 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。




加工车间内的冲压硬化工艺需要对材料性能进行大量的建模分析。本文详述了材料和工艺的精确建模分析,以及如何才能及时地完成冲压模具及工艺的设计。
冲压硬化工艺是一项相对较新的技术,超高强度钢通过该工艺可以被加工成各种复杂的形状。一个被开发出的新材料模型能够按照可测的相位路径对材料性能进行量化计算和模拟。对材料和工艺进行精确建模可谓好处多多,除了可以精确地确定成形件的形状相较标称形状的偏离值以及淬火时间,还能获得加工完成后材料的属性以及残留应力值,同时也大大缩短试制阶段的加工时间。
热成形加工工序
与大多数钣金成形加工一样,热成形工艺同样也是从卷料开始,然后剪切成板料,最后加工成可用的零部件。第一道工序是开卷和落料,紧接着是板料堆垛,然后材料处理设备一次抓取一张板料,将其放进加热炉。加热炉将板料加热至材料的奥氏体化温度以上。板料快速转移到压力机中,冲压成形后淬火。然后,成形件从压力机中移出,通常最后一道工序是激光切边和钻孔。
工艺设计及验证
工艺设计及验证与模具表面设计和模拟密不可分。一旦工艺经过验证,下一步就是对淬火和模具表面进行优化,以实现最佳的工艺性能。
淬火及虚拟合模
淬火是热成形工业中最耗时的一道工序。许多研发工作的重心就是放在如何减少淬火的时间上。虽然通过一些新的淬火工艺也能够达到相同的目的,但是最常见和最适合的方法是:(1)优化冷却通道及冷却液;(2)增加板料和模具之间的接触面。
板料的热传递效果与实际情况中模具与板料之间的缝隙和压力密切相关。在热冲压操作中,当模具加工完成后会安装在压力机上。板料喷上水溶性蓝色合模液后完成几次试冲压。然后对模具进行手动修磨(合模),使90% 的模具表面都涂有合模液。这样可以确保只有一小部分板料的热量通过空气间隙传递。这项工作可能需要投入几天的人力。
“虚拟合模”可以缩短时间。首先,采用“标称(CAD)表面”进行模拟。一旦板料的变薄系数计算出来后,新的合模模具面就会自动生成。在新的迭代中,可以利用已经合模区域的几何尺寸。合模完成后,就可以得到更好的淬火效果。此外,也可以减少空气冷却后的变形。
材料模拟的力学属性
为了获得有效的变形分析结果,有必要对材料的表现进行精确的模拟。对连续、等温的冷却性能的数学描述取决于对相变的正确描述,而后者则依赖于测得的冷却率。针对每一次模拟增量,对应增量的真实冷却率就可以得出,然后再用于计算当次增量的相变。类似这样,任何冷却路径都可以包含在内,而且还可以正确地模拟所有可能的淬火及冷却流程。
除了正确的流变曲线作为相位/相位路径/温度以及应变率的函数,材料模型必须能够反应作为相位及温度函数的热应变的演化,这样才能够准确计算出成形件由于成形及淬火而导致的形变。在成形件较硬的部分只有马氏体相变,而在较弱的部分,主要是贝氏体相变。
正确计算淬火后形变可以得到一个关键结果是相变塑性值——只有在相变演化时出现的一种塑性变形,而且在所施加的力大大低于名义屈服强度时出现。
由相变塑性导致的应力消除通过Satoh实验测得,可以在成形件冷却过程中应力累积时进行。对样件进行加热,直到达到所需的最高温度。热收缩导致应力的积累,在相变过程中部分应力会消失。新的材料模型采用PAM-STAMP运行,该软件通过可测量的相位路径对材料性能进行计算和模拟。
受相变演变的影响,这些属性有点混乱不清。为了验证新材料模型,SYSWELD软件得到了应用,该软件在对焊接和热处理产生的热效应(包括相变和相变发生过程中应变硬化恢复)进行模拟方面可以作为一种参考。它采用了单相模型(per phase model)来计算应力。
图1 显示了22MnB5钢在-50K/s冷却速率下,有无相变塑性情况时,100%相变到马氏体过程中累积应力的变化过程。图2显示了应力以-7.5K/s 冷却的释放情况——在铁素体、贝氏体及马氏体相变三种情况下屈服。两个材料模型——单项模型及相位路径模型结果一样。
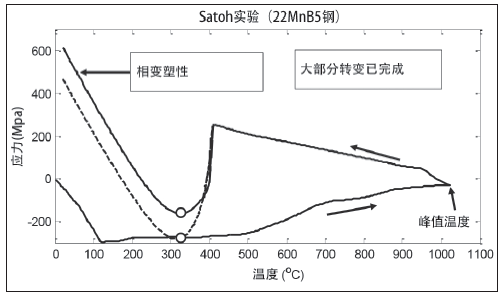
图1:Satoh 实验应力结果(22MnB5 钢,冷却速率-50K/s,100% 相变为马氏体)。
为了对采用“特定加热”工艺的成形件进行模拟,需要得到钢板在奥氏体化前的流动应力数据。目前,土耳其Atılım大学的金属成形卓越中心正在针对几种材料计算这些数据。试验采用Bähr DIL 805成形膨胀计进行。非奥氏体化及其他规格(6MnB6、37MnB4等)的材料数据在验证研究完成后会录入冲压材料库。需要指出的是,在奥氏体化之前,材料的延伸率限定在0.1之内,而在奥氏体化之后,总延伸率大于0.3(真应变)。
热成形行业发展趋势
连续变截面板:连续变截面板(TRB)在汽车行业中的应用越来越广泛。2014年推出的一些车型如标致308、雷诺Twingo、smart Forfour和沃尔沃XC90等车型都采用了热冲压TRB零部件。
“补片”型拼焊板:2014年推向市场的斯巴鲁Impreza和菲亚特500X车型采用了“补片”型热冲压加强B 柱——一种“点焊”补片型热冲压加强拼焊板。在加工中,加厚部分有凹凸不平的褶皱,但是经压力机冲压,褶皱均被压平。
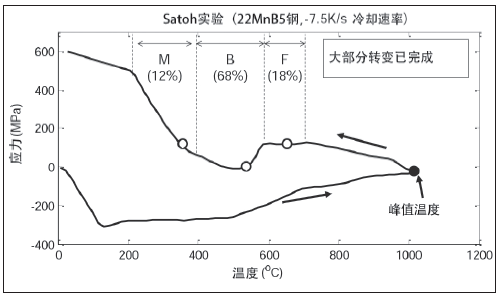
图2:Satoh 实验结果(22MnB5 钢,-7.5K/s 冷却速率)。
新的钢种——拼焊板:到目前为止,热成形行业主要采用的是22MnB5钢,无涂层或采用AlSi涂层,还有一些采用锌基涂层,但是用于低端应用。不过,沃尔沃最近开始采用6MnB6钢(市场上常见的品牌有DUCTIBOR 500、MBW 500或phsultraform 490)。雷诺展示的一款前梁结构件同样采用了该钢种。6MnB6钢板通常与22MnB5钢板焊接在一起后热冲压成形。
钢铁市场的其他一些新发展:(1)达到>1800Mpa抗拉强度水平;(2)1000-1300Mpa抗拉水平下拥有较高的延伸率。这些材料也将在Atılım大学得到深入研究。
逼真的虚拟原型技术
热成形模拟需要复杂的材料模型,涵盖机械效应、热效应以及冶金效应。根据这种需求,新的模型被开发出来,按照该模型可以在可测算的相位路径上对材料属性进行量化计算和模拟。不同的材料、焊接工艺(拼焊板点焊、激光焊等)、拼焊方式(可变截面/ 裁焊/ 调质)以及其他工艺类型都可以包含在模型中,进行逼真的虚拟原型。
