 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。




本文提出了一种重新利用寿命终结(EoL)的热固性复合材料产品的新技术。
如何处理废弃的聚酯游艇?
在过去的二十年中,人们研究和开发了好几种工艺用于热固性复合材料的再循环。2016年3月的巴黎ACMA会议(ACMA即美国复合材料制造商协会)对此进行了回顾。然而,迄今为止,对于热固性复合材料来说,不存在能够以有用形式重新获得原材料(热固性树脂、增强纤维)的回收方法。目前,欧洲采用所谓的“水泥窑路线”作为热固性复合材料的回收方法。但通过这种方法,寿命终结的热固性复合材料中只有燃烧的能量和二氧化硅能在水泥窑中重新获得。
本文介绍了一种新技术,可用于寿命终结的热固性复合材料产品的有益的再利用。该方法是由政府拨款资助,由位于荷兰兹沃勒市(Zwolle)的温德斯海姆应用科学大学(Windesheim University of Applied Sciences)聚合物工程系教授开发的。
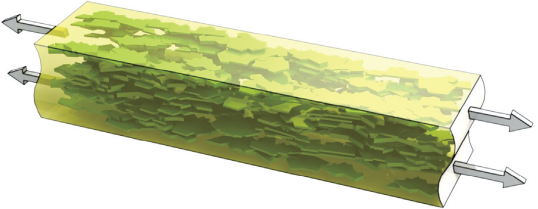
图1 填满了颗粒状再利用材料的产品。
由于目前只有欧洲有一项关于EoL数量的研究,可从德国强化塑胶联盟(AVK)获得,而温德斯海姆应用科学的一项研究则扩大到了荷兰的EoL热固性复合材料产品的数量。结果表明,目前在荷兰,市场上每年有4.5千吨的EoL热固性复合材料产品适用于新开发的再利用原理。这主要涉及聚酯游艇、风车转子叶片、筒仓和波纹板。据了解,未来15年内EoL聚酯游艇的数量将增长到4.0千吨/年。市场潜力很明显,于是研发了一种新方法,利用了仍然存在于寿命终结材料中的机械强度和耐腐蚀性。
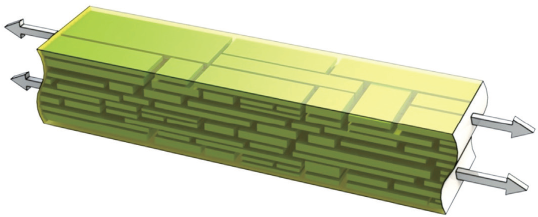
图2 填满了长方形再利用材料元素的产品。
结构再利用原理
EoL热固性复合材料产品的结构再利用原理是基于使用从EoL产品中获得的长的、长方形元素,这些EoL产品是嵌套于原始材料中的。为了得到最大刚度,需要比较高的填充速度,因此原始嵌套材料(树脂)的数量受到了限制。它们的长方形形状使得这些元素有助于增强新产品,如图1和图2所示。第一块材料由颗粒状的再利用材料构成(绿色,用‘re-used’中的‘r’作为下标来表示),并且嵌套在聚合物基体中(黄色,用下标‘m’表示)。另一块材料由嵌入的长方形元素形式的再利用材料组成,再一次嵌入原始材料中。通过使用经典的微机械模型,可以预测得到的新复合材料的刚度(E模量)和强度(用下标“c”表示)。
(1) 有效弹性模量:(基于系列模型)Ec≈(Er•Em)/(vr•Em+vm•Er)
(2) 有效抗拉强度:σc<σm
(3) 有效弹性模量:(基于平行模型)Ec≈vr•Er+vm•Em
(4) 有效抗拉强度:σc≈vr•σr
在公式(1)、(3)和(4)中,使用了各分量的体积分数,并用符号‘v’来表示。
接下来的例子表明只有通过使用长方形元素才能起到增强作用。当再利用的材料以颗粒状(比如粉末)加入时,只能获得刚度的加强效果,强度反而降低了(见表1)。

表1 理论上预测的性能
Em=3GPa σm=50MPa(如非增强的聚酯)
Er=20GPa σr=300MPa(如玻璃纤维增强聚酯)
vr=0.5=50%(总体积的一半由再利用材料组成)
实践中的结构再利用
通过以下系列图片来说明EoL热固性复合材料产品在实践中的结构再利用原理。第一步,过时的聚酯船船体被加工成大的面板(见图3)。

第二步,这些面板被锯成长条或碎成大的薄片(见图4)。

最后,应用真空灌注法,在再利用的材料基础上制造新的复合材料轮廓。在增强元素中注入原始聚酯树脂和额外的原始玻璃加强筋(见图5)。
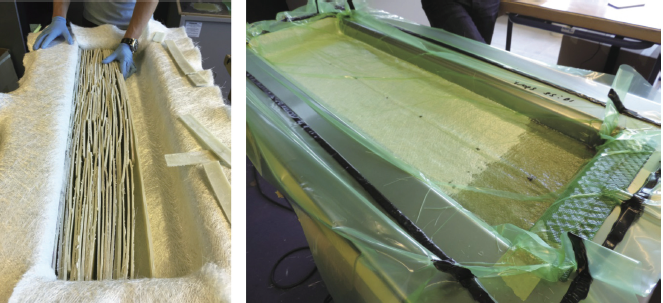
图5:应用真空灌注法,制造新的复合材料轮廓。并在增强元素中注入原始聚酯树脂和额外的原始玻璃加强筋。
可能的产品和应用
基于EoL元素的新型复合材料重新获得了原有复合材料的力学强度。此外,由于热固性复合材料具有很长的使用寿命,所以基于再利用材料的新产品仍然具有抗腐蚀能力。然而,再利用的方法有两个主要缺陷。首先,由于需要嵌入再利用的元素,所以制作的产品是不可能非常轻的。嵌入物导致了额外的原始树脂和增强作用,以使再利用材料有助于新产品的机械强度。其次,由于再利用元素相当大且不灵活,很难建造出具有复杂形状的新产品。因此,新的产品将局限于直的、不太复杂的形状,例如型材、板材和板材等。
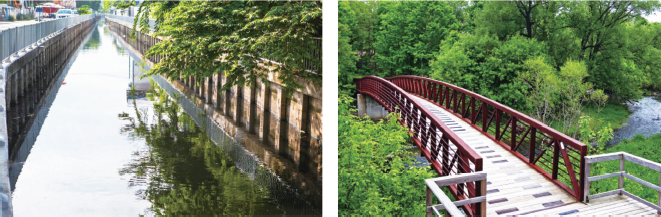
图6:运河的挡土墙和桥梁面板等基础设施应用非常适合于再利用的EoL 复合材料。
研究发现,通常的基础设施应用非常适合于这种类型的产品,例如运河的挡土墙和桥梁的面板(见图6)。
然而,由于再利用热固性复合材料的新产品建造得非常坚实,其他的优势显现了出来:高抗压强度、冲击强度和抵抗局部负荷。高机械强度和外部耐久性的结合使得用于起重机或重型车辆的支撑面板具有极好的应用前景(见图7)。

图7:再利用热固性复合材料高机械强度和外部耐久性的结合,使得用于起重机或重型车辆的支撑面板具有极好的应用前景。
通过使用条带进行性能研究
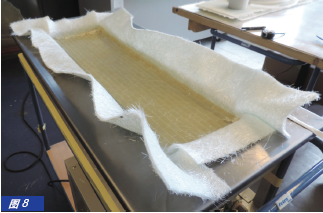
为了研究条带长度对增强作用的影响,制造并测试了一系列的面板。为了进行学术对比,我们没有用EoL材料,而是使用了厚度5毫米(mm)的原始玻璃纤维增强的聚酯层压板,并且两面都有剥离层。由此,将层压条切割成宽度为20毫米,并在尺寸为L×W×T = 1000×300×23mm的测试面板中用作增强元素。将四个这样的条带平放着结合在一起,就形成了20毫米的加强芯。使用2×450g / m2的灌注玻璃垫制造出约1.5毫米厚的围绕壳体。最终面板是通过在芯体中使用长度分别为40毫米、80毫米、200毫米和1000毫米的加强条,灌注邻苯二甲酸(orthophtalic)聚酯树脂的方式来制造的。图片展示了在用灌注玻璃垫覆盖之前的长40毫米的四个条带的结合(见图8)。
为了研究粘附性,用具有平坦表面(通过省略剥离层)的长40毫米的条带制备了一块测试面板。此外,使用从聚酯船体上切割而不进行任何表面处理的长1000毫米的条带也制造了一块测试面板。最后,用垂直放置的长200毫米的条带制备了一块测试面板,而不是平面的。在所有的测试面板中,条带沿测试面板的长度方向定向,并且条带和相邻条带交错排列(水平和垂直)(见表2)。
从每个测试面板长度方向上切割尺寸为L × W × T = 360 × 50 × 23 mm的样品。试验重复5次。样品根据ISO 178进行三点弯曲试验。图片显示了长度为80 mm的条带的样品试验(见图9)。
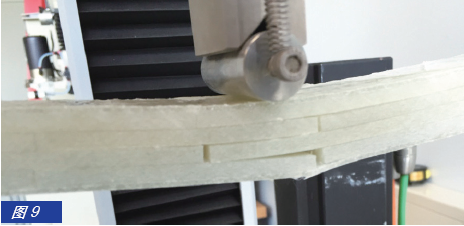
图10表明了芯的弯曲强度和条带长度之间有明显的关联性。由于具有足够的带材长度,因此其弯曲强度达到了200MPa以上。在省略了剥离层的长40mm的条带条件下,看到粘合性差对弯曲强度有负面影响:弯曲强度低至36MPa。此外,使用从聚酯船体切割的强度相对较低的99MPa的条带也可能导致粘合不好。在测试期间,这些条带在凝胶涂层那侧分层了,显示出了光滑的分层表面。然而,通过垂直放置长200mm的条带,观察到弯曲强度有所改善(见图10)。
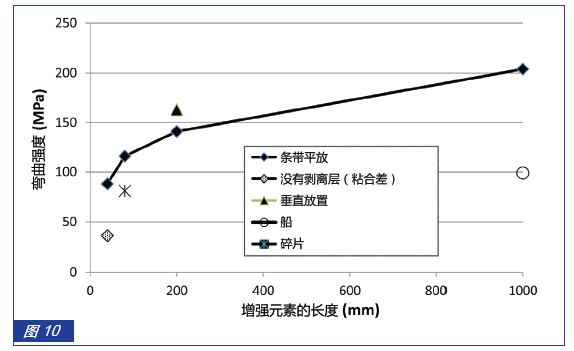
在图中,同样在80mm长度的位置,强度是由薄片制成的面板贡献的。可以知道该强度为81MPa。此薄片是通过将EoL热固性复合材料切碎以获得约80mm的平均薄片长度的方式制备的(见图11)。

相比锯或水刀切割,粉碎可能是将EoL热固性复合材料加工成增强元素的更为经济的方法,虽然这还有待进一步研究。粉碎是一种非常有前景的方法,因为可以以低的成本加工出大量的EoL复合材料产品。
实现商业化的应用
根据最新获得的复合材料的机械性能和来自市场的压力,为了提出EoL复合材料的解决方案,荷兰弗莱福兰省(Flevoland)启动了在莱利斯塔德市(Lelystad)生产和放置20米挡土墙的试验。在这个项目中,随着荷兰复合材料行业的发展,温德斯海姆应用科学大学将继续研究新方法在经济上的可行性,并监测材料的长期性能,以期将来能实现这一技术的工业化和商业化的成功。
