 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



齿轮生产商和全球的配件供应商正面临着对齿轮及其零配件的质量和性能要求的不断提高的挑战。齿轮的性能数据不断达到新的高度,质量、效率和使用寿命也在不断提高。齿部的磨削或者说珩磨越来越成为一个不可缺少的生产步骤,因为它能够将表面质量和齿形几何形状提升到一个非常高的水平。
随着齿轮质量的提高,齿轮的尺寸也越来越精准、重量越来越轻,另外在保证结构尺寸和重量的同时,性能数据也得到了大幅度的提升。在加工比如风力齿轮、工业齿轮和特殊齿轮的齿部的过程中,珩磨是一道保证使用寿命和防止零件脱落的极其重要的加工工序。
出色的齿形质量能够大大降低维护成本
风力行业的齿轮需要使用大约30年。而在使用期限内应当尽可能地减少维护费用,因为这是一笔大额的成本支出。“我们致力于研究如何在磨削阶段提高齿形质量和表面质量,因为这两项标准都能够减少维护成本。” Tyrolit磨削工具制造公司的齿形应用技术主管Bernd Wahrburg在看过奥地利磨料专家的研究工作后这样说道。
大号和特殊齿形的磨削阶段是一个非常敏感的加工过程,这对齿轮生产商及其配件供应商来说都是一个巨大的挑战。在磨削过程中因为磨削热而产生的磨削裂纹,会造成极大的经济损失,因为大型的、昂贵的工件无法再继续使用(*磨削热指的是材料表面的局部温度会迅速上升,导致内部结构变化出现内应力而产生磨削裂纹)。
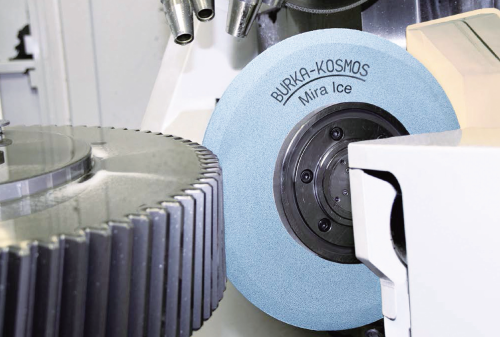
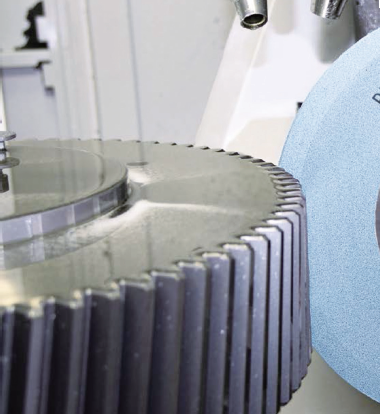
图1. 缩短磨削时间,增加每个砂轮可加工的零件数量——这是对大号齿轮的齿形磨削加工的两大要求。Tyrolit 现在正在使用Burka-Kosmos 公司的Mira ICEBK 砂轮,来满足这两大要求。(图源:Tyrolit 公司)
最常见的用于提高大号和特殊齿轮的齿形质量的方法是珩磨加工,这是一种不连续的外形磨削加工的方法。这种加工方法昂贵又费时,因为每一个齿槽都需要单独加工,如有必要,左边和右边的齿面也必须要一个个的单独加工。这种加工需要一种可以使用单齿侧磨加工单齿侧,也可以使用双齿侧磨同时加工双齿侧的单齿仿形磨砂轮。在这样高度敏感的磨削过程中,需要使用高科技工具保证生产流程的经济安全。
磨粒质量、结合剂系统和多孔结构共同作用
法兰克福的磨削工具生产商Burka-Kosmos和Tyrolit公司(泰利莱)的专家共同合作,成功地在风力齿轮、工业齿轮和特殊齿轮的齿形磨削领域取得突破。
使用Mira-ICE砂轮可以在延长使用寿命的同时大大缩短磨削时间。这种创新型的砂轮具有以下三个方面的优点:
● 材料去除率指的是一秒内一毫米的砂轮宽度可以去除的材料量。通过数值Qw来对比不同的砂轮和磨削过程。如果想要增加材料去除率,可以用更高的进给量更快速地进行磨削。
● 切削量Vw(立方毫米/毫米)的上升能够延长修整周期,切削量指的是一个修整周期内一毫米的砂轮宽度可去除的材料总量。切削量的上升意味着,每个修整周期内可以切削更多的材料。因此可以延长每次修整周期的使用寿命,或者每个砂轮的使用寿命。
● 除此之外,Mira ICE BK砂轮在加工特殊结构时具有非常出色的成形稳定性,提高了工件的齿形质量并保证了可复制性。
客户调查显示生产效率上升
“我们客户的实际应用经验证明,通过使用Mira ICE砂轮不仅安全而且经济”,Tyrolit公司的Bernd Wahrburg解释道。其中的三份抽样调查将会在下文中提到。抽样调查证明了磨料中的烧结金刚砂磨料的比例不同,性能数据Qw和Vw 就会随之改变。使用Burka Kosmos 公司的高级产品规格SK23(Tyrolit公司内部)作为对比基础。
首先是将Mira ICE规格SK31,烧结金刚砂占30%和Burka Kosmos的高级产品SK23进行对比。磨削模型为7.4的69齿的斜齿齿轮,目标是缩短磨削时间和增加一个砂轮可以磨削的零件数量。

图2. 可修整的陶瓷高科技砂轮Mira ICE BK 的结构放大图。这种新型设计能够达到出色的成形稳定性,提高工件的齿形质量并保证可复制性。(图源:Tyrolit公司)
结果显示磨削时间缩短约31%,从原先的80分钟减至55分钟。一个砂轮原本可以磨削35个零件,现在增加至65个;加工件数量增加了85%。产能上升了25%,每年生产500个零件的成本节约了15,000欧元。
每年节约150,000和80,000欧元
在第二份抽样调查中,将Mira ICE规格SK32(烧结金刚砂占50%)和Burka Kosmos的高级产品SK23进行对比。磨削模型为12.7的82齿的斜齿齿轮,目标是缩短磨削时间和增加一个砂轮可以磨削的零件数量。
结果显示磨削时间从原先286分钟减至172分钟,缩短了40%。一个砂轮原本可以磨削7个零件,现在增加至17个——增加了142%。产能总计上升了42%,每年生产1,000个零件的成本节约了约150,000欧元。
而在第三份抽样调查中,将Mira ICE规格SK33,烧结金刚砂占100% 和Burka Kosmos 的高级产品SK23进行对比。磨削模型为7.4的81齿的直齿齿轮,目标同样是缩短磨削时间和增加一个砂轮可以磨削的零件数量。结果显示磨削时间从原先142分钟减至83分钟,缩短了41%。另外一个砂轮原本可以磨削22个零件,现在增加至51个,提升了131%。产能上升了大约50%,每年生产600个零件的成本省下了约80,000欧元。
