 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



低速加工铝合金时,由于其具有粘刀的特性,很容易产生严重的积屑瘤,进而会导致刀具的寿命变短、加工面粗糙等一系列问题。因此,大部分制造商都会选用高速切削的加工方式。然而要想获得低成本、高效率的锯切效果,还需要考虑更多的因素。本文将针对两种锯铝加工方式进行分析探讨。
圆盘锯下料加工
在未开发出高速带锯床之前,圆盘锯速度高,适合铝切割,因此,圆盘锯是早年非常流行的锯铝加工方式。制造商通常将圆盘锯高速切入、切出工件称为“恒线速恒进给速度”。此外,圆盘锯的加工精度高,所以工件表面非常平滑,工厂可以减少二次精加工从而节省人工设备成本,这在既单一又直径小的棒材重复锯切下料时,优势尤为明显。
然而,采用圆盘锯也存在劣势——前期投资高,设备占地面积大,单片锯片成本高。比如锯切直径为500mm的铝锭时,圆盘锯片所需直径至少为1,000mm,甚至有时达到1,200mm左右,当然圆盘锯锯床也要足够大,设备刚性要足够好,才能使大直径的圆盘锯锯片高速平稳转动。此外,圆盘锯还会造成大量的材料损耗,例如1m的锯片,其切缝宽度达8.4mm左右。
目前,通常认为在锯切150mm以下的圆棒时,由于锯片的厚度相对较小,圆盘锯锯切加工精度效率高,加工方式仍建议首选圆盘锯锯切。
带锯下料加工
选用带锯切铝在以前或许并不是最佳选择,但进入新世纪后,情况大为改观。随着高速带锯床设备制造技术和高速锯切带锯条技术的不断发展,大型铝锭或铝板采用带锯锯切的效率几乎与圆盘锯相同。
对于投资者而言,高速带锯设备的前期投资成本要比圆盘锯低得多。因为带锯的体积小,所需要的设备占地面积也小。
为了达到更高的带锯寿命,高速带锯床在设备运动方式的控制上进行了改进,针对带锯以同样的高速切入件和切出工件时,锯条很容易损坏的情况,将进给运动方式改为在切入切出部分的进给速度缓慢上升和缓慢下降,从而延长带锯的寿命。
在锯切效率方面,高速带锯床由于在设备机械设计方面采用了先进的抗振动措施,运动控制中采用了先进的运动控制设备,能精确的控制高速运行下的各项运动指标,因此,高速锯床在大型材料的锯切效率上也追赶上了圆盘锯的锯切效率。
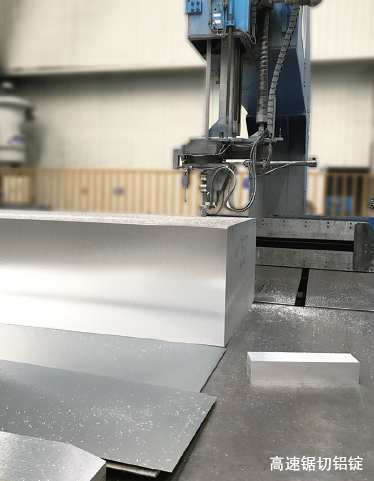
例如某切铝全自动立式带锯床的锯切参数:
材料规格:3,000×2,000×800 mm
锯切效率:3,000cm2/min
平整度:± 0.5 mm
工件粗糙度:<40μm
为了适应高标准的锯切精度和速度,带锯条厂家也在不断改善带锯条的齿型设计和背部的疲劳性能以及其他刀具特性,使带锯条性能满足高速高精度的锯切条件要求。如湖南泰嘉新材料科技股份有限公司推出的高速切铝硬质合金带锯条TCB-PRO-AL系列,其锯切效果完全符合高速切铝的产品特性要求。此外,带锯高速切铝还有一个优点就是节省材料,提高成材率。如34mm宽的锯条切出来的锯缝仅为2mm左右,而采用圆盘锯锯切较大的工件时,其锯缝几乎是带锯条的4倍。

以锯切650mm高5系的铝合金为例,高速带锯床线速度可达2,500m/min,而进给速度通常能达到200mm/min,锯切效率是普通双金属带锯床锯切效率的40-90倍。
结论
究竟是采用高速带锯还是圆盘锯锯切,主要还是根据具体应用来进行选择。笔者建议如果锯切直径为150mm以下的棒材时,采用圆盘锯,这种方式8小时能够加工5,000件工件,工件表面也非常光滑;而高速带锯锯切则更适用于直径为150mm以上的材料。
