 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



位于德国卡尔斯鲁厄市的wbk 生产技术机构和Index公司、Paul Horn公司(硬质合金刀具厂)和Smith & Nephew公司(施乐辉医用产品公司)共同合作“同步车铣复合加工工艺”,不仅能够缩短加工时间,而且为螺纹的表面质量带来提升。
旋风铣削是对螺纹进行精加工的一种螺纹切削方式,尤其适用于对表面质量要求非常高的螺纹,比如精密丝杠、模型螺杆、挤出机螺杆和螺杆部件、螺旋式压缩机转子或者接骨螺钉。带内齿的刀盘高速围绕慢速的工件孔轴线作螺旋运动。根据螺纹的螺旋参数,调整刀盘偏转角β,同时使刀盘沿工件轴线移动(图1a)。
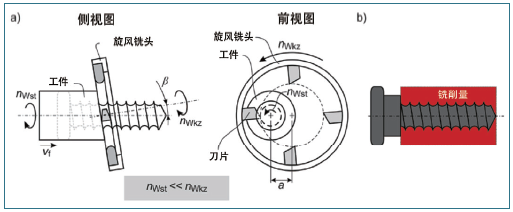
图1. 螺纹旋风铣削的运动过程(a)和旋风铣削切除的材料量(b)(图源:wbk 机构)
旋风铣削是在1942年由Karl Burgsmueller发明的,属于铣削加工中的一种。这种螺纹旋风铣削的优势具体表现在:表面质量非常高;光滑无毛刺;和其他加工方式比如用螺纹梳刀切螺纹相比,切屑更短;能够加工圆锥形螺纹。
由于慢转速部件的加工工艺特殊性,无法使用固定的刀具进行同步加工,比如车削加工。因此迄今为止,要么采用外部形状车削和螺纹旋风铣削相结合的两道加工工序,要么使用旋风铣头从一个切口钻入,加工全部材料。这样会导致,如果想要使用旋风铣削加工出原本所需要的螺距,需要去除非常多的材料(图1b)。而这样的加工方式由于加工过程中作用力大、切削刃磨损快、切屑排出困难,生产效率会大幅度降低。
新工艺能够大幅度降低成本
为了解决传统旋风铣削的上述问题,由德国联邦教育及研究部(BMBF)资助的“GeWinDe”项目正在研究一种新型的同步车铣复合工艺流程,将会大大提升螺纹部件的生产效率。这套工艺流程的主体构思以Karl Burgsmueller的多线螺纹加工的专利为基础。尽管同步旋风铣削具有上述所提到的优点,在迄今为止的实际生产加工中仍然很少使用,这是因为在生产过程中,比如生产滚珠丝杠时,不需要进行车削,因此也不需要进行同步加工。
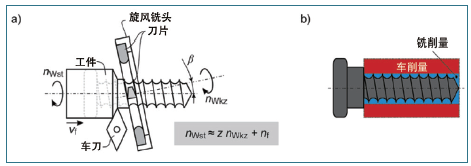
图2. 车铣复合加工的原理(a)和车铣复合加工切除的材料量(b)(图源:wbk 机构)
同步车铣复合加工原理请见图2a。和传统的旋风铣削不同的是,车铣复合加工会根据螺距和刀片数量之间的关系将工件的转速和旋风铣头的转速同步,以免产生额外的旋转运动导致增加进给量。于是在两次刀片啮合之间,工件会完成一次完整的旋转。工件转速明显上升并达到和旋风铣削时相同的转速。在自动纵向车床的夹具旁边安装刀具来插补旋风铣头和导向轴套之间的缺口。
如图2b,旋风铣头对螺距进行切削。工件直径和螺纹外部直径之间的材料在车削过程中被切成屑状。旋风铣头的切屑量、作用力和刀片磨损都明显降低了。之后再同步进行螺纹槽的车削加工和顶部形状的旋风铣削。同步加工和减少刀具更换次数大大缩短了主要加工时间和非生产时间。
通过减少加工时间完成车铣复合加工的流程整合。此外还延长了车铣复合加工的刀具使用寿命,因为刀片需要切除的材料量明显减少。由于车铣复合加工的啮合条件发生变化,提高了进给量,表面质量保持不变,刀具负荷更小。
以切削加工技术要求高的钛合金接骨螺钉为例进行车铣复合加工技术的测试和优化。对于终端用户施乐辉公司来说,使用车铣复合加工技术能够让他们更加合理地安排他们的生产加工。“我们的生产力提高了大约20%到30%,产品质量并没有因此而下降”,德国图特林根市的施乐辉公司的工艺主管Markus Abendschein这样强调。
不一样的流程运动学
由于刀具和工件的转速发生了改变,车铣复合加工的流程运动学也随之发生了改变。在传统的旋风铣削中,旋风铣头可以在一定角度范围内对螺旋升角进行自动调整。旋风铣削根据工件螺距沿着工件进行轴向运动(见图3a)。在这种情况下的工件转速非常慢,可以忽略不计。
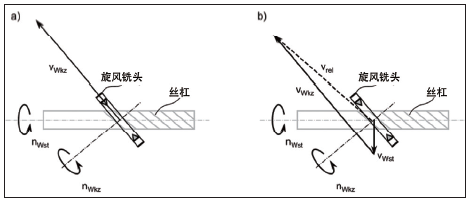
图3. 旋风铣削(a)和车铣复合加工(b)时的刀具和工件速度的矢量图(图源:wbk 机构)
在车铣复合加工中,切削速度由铣刀的转速决定,而工件转速和切削速度一致。图3b为车铣复合加工的矢量结构图。车铣复合加工的边界条件为最终切削速度Vrel方向必须和螺纹方向一致。和传统的旋风铣削一样,旋风铣头的角度根据工件速度进行Vwst调整。工件速度和刀具速度Vwkz 相加得到最终的车铣复合加工速度Vrel。因此,刀具的几何外形也要配合流程进行相应的改变。
明显降低运动粗糙度
由于运动结构发生了变化,刀片和部件的啮合情况也发生了相应的改变。图4对传统旋风铣削(a)和车铣复合加工(b)的刀片啮合范围进行了说明。啮合范围决定了加工完成后的螺纹表面的运动粗糙度。从图4可以看出,原本在传统旋风铣削中就有优势的相对较长的啮合范围,在车铣复合加工时明显更长。因为在车铣复合加工中这两种圆周运动互相重叠,和传统旋风铣削相比,产生的接触角更大。因此其加工而成的螺纹的运动粗糙度更低。
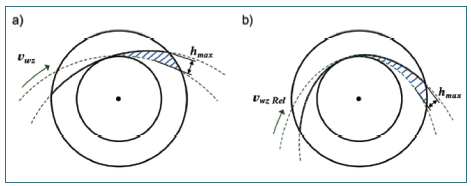
图4. 传统旋风铣削(a)和车铣复合加工(b)的啮合情况(图源:wbk 机构)
啮合范围延长的另一个优点是能够降低切屑离开工件前的厚度。通过车铣复合加工,能够在保证表面性能稳定的同时提高进给速度。这种复合加工的啮合条件使得刀具设计更加自由。“这种加工的潜力是巨大的。为了开发它的潜力,我们将长期以来的刀片研发经验和先进的模拟技术相结合”,Horn公司的研发主管Matthias Luik工程博士这样解释道。
加工而成的螺纹的表面性能非常出色
在研发过程中,Index-Werke公司向wbk机构提供了一台纵向车削机床Traub TNL-18 7B。 使用这台机床进行车铣复合加工时,其参数可调范围更大,更适合进行研究。在图5中展示了在这台研究用机床上进行车铣复合加工得到的螺纹效果。并使用共焦显微镜对螺纹进行几何学分析。
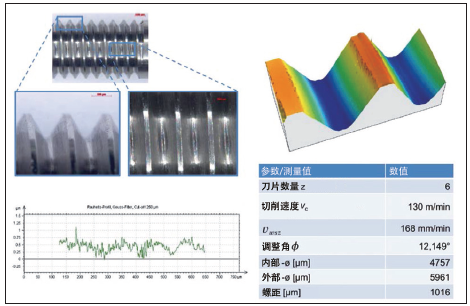
图5. 使用六刃刀盘车铣M6 螺纹(图源:wbk 机构)
车铣复合加工而成的螺纹的表面质量非常出色。几何学分析显示,所有加工而成的螺纹的尺寸都没有超过公差。此外还满足了施乐辉公司提出的提高生产率和优化流程参数的要求。
试验结果证明了车铣复合加工的潜力。在后续的研究过程中,wbk机构会继续关注过程变量,合作伙伴会继续对批量生产的流程运行提供支持。此外,wbk机构将会和Index公司一起开发用于设计和优化刀具几何外形和流程参数的模拟程序。
