 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



不同热塑性发泡塑料的性能特征与应用
(1)PVC及EVA发泡材料
PVC发泡材料出现比较早,由于PVC的强度比较高,本身不易燃烧,耐臭氧、耐老化性能较好,而且熔体黏度高,因而采用AC发泡剂较容易发泡。更重要的是价格便宜,因而成为较早用于制鞋工业的发泡材料。但由于PVC的玻璃化温度(Tg)约为87℃,室温下是硬塑料,不宜直接用作鞋底材料,因而早期多依靠加入较多的增塑剂,以降低其Tg。然而,这些增塑剂多对人体有害,而且也很容易像人体出汗那样随时间的延续而流失,令鞋底迅速硬化、脆化而断裂。故逐渐改用所谓高分子增塑剂(增韧剂)对PVC进行改性,其中使用最为普遍的就是EVA。近年来,有人采用大量氢氧化铝或氢氧化镁填充PVC,再加入发泡剂、抗热老化剂等,采用模压发泡成型,制备出阻燃发泡PVC。由于氢氧化铝或氢氧化镁同时也具有吸收氯气的能力,因而降低了PVC燃烧时产生的氯气,避免了燃烧烟气的毒性。因而制备的板材具有防腐、防潮、防霉、不吸水、可钻、可锯、可刨、易于热成型、热弯曲加工等特性,广泛地应用于家具、橱柜、浴柜、展览架用板、箱体芯层、室内外装饰、建材、化工等领域用板等行业。遗憾的是,PVC在聚合过程中污染很大,仅由于氯碱平衡需要,尚不能杜绝生产。
EVA通过发泡也可单独用作为鞋底使用材料,以拖鞋软底为其代表。EVA是乙烯与5%~40%醋酸乙烯酯(VA)在高温、高压下通过自由基聚合得到的共聚物,与低密度聚乙烯(LDPE)的结构较类似,长支链较多。PE的Tg大约为-78℃,LDPE的熔点约为108~126℃,而共聚进入分子链的VA,却在很大程度上改变了PE的性能。由于VA的加入必然破坏了原PE分子链的规整性,降低了聚合物的熔点(Tm)与结晶度。但与之相反,VA的加入却增加了原PE分子链的刚性,因而提高了聚合物的Tg。由于EVA中VA含量的不同,Tg与Tm均不确定,而是处于一个范围。为了便于使用,对EVA常标出软化温度,大约为75℃。此外,由于VA的加入大幅度增加了分子链的极性,因而也增加了对其他材料的粘结性,故被大量用于热熔胶领域。用作发泡鞋底的EVA通常VA含量在15%~22% wt之间,由于分子链枝化度较大,因而熔体强度也相对较大,发泡较容易。在添加AC发泡剂、交联剂后一起混炼,然后在模具中先发泡,再交联,得到制品。由于材料的分子量远低于通常橡胶,主要依靠交联来维持材料的形状,因此材料的压缩回弹能力较差。
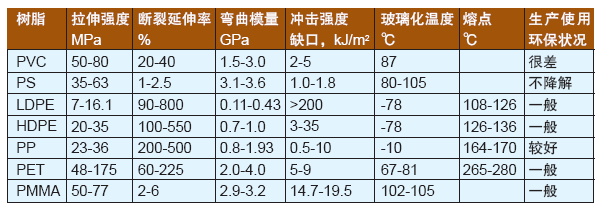
表1 常见热塑性发泡塑料基体均聚树脂的平均性能
为了便于了解热塑性塑料发泡材料的性能,将常见几类基体树脂的物性数据列于表1中。因同类树脂在分子量、结晶度等方面处于一个区间,故表1中的数据会有一个较宽的范围。根据表1中基体树脂的性能,发泡以后,随着发泡倍率的增加,泡沫材料的性能会向强度、刚性下降,而柔性增加的方向偏移。
(2)PS发泡材料
PS发泡材料中最早、最为熟知的就是可发性珠粒模塑成型的EPS。该材料通过悬浮聚合直接得到各种粒径的小颗粒,置于高压釜中,一般在80℃左右用丙烷浸渍这些粒子,充分浸渍后冷却至室温,得到可发性塑料珠粒。使用前一般先采用水蒸汽在70-100℃的温度下,预发成绿豆大小的颗粒,最后再于模具中发泡定型。如上所述,由于粒子与粒子之间有一个发泡、融合的过程,因此必然存在缝隙和不均匀结构,导致材料在耐水性和保温性等方面存在一定缺陷。又由于该类发泡材料既有较厚皮层连成的骨架,又有柔软的芯层,所以赋予材料良好的吸收冲击力的能力,因而曾广泛用于家用电器、家具、玻璃瓷器、仪器仪表等的包装中。由于PS悬浮聚合非常容易,产量又很大,且直接可以得到一定粒径范围的颗粒,所以造价便宜,故而使用量巨大。但因为废弃的包装大量散落在自然界中,成为“白色污染”,因而欧洲等发达国家明令禁止EPS包装进入本国,致使我国的电器以及电子产品无法进入国际市场。另一方面,由于EPS非常廉价,这部分产能又无法消耗,所以有人将EPS制成板材用于墙壁保温,甚至制造成彩钢板/EPS夹心板,作为工棚、临时房的墙壁材料。然而如上所述,EPS本身的结构并不适合用作保温材料,只是近年来巴斯夫公司发现,在PS中添加一定量小石墨片以后,由于石墨表面的反射、阻隔热传导以及疏水等作用,大幅度提升了EPS的隔热性能,使之可用于房屋的外墙保温。实际上PS可以埋于北美土地下60年完全不降解,故而被冠以白色污染的帽子。但从另一方面可以看出,PS用于建筑与工程却是非常合适的。只是在经典的EPS制造中,是通过悬浮聚合得到塑料粒子的,不仅会产生很大的污染,而且体系中溴系阻燃剂的聚合会导致PS分子量的下降。再者,阻燃剂以及石墨片在悬浮液滴中聚合的过程中分布变差,导致阻燃效果以及力学性能的大幅下降。

表2 几类聚苯乙烯发泡材料的导热系数
实际上建筑用隔热保温材料最好用XPS。如上所述,由于XPS的孔结构与XPP以及MPP一致,都是致密、均匀的闭孔结构,因而隔热效果最佳。其板材即便遭受千疮百孔的损坏,也不会明显降低其隔热性能。再者,XPS虽然制造设备较贵,但工艺路线最短,制造成本最低,板材又具有极为优异的抗压强度。再加上PS在自然界中几乎不降解,可以与建筑物同寿。可以预见,在平顶建筑楼板的保温、隔热、防雨,墙壁、地坪、天花板的保温、隔热用板材,墙壁用金属表皮夹心复合板材的心材,管道输送的保温护套,冷库的隔热板,建筑与地面接触部位的保温、隔热、防水平板,高速公路及铁道两边建筑物的防冻板等保温、隔热、防冻等应用领域,直升飞机的起落平台基础,飞机库基础,高速公路基础,以及灯塔、浮筏与船坞浮体领域等都大有用武之地。然而如上所述,因为XPS是PS在熔融状态下发泡的,故对熔体强度以及弹性要求很高,目前尚缺乏相应的PS树脂,使目前XPS的发泡倍率远不如EPS。在按体积销售的板材的价格上竞争不过EPS,在隔热能力上相对于填充石墨片后的EPS也不占优势,参见表2。表2为几类PS发泡材料的导热系数,无疑导热系数越低,该发泡材料的隔热性能越优异。近年来,制造XPS设备的南京越升挤出机械有限公司,采用类似于制造XPS方法,无需悬浮聚合和高压浸渍发泡剂工序,直接采用PS原料一步法制造出EPS珠粒。而且在此过程中加入的阻燃剂与石墨片在挤出过程中分布极为均匀,使材料的阻燃效果与力学性能远超出通常EPS/石墨的水平,成为全世界第三家可以采用该技术生产的企业,参见图8其在天津生产基地的照片。
(3)PP及PE发泡材料
PE发泡材料目前主要局限在LDPE范围,其原因正如在EVA中所述,由于LDPE是在高温、高压下自由基聚合得到的聚合物,其分子长支链较多,因而熔体强度相对较大,故发泡较容易。然而,由于聚合须在高温、高压下实施,所以几乎不大可能采用悬浮聚合得到小珠粒,故而发泡PE最先问世的并非EPE,而是XPE,且以板材为主流。再者,由于PE、PP虽作为塑料使用,但使用温度都远超过它们的Tg,只是通过结晶的晶格来固定材料形状的,处于一种被称为“皮革态”的状态之下,柔而韧,发泡之后越发柔软,故多用作包装材料。特别是当以往几乎100%使用EPS作为包装减震材料,突然因不利于环保,被欧洲等西方国家禁止入境后,XPE极速扩大产能,以填补EPS被禁后留下的空缺。所应用的XPE发泡倍率基本都超过15倍以上,一般采用超过5%wt以上的氟利昂、戊烷、丁烷等低分子量烷烃作为物理发泡剂,泡沫结构也几乎全部都是闭孔泡沫。只是目前的XPE生产水平并不高,基本都是采用喇叭形环状口模先做成发泡的圆筒,然后从某一位置剖开,铺展成片材,所以一般发泡厚度不超过2cm。在使用时不得不采用多层叠加、粘合的方法,再按照包装减震要求的形状切割加工后使用。可见后续工序太多,大幅度增加了制造成本,故不是适当的解决办法。在包装减震领域,最有希望替代EPS的材料应该是EPP。不过,大型重装备包装用减震材料仍然急需大厚度强韧的XPE片材,这需要大幅度改进目前的生产设备,使用平口模,一次挤出10cm以上厚度的发泡片材,方才可行。
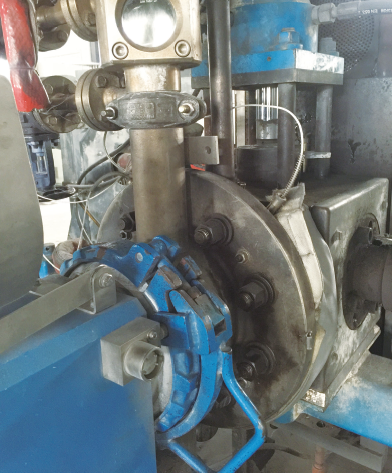
图8 越升公司采用XPS方法生产EPS珠粒设备的关键部件
此外,以高密度聚乙烯(HDPE)为基体的发泡材料尚未被发现。其实原因很简单,就是因为HDPE的聚合与PP相同,基本都是采用配位聚合得到的,分子链几乎完全是线型结构,因此熔体强度较低,难以发泡。又因为PP的优势比较大,且LDPE的发泡材料已经使用较广,故HDPE为基体的发泡材料没有引起关注。其实HDPE虽然在拉伸强度及弯曲模量方面不如PP,但抗冲击强度,特别是在耐紫外、耐气候性能方面,HDPE要具有更多的优势。所以室外应用的发泡材料,HDPE会比PP更具优势。
与PE相比,PP的发泡材料无疑具有明显的优势,不仅在于PP的模量、刚性等综合力学性能方面,而且由于PP很容易降解,因而不容易形成白色污染。另一方面,与PS相比,虽然不如其刚度高、抗压强度大,但PP有更高的抗冲击强度,参见表1。特别是制造成EPP后,刚柔相济,令其在吸收冲击能量方面具有突出的优势,因而在汽车的保险杠以及防撞吸能块等领域独领风骚。EPP研发最早以及最成功的企业就是日本的JSP,其在无锡、东莞均建有工厂。虽然德国BASF公司也生产Neopolen P系列发泡粒子,日本的Kaneka公司和德国Berstorff公司也在EPP领域小有声望,然而后两者均是在模塑领域有所见长。遗憾的是,国内在珠粒与模塑两方面均不具备独立的自主知识产权与生产技术。所以用EPP取代EPS用作包装减震材料,目前似乎显得有些过于大材小用了。因为现今EPP的价格太高,多数领域都用不起。另一方面,我国的通用PP却产能过剩,只是由于分子链都是直链结构,熔体强度很低,根本无法直接用于PP发泡,这也造成了PP发泡材料的姗姗来迟以及价格的高居不下。
另一方面,XPP与XPS类似,是在熔融状态下发泡,所以对熔体强度要求越发高一等级,使其制造更为困难。因而目前市场上很少见,仅有日本JSP公司制造的厚度不超过1cm的薄板,主要用于仪器的减震隔层之中。如果按照重量计算,差不多达到11-12万元/吨的价格。由于XPP刚柔相济,抗冲击性能大大优于XPS,因此有望用于轿车的隔热顶棚、冷冻车厢的保温板等运动型保温领域,以及用于海底输油管道防水、保温,以及海底电缆的防水层中。值得指出的是,由于PP很容易被紫外光降解以及氧化降解,尽管十分环保,但反而不适宜用作室外建筑的保温材料。
(4)PET发泡材料
PET在表1中是唯一可以称得上工程塑料的热塑性树脂,其在刚度、抗冲击性能等方面都大幅度超过PS,韧性又基本与PP相当。尤其值得一提的是,PET的尺寸稳定性以及抗蠕变性甚至超过尼龙。如果结晶完善,其使用温度远高于表1中其他任何材料。而其市场价格,在我国甚至低于聚丙烯,所以在服用纤维十分过剩的状况下,用其作为发泡材料的基体树脂应该拥有良好的应用前景。如上所述,由于其刚性高,尺寸稳定性好,因此在制造发泡倍率不超过15,双面再覆上PET彩印蒙皮的XPET板材时,其强度极高,刚度极好,完全是大型会议桌台面、室内隔断等轻质人造木材的不二选择,实际样品很好地证实了这一点。
只是PET树脂在加工中极易降解,而且也完全是线型的分子链,所以熔体强度很低,相反熔体的黏度却较高,给发泡带来了很大难度,所以首先必须将分子结构改造成长枝化的结构。上海石化公司曾与华东理工大学合作,以多元醇为原料成功研发出熔体强度较高的长枝化PET树脂。只是由于相应的发泡与生产技术没有跟上,因而未能得到快速应用。此外,该长枝化PET树脂与通用PET服用树脂不能互用,降低了该树脂的通用性。实际上可以在树脂加工或再加工过程中令其分子链长枝化改性[2],即可有效克服通用性问题,甚至回收PET的复用问题。然而,有关PET发泡材料,除了一些国外公司提供的样品外,并没能在市场上看到流通,想必在技术的成熟性以及生产成本方面尚存在一些难题。
(5)PMMA发泡材料
由表1可以看到,PMMA除了断裂延伸率较低,使用温度不高外,应该是一种十分优秀的塑料。只是用作发泡材料的基体树脂还尚未见报导,但是市场却提出了需求。PMMA最大的优势在于包括紫外光在内的透光性以及耐气候老化性方面,因而许多苗圃及大棚基地都希望制造出发泡的PMMA棚顶以及棚壁材料,既达到保温的目的,又可以得到极好的采光。然而这方面的研究尚缺乏,关键是通用PMMA树脂的熔体强度以及弹性显然无法满足发泡的需求,必须对通用PMMA树脂的结构进行改造。
热塑性发泡塑料的发展方向
(1)树脂可发泡机理研究的发展
一种热塑性塑料能否发泡?在什么工艺下才可以发泡?能发多大倍率的泡?这些是众多学者一开始就希望搞明白的基础问题。开始时,人们认为只要提高熔体的黏度即可令塑料得以发泡,因而采用纳米材料[3]或高分子量PE混入PP之中的方法[4],但很快就被证实是错误的,并在枝化结构的制备与可发泡性方面得到验证[5]。进而,流变学家们通过流变学与分子结构的研究,发现一定数量的长支链结构才是提高熔体强度,便于发泡的有效方法[6]。其基本原理实际上也很容易理解,在熔体状态下的发泡过程,其行为相当于双轴拉伸聚合物熔体膜。即便熔体的剪切黏度很大,但只能延缓发泡胀大的过程,却无法保证膜不被拉破。只有在拉伸过程中,越拉伸,熔体的拉伸黏度越大,方可保证膜不会破裂。相反剪切黏度小一点,拉伸会变得更快,发泡更迅速,倍率更大。不同结构树脂的熔体拉伸黏度可以形象地表现为以下场景:当从一束筷子中抽出一只筷子时并不难,但从一堆枝杈很多的树枝中抽出一根树枝来却不然,或许会越抽越抽不出来。这就是直链聚合物与具有长支链聚合物的熔体在拉伸时的差别。采用剪切流变分析可以方便地对熔体强度以及是否具有长支链进行判断,参见图9、10[7]。
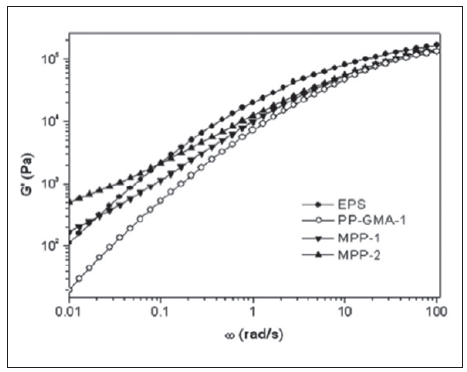
图9 熔体剪切实模量与角频率的关系
对聚合物熔体在不同剪切角频率下进行实模量与实黏度以及虚黏度的检测,频率越低,实模量却越高者熔体强度就越大(图9)。在熔体剪切虚黏度与实黏度的关系中(图10),所有线型聚合物的熔体都会形成一个圆弧状的所谓Cole-Cole环,相反支链越长,枝化度越高者曲线越会反向上翘。虽然该判断有效、方便,只是尚不能回答该塑料“能否发泡?发泡的工艺?以及能发多大倍率?”等诸多关键问题。
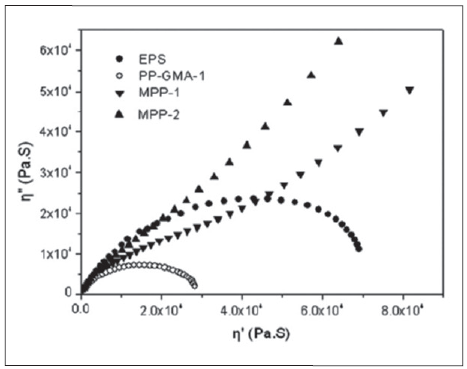
图10 熔体剪切虚黏度与实黏度的关系
笔者等[1]根据上述拉伸黏度以及应变硬化的概念,提出采用式(1)进行判断的方法,满足式(1)即可以发泡。
其中σE为熔体的拉伸应力,ε为拉伸应变。确定了发泡的最大倍率,d为拉伸应变速率,与发泡速率对应。在不同温度下,以发泡等同的速率拉伸熔体,同时记录拉伸应力,满足式(1)的温度即是可行的发泡工艺温度,最大的即确定了最大的发泡倍率。这一简单明确的判据,尚有待学术界以及工业界的进一步公认。
(2)热塑性发泡塑料的发展方向
PS发泡材料领域,由上述讨论可知,PS发泡材料的最佳应用领域是建筑物与工程的隔热保温领域,但EPS的发展并不乐观,未来很可能被XPS所取代。但前提是必须有高熔体强度与高弹性的PS树脂问世,否则XPS的发泡倍率赶不上EPS也是枉然。即使生产EPS也不应采用传统的悬浮聚合法,而是已经工业化了的以XPS方法制造的EPS。
PE发泡材料领域的发展方向并不十分引人关注,LDPE需发展平口模,一次得到10cm以上厚度的XPE。另一方面,研发得到高熔体强度的HDPE,使尚未谋面的,以HDPE为基体树脂的EPE以及XPE能够问世。
EPP和XPP两种PP的发泡材料都是未来的发展方向,只是必须得到工业化可行的高熔体强度PP树脂,特别是出于XPP制备需求的考虑。此外,EPP也需改变目前的生产方式,转而采用XPP的方法由原料直接制备EPP的发泡珠粒,方可使EPP能全方位成为EPS更新换代的材料。除此以外,作为高生产效率与直接得到制品的注塑工艺,注塑出PP高发泡倍率的制品(JPP),未来将在旅行保温杯、防烫咖啡杯、旅行保温餐盒,乃至车载冷柜、疫苗箱以及钓鱼箱市场拥有广阔的发展前景,这亟待一种全新型的PP高发泡倍率注塑机的问世。
发泡PET迄今为止虽并未形成广泛的应用,但有鉴于其刚性高,尺寸稳定性好,若双面覆以PET薄片,复合成XPET板材,必将是大型会议桌台面,室内隔断等轻质人造木材的不二选择。前提是必须首先得到高熔体强度的PET树脂,并在此基础上进一步发展与PET发泡相应的设备与技术。
参考文献
2. 李书召,郑安呐,陆晖等. ZL 201310538935.0
3. Alberto F, Daniela T, Ton P, Giovanni C. Polymer, 2009, 50: 218-226
4. Gotsis AD, Zeevenhoven BLF, Hogt AH. Polymer Engineering and Science 2004, 44(5): 973-982
5. 郑安呐,李书召,危大福等. ZL 200710171311.4
6. Ruogu L, Wei Y, Chixing Z. Polymer, 2010, 51: 568-580
7. Shuzhao L, Miaomiao X, Dafu W, et al. Polymer, 2009, 50: 6121-6128
