC)滤波器(图3)。从热负荷的观点看,可以建立一种在一些应用领域里能够接受一定热负荷的运行系统。但是,如果考虑到铝合金的高效加工,无疑是受到主轴功率方面的限制。因为,在这里所必需的滤波器或者电感—电容(LC)滤波器会显著降低电动机可供利用的电压(U电机<< U滤波器)。其结果是导致成比例地降低电机的功率,并最终降低了切削功率。在生产中,这意味着使电动机理论的额定功率降低40%或者更多。
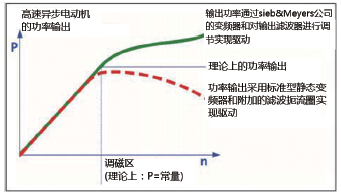
图4. 采用标准型变频器或FC71 变频器实现驱动时的功率输出
为了解决这个问题,德国Sieb & Meyer公司在FC71变频器系统中将电感—电容(LC)滤波器成为变频器的组成部分,在工作时可以对LC滤波器进行调节。通过调节使滤波器输出正弦波形的电流和电压,这样,使变频器引起的电机损耗几乎为0。由此使电动机,确切地说是使转子中附加的热降到最低。另一方面,这种变频器的结构能使电动机电压要高于电网的供电电压。例如,在电网电压为AC 400 V, 而电动机电压却达到AC 560 V。其结果是不仅可以达到电动机标定的额定功率,并且能进一步提高它的功率,而这时并不需要提高电动机的额定电流(图4)。
从主轴-变频器系统的创新中,使得“高效”加工中心的制造厂家可以通过高端变频器提供这种性能,充分利用电主轴理论上可支配的功率潜力,从而提高铝合金的材料切除率 (图5)。以DST 公司的Ecospeed F高效加工中心为例,其主轴功率为120 kW (S1),转速30,000 r/min,加工铝合金时的材料切除率可达10 l/min。当该机床采用FC71变频器后进行试验时,结果显示,当连续运行的功率(S1)达到了140 kW,相应的材料切除率可达到13 l/min。通过采用这类高端变频器提高主轴功率,从而提高材料切除率的例子还有很多,又如通过采用Aradex公司的VECTODRIVE主轴变频器,一个100 kW的同步电主轴,其材料切除率可以达到12.5 l/min.。以及Fischer公司其电主轴MFW-2320/30,功率(S1)100 kW,采用公司自己开发的变频器,加工时材料切除率达到12 l/min,。根据经验,100 kW功率相应的材料切除率也只能达到8 l/min的材料切除率,而采用高端变频器后其生产率提高了50 %。
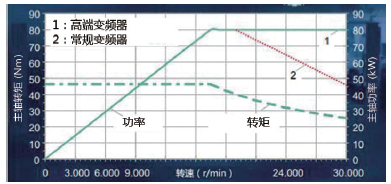
图5. 以一个使用中的80 kW 主轴为例,进行功率比较
基于变频器领域里的技术进步,电主轴的功率不断得到了提高。在2013年,Fischer电主轴公司开发的高转速大功率的电主轴MFW-5003/04,其功率高达 400 kW(S1),材料切除率达到 30 l/min。又如DST公司,专门为加工整体构件开发的Ecospeed系列加工中心,也随着电主轴领域里的技术进步,不断更新搭配的电主轴技术(由GMN Paul Mueller Industrie公司提供),主轴功率也因此不断提高——从80 kW提高至120 kW。
可以看出,铝合金构件材料切除率大幅度的提高,主要得益于高端变频器和大功率高转速电主轴的开发和应用。值得期望的是,随着电主轴技术的进步,能够推动高效加工机床生产率的进一步提高。
结语
电主轴是现代机床最重要的功能部件,是机床的核心,其性能直接影响到机床的刚度、精度、动态特性和生产率。在电主轴的发展中,通过机电一体化设计,采用合适的轴承和润滑技术,并利用高端主轴变频器使主轴不仅实现了很高的转速,并且还实现了很高的功率或转矩,不断进步的电主轴技术与不断改善的刀具技术和机床技术相结合,有力地推动了高速和高效铣削工艺的不断发展。
