 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。




德国当地时间5月10日,以槽加工闻名的刀具制造商Paul Horn在其位于图宾根的工厂再次盛大举行了为期三天的全球技术开放日(2017 HORN Technology Days),汽车、模具、医疗等多个应用行业的创新解决方案悉数亮相。

Paul Horn 有限公司董事总经理Lothar Horn
三天的活动共迎来了超过2,800名访客,中国代表团也成为此行中一道靓丽的风景线,约50人组成的参观队伍近距离领略了“德国制造”的魅力所在。

Boehlerit 公司销售经理Heinz Gaber
合作共赢
活动期间,Paul Horn有限公司董事总经理Lothar Horn先生介绍说,今年的活动主题定为“洞察未来(A glimpse into the future)”,共有超过40家合作伙伴联合展出在应用方面的卓越优势及未来技术。他们分别来自德马吉森精机、雄克、雷尼绍、因代克斯、巨浪凯龙、雷尼绍、发那科、KNAPP、Boehlerit、IEMCA、翰默等。
在Lothar Horn先生看来,这并非一场真正意义上的产品推介会,而是希望借助先进的制造技术、不断的创新以及融合Horn公司多年来的经验积累与客户共同迈向未来。因此,活动期间每天穿插8场技术讲座为多个应用领域的用户展现最前沿的解决方案。内容涵盖钛合金铣削、涡轮旋风铣、齿轮齿加工解决方案、开槽和切断、车削微加工、高效铣削加工系统、涂层、整体硬质合金毛坯精密烧结工艺等。
此次技术日对外开放的工厂参观包括Paul Horn的两个分别用于刀片、刀杆生产的工厂,以及Horn Hartstoffe的硬质合金材料工厂。其中刀杆生产工厂系2016年全新建成,总面积约20,000平米,除了进行刀杆的生产制造还涵盖涂层以及物流区域。同时还建有一栋全新的行政大楼。这两栋建筑物总共投资7,000万欧元,将有效提升Paul Horn未来在产能方面的实力。而Horn Hartstoffe则供应公司所有的刀片毛胚,这些毛胚件将被送往Horn位于德国、英格兰、意大利、捷克以及美国的多处工厂进行刀片后续制造。
另外,值得一提的是,本次技术日联合展出的40余家合作伙伴中,除了有来自机床、夹具、软件、测量等领域的合作伙伴,同样也有来自硬质合金刀具制造商——作为Horn公司战略创新合作中的一员,奥地利Boehlerit公司(倍锐特)与Horn在去年AMB 2016展会期间宣布将展开ISO车削和铣削刀具的销售合作。作为该项合作的一部分,Horn负责在德国、法国、英国、美国和中国销售Boehlerit品牌的ISO车削和铣削刀具。此举能让这两家中型公司联合其产品和销售的协同效应,并在目标市场上共同发展壮大。Boehlerit的ISO车削刀具系列是其国际领先的切槽系列产品的完美补充。同样,全新的Boehlerit铣削系列也能通过引入各种顶级且高效的铣削刀具,帮助Horn增强其高性能产品组合。通过这种方式,Horn也能够在一般加工领域站稳脚跟,从而树立其作为在技术要求严苛的应用中使用的刀具供应商的领导地位。
活动期间,Boehlerit公司的销售经理Heinz Gaber先生在接受采访时也表示,目前,欧洲市场仍是公司的主要市场,他对于强强联手的产品线互补而获得的绝佳的切削解决方案表示十分看好。
创新加工趋势
钛材料从20年前的6万吨加工量,到今天的近30万吨,无疑数字已经给出最好的答案——使用越来越广泛。目前钛材料的主力消费地区在西欧和中国,这两个地区的年均增长率分别达到15%和10%。
在我们最初的认知中,钛近乎铝的重量、但钛合金的硬度却要高于钢,这为钛材料的应用埋下了伏笔。但在过去,由于很多未知的因素及居高不下的价格,“钛”一直被束之高阁,几乎完全用于高科技应用中。而现在,我们已经可以在航空航天、医疗和植入体中的生物相容性材料、发电厂工程、海水淡化厂、环境技术,甚至赛车和极限运动的广泛领域见到“钛”的出色表现。但是,在加工时,钛材料仍有一些挑战。譬如钛有抗磁性,是良好的电流导体,但导热体却非常差,热膨胀低。其强度在200-635℃之间时,能保持在淬火和回火钢的范围内。
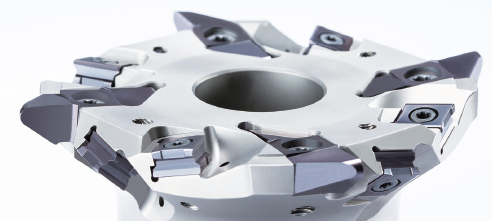
大切深来源于单切屑刃的重叠分布。来自Horn 的M279 铣削刀具系统使得用五轴联动加工齿形的凹凸面成为可能。
在加工方面,钛合金的加工与钢就有所不同。以切屑为例,当进行钛合金工件人铣削或车削时,其对应变硬化的敏感性可能产生不利影响。例如,如果切削刃上的摩擦力太大,则应变硬化可能导致刀具快速钝化。因此当铣削和车削钛合金时,锋利的刀具、正确的切削参数和最佳切屑形成则是关键参数。刀具的硬度和其涂层的耐热性必须适合材料的硬度,同时其延展性和拉伸强度等特性的组合也会使钛合金加工变得复杂。
基于此,为了给航空航天工业中广泛使用的Ti6Al4V等钛合金材料提供加工方案,Horn公司开发了一系列特别的工具,这些刀具具有锋利的切削刃、正前角、较大的后角和高抛光的前刀面,是专为攻克钛合金加工过程中遇到的主要难题而设计的。此外,Horn为其整体硬质合金铣刀开发的TSTK涂层材质则是专门针对航空/航天及医疗技术工业的钛合金加工而设计的。该涂层材质具有良好的摩擦性能和耐高温性,可以降低切屑热传递并形成隔热层。在开发整体硬质合金立铣刀时需要考量的另一个重要方面是立铣刀必须具有不同的螺旋角并且错齿不等距。这样可以确保轻快切削,同时避免振动。需要记住,钛合金加工时必须使用充足的冷却液。Horn钛合金系列整硬立铣刀,其切削直径范围从2mm(0.078")—20mm(0.787")。有效切削刃为4个或5个,可选择铣削长度为直径的2 倍和3 倍。
除了在钛合金加工方面的卓越表现,在创新的齿轮铣削方面,Horn 也向观众展示了强劲的技术实力——一种用于加工基于克林贝格齿形的摆线齿轮的新铣刀受到了极大关注。据Horn公司全球销售市场总监Andreas Vollmer先生介绍,机床制造商DMG MORI提出了摆线齿轮方面的加工新需求,需要在较低的切削压力下实现大的切削量,同时要满足加工节拍的缩短,并要比采用整体硬质合金刀具快至少20%。他们还要求可转位刀片具有高刚性,可在铣削或者车削加工设备上进行高效切削。最重要的一点是:要同时适用于DMG MORI gearMILL®的5轴铣削加工中心。
Horn公司接受了这一挑战,通过创新理念,推出了M279铣削刀具系统,这把12 刃的刀具将用于生产小批量和单个零件。4个圆角半径为2mm(0.078")的S279可转位刀片,通过螺丝固定在相应的面上,8个切向固定的409刀片,全部都稳固的安装在刀座上,因此产生了理想的组合效果。切屑刃的的重叠分布使得较大切深得以实现。Horn还设计具有内冷结构的刀体,作为芯轴式铣刀,依据DIN 8030 A,刀体直径设计为100mm(3.937")。

据悉,这款刀具系统还在DMG MORI 的Pfronten工厂进行了测试,并且对切削数据进行了修正,齿形的凹凸面都可以由铣削刀具系统通过5轴联动加工完成。而加工模数也近乎可以自由选择。以一个模数为7.6的冠状齿轮为测试件,材料为17CrNiMo6,加工克林贝格齿形摆线齿轮,切削线速度vc=250m/min(9842.519"/min),刀具全切深进给速度为vf=650mm/min(25.590"/min),齿面切削速度为2,000 mm/min(78.740"/min)。
M279的原理也为进一步的模块系列开发、完善刀具系统提供了设计框架。得益于经过验证的S279和R/L409切削刀片和稳固可靠的刀座,该创新铣削刀具系统性能卓越。同时,该刀具系统的成功之处还在于其高精度,以及特别要强调的在单件和小批量生产时节省了大量的时间。
