 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



对于双金属机筒和双金属螺杆,业内人士早已不陌生。但是面对一些“高大上”的双金属产品市场应用和技术难题,例如“现在国内制造双金属机筒厂家很多,但是为什么镍基合金保护层的硬度很少能找到HRC 55以上的?”,例如“我们要采购耐磨损的内径¢14注射机双金属机筒,要求HRC 60以上,为什么找不到国内供应商?”,等等,那些热衷于同质化竞争的供应商在这些难题面前往往是顾左右而言他,望洋兴叹。
这些双金属成型的难题就真的没有办法解决了吗?探究这个问题,我们有必要先回顾双金属机筒和双金属螺杆的基本技术发展轨迹。
双金属技术的研发背景
作为一种重要的替代材料,高分子材料,尤其是典型的塑胶在日常生活以及各类工业中的应用范围越来越广,塑胶经改性后的品种也越来越多。例如在塑胶中常常加入碳酸钙、高岭土、红泥、二氧化硅等进行改性,或加入玻璃纤维、碳纤维、硼纤维等予以增强。由于这些填充料及增强剂的加入,一方面塑胶性能得以改善而适用于制造某些特定产品,另一方面则加剧了对塑胶加工机械,尤其是塑胶挤出机或注射机心脏部件-机筒螺杆的磨损和腐蚀,而生产厂家更换这些部件或停机检修必须花费大量的财力、物力和停机维修时间,生产效益明显受到影响。
上海原元康机械集团公司的主要领导成员,是上世纪八十年代在国内首先参与研发双金属机筒和双金属螺杆的主要成员,经过多年来的不断地探索和改进,在挤出机核心部件工作面拥有各类耐磨损耐腐蚀合金保护层的双金属机筒和双金属螺杆,并以其优异的使用寿命和无可比拟的性价比,受到业界广泛好评。
双金属机筒、螺杆耐磨损机理分析
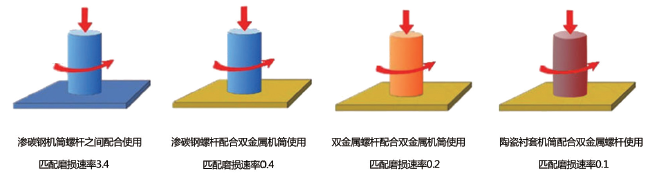
双金属机筒和双金属螺杆的合金保护层由于硬度较高,而且这个硬度不存在梯度,因此是常规渗氮机筒螺杆所无法比拟的,如果采用铁基Ω101合金作为内孔保护层的双金属机筒,配套的螺杆采用螺棱顶部具有镍基FX4合金保护层的双金属螺杆,大量的理化实验数据告诉我们,这二种合金材料之间的“摩擦副”,即匹配磨损减量最小,金属之间的摩擦表现是“打滑”(见下图)。这个特点非常适合挤出机工况条件中螺杆的螺棱外表面与机筒内孔壁之间的接触磨损,可以在很大程度上延缓挤出机因螺杆与机筒配合间隙增大而导致的产量下降。由于普通硬化渗氮层的厚度是0.50毫米左右,而且这个硬度梯度非常大,而双金属结构的机筒螺杆合金层的厚度一般达到2.0毫米,由于二者之间匹配磨损的改善,因此双金属形态的机筒螺杆在相同工况条件下的使用寿命一般是普通渗氮机筒螺杆的四倍以上,这是有理论依据的。
双金属机筒、螺杆合金保护层达标条件
最近,国外有一家专业制造双金属机筒螺杆的公司,也曾经多次向原元康公司采购过双金属机筒螺杆的大型企业总经理亲自带队来原元康公司考察,打算采购原元康目前受到国家专利保护的双金属机筒离心铸造成型设备“柴油喷射炉”。原元康向他们询问,为什么现在中国大陆可以向他们提供双金属机筒螺杆的制造公司这么多,而且价格真的不高,他们还要投资这个大型设备?他们的回答是:“我们曾经从中国一些公司进口的双金属机筒,多年来合金层硬度都没有达到我们的理想要求。例如铁基耐磨损合金层,达标硬度应该是HRC 58以上,但是我们拿到的都是硬度徘徊在HRC 55左右的。更糟糕的是碳化钨增强镍基合金层,达标硬度应该是HRC 55以上,例如美国XALOY公司的X800合金,但是我们从中国部分公司拿到的都是硬度不到HRC 50。我们考察了贵公司的离心铸造设备和其他公司的同类设备,发现最大区别是双金属机筒成型的高温炉。这个高温炉,中国许多公司都采用电炉,而原元康公司与美国XLOY公司类似,采用的都是柴油喷射炉。这里面一定有原因”。
作为一个专业从事双金属机筒螺杆的制造公司,他们考虑的问题与其他终端类用户不同,原元康的技术人员表示叹服。
由此延伸出一个非常现实的问题,即我们国家一些双金属机筒螺杆制造企业技术深化不够,技术创新不够。他们往往模仿得多,低价位竞争得多,办企业目的非常简单,即“迅速捞钱”。例如上面提到的“碳化钨增强镍基合金层机筒”,离心铸造成型的镍基合金层硬度一般都比较低,例如这个公司还提到的“内孔小于25毫米的双金属机筒,中国很多专业公司无法提供”,等。令原元康感到担忧的是,如果长此以往,盲目跟风,停留于模仿,不能脚踏实地搞研发,我们国家的基础工业水准什么时候才能真正赶超国际先进水平呢?
双金属机筒、螺杆合金保护层不达标原因分析
原元康公司以前曾在微信公众号发布过一篇文章:【微观分析合金保护层的硬度及其抗磨损机理】,文章分析到的双金属机筒成型最大困难之一是层内硬质相转移问题,见下图:
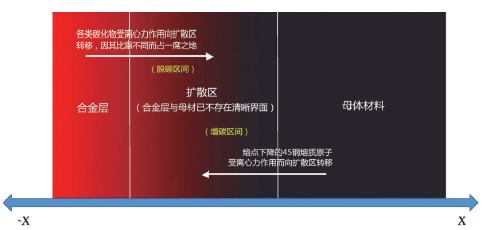
从微观层面讨论合金层的耐磨损性能,我们不得不重提上述“硬质相偏析”问题,即镍基合金层中原来添加打算用来增加合金层耐磨损性能的那些有限比例的碳化钨,虽然其熔点高达3380 ℃而不必担心高温下的被烧损,但是碳化钨的比重却高达19.254 g/cm3,与平均比重仅为8.902 g/cm3的基材为镍-铬合金相比较,碳化钨重了2.16倍。在离心铸造条件下,这些重量更大的碳化钨硬质相会向离心力相对较低的母材与合金层交界面转移,形成比重上的“硬质相偏析”(见上图分析),导致双金属机筒内孔工作表面硬质相占比减少,合金层不能达到预期的耐磨损后果。
因此,我们的研究方向,我们的成型工艺重点,就应该针对怎么样减少这个比重较重材料的被“转移”,减少这个硬质相的偏析。诚然,镍基合金层的成型条件相当苛刻,但是“上帝在勤劳人面前会让路”,方法总是有的。原元康公司碳化钨强化镍基合金层双金属机筒之所以能够达到较高的硬度标准,满足用户对硬度和耐磨损性能的要求,归功于原元康公司管理团队和技术人员的脚踏实地,大数据分析炉前工艺参数,精确到“计秒”的工艺步骤等。而这些,是需要“沉下心”来做的。
在没有添加碳化钨的铁基类耐磨损合金层成型过程中,例如原元康公司早期研发的Ω101高堋马氏体白口铁合金,在离心铸造成型过程中其实同样存在类似的硬质相偏析问题,只是由于各元素比重相差不像碳化钨材料这么悬殊,因此比重矛盾暴露不多。加上铁基材料在过了熔点以后的流动性是镍基材料无法比拟的,这个偏析矛盾更不显眼,所以“比重偏析”对铁基合金保护层的硬度威胁并不大。然而,“上帝面前人人平等”,比重偏析矛盾减少了,殊不知铁基材料其实对温度更为敏感,只要机筒在高温炉内时间略长,或者温度略高,所形成的“碳化物”硬质相很容易被“烧损”,Ω101合金配方理论上应该有的离心铸造后碳化物比例减少了,硬度就降低了,耐磨损性能就达不到了。这就是为什么有的公司能够模仿原元康公司Ω101合金配方,但是却达不到高硬度的原因。
上面提到的合金层硬质相被“转移”和被“烧损”,直接原因无非就是双金属机筒在高温炉内所承受的温度和所停留的时间。如果承受温度过高和停留时间过长,谁都无法保证合金层内各类碳化物硬质相不被“转移”,或不被“烧损”。众所周知的是,将柴油喷射炉与“一般功率电阻炉”相比较,后者的“瞬时热效率”更低,因此也更容易为硬质相的转移和烧损创造条件,这正是原元康公司多年来始终坚持采用柴油喷射炉成型双金属机筒的原因,也是用户所说的“中国许多公司都采用电炉,而贵公司与美国XLOY公司类似,采用的都是柴油喷射炉”的原因。
这个用户坚持向原元康公司采购双金属机筒离心铸造成型设备的“柴油喷射炉”和“离心机”,尽管明明知道原元康公司申请了国家专利保护而需要付出一定的代价,同时要求原元康公司转让多年来积累的铁基合金层和镍基合金层成型的不同炉前工艺,我们不得不感叹海外用户的敬业精神。
