 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



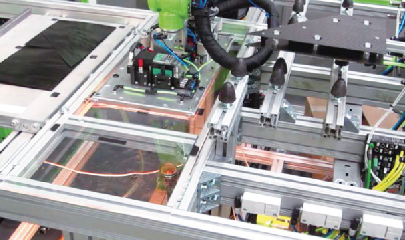
实验装置的铺带头上集成了视频光学测量系统来确定带材的实际位置(来源:恩格尔)
加工热塑性纤维复合增强材料的基础技术正在持续发展。有机板材在汽车和体育用品行业占据着主导地位,并且系列产品已实现大批量生产。在带材层铺领域,热固性加工工艺正崭露头角。现在,作为预浸料的预浸渍、轧制和单向增强纤维复合材料已趋于成熟。以PA、PP、PE、PC+ABS、PPS和PEEK为基材的热塑性带材近期才受到关注。它们的加工速度更快,但确是完全不同的加工技术,而这反倒与有机板材的加工存在明显的相似之处。
有机板材包含一个或多个织物层,并且可以用水刀切割成适用于不同产品的毛坯。为了进行后续加工,有机板材只能在红外烘箱中进行受控加热,然后放入注塑模具中进行成型、固化和功能化。搬运和夹紧加热易弯的有机板材是个挑战。此外,还必须找到确保子零件充分粘合的工艺参数。
碳纤维和玻璃纤维增强的单层带材的厚度仅为0.14-0.30mm。但是,单层带材无法满足大多数应用的需求。因此,叠层一般由多层甚至是20层带材层叠组成。通过这一方式,由碳纤维带材制成的零件壁厚可达约3mm。
叠层设计是零件设计规范的一部分。其目的首先是以最少的材料来获得最高的性能,其次是通过叠层设计尽可能少的产生废料并保持较少的带材层数。轻量化和经济性通常无法完美结合。虽然最佳的结构机械设计可以层铺许多小型带材,但出于经济性考虑,带材数量和负载优化排列必须限制在可控的数量范围内。
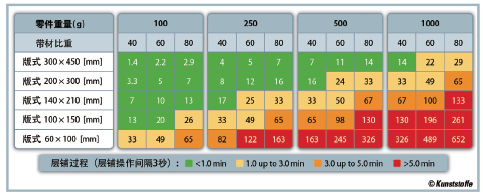
图1 带材层铺所需的层铺操作次数(带材:PA-CF,厚度:0.14mm,密度:1.46g/cm3)可通过零件重量、带材比重和带材版式进行估算(来源:恩格尔)
因此,在该工艺的开发过程中还考虑到了生产单元的整体生产率。预期的零件重量和带材在成品零件中的比例估算(图1)是带材层铺单元的性能指导。层铺单元的输出必须与加工机械的生产周期相匹配。如果带材层铺所需时间比加工阶段更多,这一工序将成为整个生产链的限制因素。为了确保整个生产单元的有效运行,层铺操作的数量必须适当控制,并且应设定最小的带材版式。此外,若要达到可观的减重效果,还应考虑到整个零件结构的大部分必须由带材组成。
以250克的零件重量为例,带材坯料的平均表面积应达到300cm2。为了确保通过20-30层的层铺操作产生100-200克的层叠重量,这一点极有必要。这也相当于带材占总零件重量的40-80%。
与加工同步的带材层铺
假定注塑成型阶段的周期时间约为60秒,它对带材层铺单元的关键要求是每3秒层铺并点焊一个宽达300x450mm的带材。奥地利的恩格尔公司采用的一种概念方法满足了这些要求,它主要基于拾放原理。
带材层铺的方式取决于技术和经济要求。关键的设计参数包括:
◆最少的废料
◆尽可能大的带材坯料
◆最有利于带材层铺的结构机械排列
准备阶段可轻松自动化并作为带材层铺单元不可或缺部分来实施。预裁好的带材就可放入层铺单元中。
带材坯料也可在先导工序中制备,如:带材卷的斜切或直切、弯曲轮廓或几乎其他任何形状的冲压成形以及带材的超声切割,以便带材坯料在料仓中的存储或立即加工。
转轴专用碳纤维带材
恩格尔的e-pic机器人有两个版本:作为拾放单元的e-pic Z和取料头的e-pic B。前者是一个改良的线性机器人,使用传统的z轴在模具和注塑机上方的料箱之间移动。取料头的e-pic B使用了旋转轴而不是z轴,因此能够向下移动至机器的后方。两个版本的机器人都沿着y轴向下移动至模具或料箱,y轴也是传统的线性轴。e-pic系列的特色在于x轴,它被设计为含连接杆的旋转轴(图2)。

图2 e-pic机器人使用旋转轴而不是传统的x轴,对空间要求极低(来源:恩格尔)
该系统关键优势之一是空间要求极低,这对小型加工机器来说尤其实用。机器人的开发过程中遇到的主要挑战之一是如何降低机械臂的重量,从而进一步提升其性能数据。通过恩格尔开发的用于带材加工的拾放程序,这一目标成为可能。凭借创新的制造技术,机器人旋转轴的重量减少了37%。通过这一方式,机器人的运动速度明显加快,能耗更低。
基于载荷的零件优化设计
在设计旋转轴时,其目标是获得轻质机械结构,同时尽可能降低模具的复杂程度。开发人员选择的概念是,零件由两个经过带材强化的相同半壳组成,在总装过程中形成封闭的外形。恩格尔仅用压铸铝零件与伺服电机连接,因为零件的形状非常复杂,并且距枢轴的距离原因,该区域的转速较低(图3)。
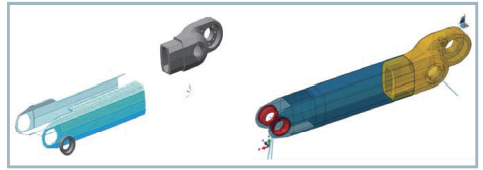
图3 旋转轴设计为由碳纤维增强带材和连接伺服电机的压铸铝的组装而成(来源:恩格尔)
为了满足较高的刚度要求,大部分带材沿着旋转轴的纵向被插入。此外,数层带材与纵轴±45°和90°角放入。在FEM算法的辅助下(图4),Prime aerostructure公司考虑了各种的初始条件以及载荷条件,最终确定了最优设计。该设计工作的结果记录在Plybook中,它也是带材层铺的指南。
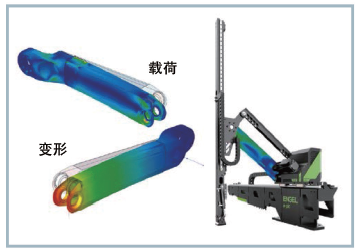
图4 旋转轴的负载优化设计基于FEM算法(来源:Prime aerostructures)
其他项目合作伙伴包括供应碳纤维带材的塞拉尼斯有限公司以及供应成型装置和组装设备的Schöfer公司。除了带材层铺工序,制造转轴的其它工艺过程还包括固化、预加工带材叠层的后续加热和成型、切割和接合工序(图5)。
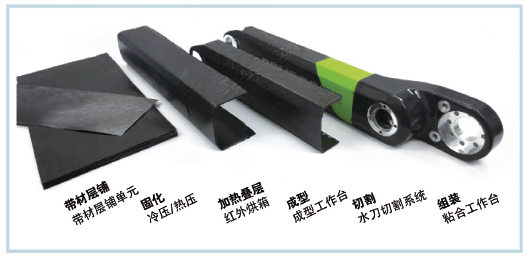
图5 含碳纤维带材的转轴制造工艺包括六道工序(来源:恩格尔)
无基体槽的精确层铺操作
转轴需要四种不同的带材版式。每个半壳由32个独立的单向增强带材组成。为了在层铺操作期间获得所需的高灵活性,可使用高速关节臂机器人(型号:Agilus KR 6,制造商:Kuka Roboter GmbH)。按实际层铺操作需要将带材从料仓中取出,因此机器人的层铺速度不会因缓慢的移取运动而降低。
层铺质量主要取决于带材的定位精度。如果带材交叠层铺,则会在固化期间发生严重的纤维移位,即纤维侧向移动以对带材层铺厚度的局部偏差进行补偿。如果带材隔开层铺,则会在固化期间产生无纤维的线性区域,从而降低刚度和强度。与热固性带材层铺不同,带材之间的间隙在固化期间经常不完全消失,因为热塑性基体的粘度比含环氧树脂等的基体高若干数量级。因此,即使在高速层铺时,带材也应精确层铺。通常情况下,层铺精度要求最大间隙不得超过1.0mm,有时甚至要求低于0.5mm。
带材层铺期间的尺寸偏差部分是因为坯料偏差或冲压精度误差造成的。此外,大量带材无法在料仓中精确地对齐,并且通过带材头在带材移取期间可能导致额外的定位误差。尤其是,即使是极致精度也无法对坯料的尺寸偏差进行补偿。因此,该设备必须进行多次检测和纠正失误,以确保带材互相完全平行。此外,获得最小的间隙宽度或交错范围比精确的带材叠层外轮廓更加重要。
利用光学测量技术提高精度
利用高分辨率的高速光学测量系统,带材的层铺精度可显著提升(标题图)。带材取料位置(下料之后)或带材头的位置都必须固定。因此,在取料位置或带材头上必须有特征作为参考点,且该位置与机器人的坐标系精确匹配。带材的数字图像被采集并将图像通过Otsu阈值分割法进行分段并转换。然后再计算出带材的边界和中心以便于对齐到参考坐标系。
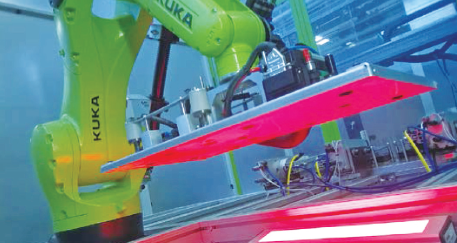
图6 在成像期间提供直接和间接照明:照明是精确的边缘检测的关键因素之一(来源:恩格尔)
通过测量计算出每个带材位置和角度的校正值。这些数值随后被传送到机器人控制系统,并在层铺过程中予以修正。能够精确测量边界的关键因素之一是在拍摄图像时恰当的照明(图6)。
第一层带材通过抽真空被固定在层铺台适当的位置。随后各层被点焊到相应的下层。带材通过超声波焊接或电加热模在0.2秒内粘合。加热模的主要优势在于更紧凑的设计——一个层铺头可安装多个加热模。
结语
利用光学图像处理和拾放程序来进行带材层铺更加柔性化并且不受特定带材宽度的限制。事实上,带材坯料几乎适用于任何外形。
图像处理可检测并有效修正带材生产或切割过程中产生的偏差,从而生产出高质量的带材叠层以进行后续加工。利用拾放程序加工带材叠层与注塑机的时间周期平行,若能精确匹配零件形状,则后续的固化、红外烘箱中加热以及在注塑模中成型和功能化等加工工序就可立即进行,而无需额外调整或切边加工。
