 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



2012年7月,美国能源部(DOE)签署了一项370万美元的资金计划,资助一家企业集团开发新型超快脉冲(UFP,也称超快)激光技术,以便为汽车燃油喷射器打造新一代制造工艺。
这项资助计划的目标颇具雄心,具体来说,旨在研究及开发出生产效率提高25%、加工时间比常规加工工艺缩短50%,同时喷射器的燃油经济性比现有汽油直接喷射(GDI)部件高出10%的生产工艺(图1)。
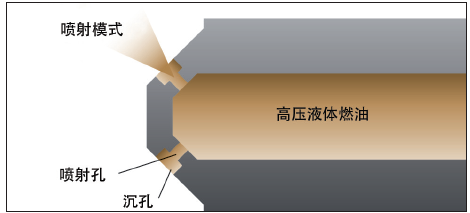
图1:典型汽油直喷(GDI)式喷油器示意图
同时,这项资助计划也是政府旨在推进“创新制造技术”的一个大型项目的一部分,目的是开发新的制造设备、技术、工艺,帮助美国制造商“显著提高他们加工生产和经营过程中的能源效率,并且致力于降低成本。
当时,脉冲宽度处于飞秒水平的超快脉冲激光器还处于实验室阶段,尚未得到规模化的工业应用(图2)。1987年,Bill Clark博士通过向科研仪器市场推出产品,首先实现了超快脉冲激光器的商业化。此后,他位于密歇根州德克斯特市的公司Clark-MXR 继续开发出首台在工业环境中被应用于微加工领域的飞秒激光器。但是Clark 在2014 年的一次采访中告诉ILS(工业激光解决方案)杂志,“那个产品架构的横空出世足足提前了十年时间。”
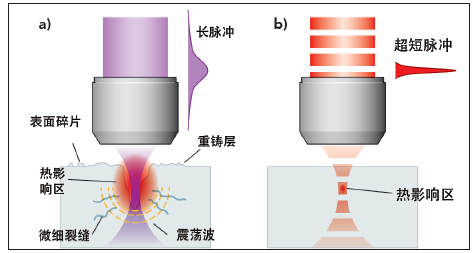
图2:超快脉冲激光与长脉冲激光对比
2006年,Extrude Hone Laser Technologies公司 ( 位于宾夕法尼亚州欧文市) 和General Atomics公司( 位于加利福尼亚圣地亚哥市) 利用二极管泵浦固态(DPSS)纳秒绿光(532nm) 激光器,为美国国防部开发出一款基于激光的柴油喷嘴钻削系统,以满足这一产品加工的需求。
2012年,飞秒激光器开始被用于矫正视力,但这些激光器只是在办公环境下每天得到几次使用,而非在工厂内的7天24小时全天候状态。
非热加工技术的前景
飞秒激光是一种速度达千万亿分之一秒的脉冲光,远比部件的吸热速度更快。这就确保了能够实现无热加工(athermal machining), 也称之为非热消融(athermal ablation)。即能够以超快的速度,在没有热损伤的情况下去除材料上的微小颗粒,从而使新型汽油直接喷射式(GDI) 发动机的喷射孔设计成为可能。
光速加工不仅可以确保喷射器得到经济高效的加工,同时该工艺还有望剔除精密制造工艺中最昂贵、最耗时的棘手加工步骤之一:去除瑕疵的后加工流程。
“这样一来,有望提高能效20-25%,加工时间可以显著降低,”美国能源部指出,“不需要耗材,这就大大降低了材料成本和相应生产所需的能耗。另外,这一工艺还省去了后加工以及相应的化学制品的应用。毋庸置疑,采用这种超快激光加工技术给多个加工领域带来了广泛的影响和不可低估的裨益。”
传统方法
过去,汽车喷油器的加工一直沿用电火花加工(EDM)技术,这是利用浸在工作液中的两极间脉冲放电时产生的电蚀作用蚀除导电材料的特种加工方法。然而,这种电火花加工方式,不仅工艺速度慢而且成本不菲,同时还必须使用多种化学物质,以完成钻孔,以及消除加工过程中与受热息息相关的一系列工艺(如熔融、去毛刺、重铸加工等)带来的瑕疵。
“传统的加工平台非常不适合生产精度要求高的小型部件,”美国能源部指出,“目前的机加工设备通常太大、不灵活,缺乏以所需精度加工形状复杂或需彰显细节特征的部件的能力。”
致胜因素
GDI喷嘴的直径大约为200微米,相当于人的发丝粗细。如果边缘质量、表面质量、圆度、锥度等方面和要素控制得当,其有助于在降低油耗的同时,提高燃烧效率。
汽车生产商面临的另一个难题是如何在加工过程中精准和高效控制部件。激光器的精度依赖于所用控制系统,获得可靠、可重现的微米级加工精度是一项重大的里程碑式。美国能源部指出,“将激光器与高精密加工设备相结合,可以实现加工工艺的自动化,并提速加工流程。”
解决方案
受DOE资助、为汽车喷油器开发出新型加工工艺的企业之一包括坐落于美国伊利诺伊州芝加哥市的Microlution公司。该公司为满足这个越来越微型化的世界所需的高精密应用构建了优化的微细加工平台。

图3:Microlution 公司用于微加工的MLDS 飞秒激光工作站
Microlution采用集成式的UFP激光器打造了一个飞秒激光微加工工作站(图3)。该工作站旨在非常准确地操控控制部件的运动(以确保其达到微米级精度)。此外,该系统还将完全整合三项技术的控制系统:机器运动;UFP激光器;先进的5D 振镜。该激光加工平台不仅需要控制单纯的喷油器部件,还需要确保稳定性,避免干扰生产制造环境中一直非常纤弱的激光束。热稳定性和惯性稳定性是在日复一日、经年累月中达到高加工能力指数(CPk)生产标准的关键。
可喜的成果
快到2015年时,DOE发布了一份项目报告,指出团队“已经成功利用该飞秒激光技术生产出了GDI喷油器”。具体报告的项目目标如下:
● 开发出一种集成式激光器与扫描头,可实现在迎角(attack angle)大于80%的情况下转速超200Hz 的预期目标(已完成);
● 结果显示,燃油喷射孔的钻铣时间低于8 秒,与现有微加工工艺相比,机加工时间缩短50%,且没有损失质量(已完成);
● 与传统微加工工艺相比,激光加工效率提高20-25%(已完成);
● 生产了已经通过发动机冷启动测试的喷油器,该技术开始按照生产环境进行设置(2014年完成,由汽车生产商采用)。
“因此,这一项目的完成最终将带来一种制造技术,可以为多个不同市场所用的难加工材料减少加工步骤以及降低能耗,”DOE表示,“未来,Microlution公司将会把重点放在与电子和生物医疗行业相关的超快激光平台的应用开发上。”
这不仅是公私合作伙伴关系的成功案例,也是工业用超快脉冲(UFP)激光器商业化的故事。专注于超快激光技术开发的美国Clark-MXR 公司是首家认识到UFP 激光器在微精加工领域对改善制造工艺带来巨大潜力的企业。耗时多年才找到UFP 激光器的“绝杀应用”、开发出可以在制造环境下应用的系统。
持续改进
如今,用于制造新一代喷油器的这种超快激光技术已经在全球多家汽车零部件制造商得到应用。甚至还通过整合部件前后测量以验证部件精度、整合先进机器人和自动化技术的方式,获得了更高的效率。
另外,如美国能源部所预测,该项技术也已在其它行业得到应用,包括医疗器械制造业和航空产业等。
总而言之,本文是超快脉冲激光器从实验室走向7天24小时全天候工业化应用的一个佳例,它突显了微米级加工精度的必要性和重要性,以充分利用激光光源所能达到的精度。
