 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



在实体材料上用钻削工具加工出孔的操作称为钻孔。由于一次成孔,轴向力大,所以为了限制过大的动力消耗,钻头的直径多在30-50毫米之间。若是直径更大的孔,钻削后则需再用扩、镗等方法继续加工。
不同零件的钻孔,对孔径、孔深、精度、表面质量、结构特征、机械性能和特定功能等有着不同的要求。为了提高孔加工的质量、加工效率,同时还要考虑节能、环保、降低成本等因素,用户往往会对不同应用的钻削工具提出不同的要求。
来自德国MAPAL 集团旗下的MILLER 公司是欧洲专业制造钻铣削工具的企业,它又和生产铰刀的BECK 公司、生产刀柄的WTE公司构成“BMW刀具行业伙伴(T-T-P)”,协同解决加工中心上的刀具刀柄各种问题。
如果你问他们是否能够满足各种各样钻削工具的要求,回答是:“一切皆有可能!”。本期中,让我们一同来看看他们的出色表现。
当传统麻花钻无法满足加工需求
现代切削工艺的要求越来越多样化,而为了便于制造和使用,必须首先开发出标准化钻削工具用以量产,用最经济的方式适应最广泛地需要。而标准化,又必须建立在先进的设计和材料选配上,才能得到用户欢迎。
钻削工具中,最常用是麻花钻,但是麻花钻存在许多固有的缺点。MILLER公司对应地进行一些改进——设计了特殊形状结构,提高了加工精度。一般钻头的经济加工精度是IT 11-12级,好一些的可达10-9级,而MILLER各系列的产品均能达到9级,有的甚至还能达到8-7级,同时MILLER采用了优质微粒硬质合金和专为钻削开发的MxF等涂层,从而大大提高了切削效率,延长了使用寿命。
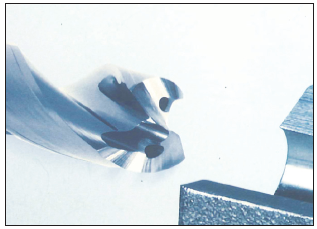
图1 MEGA-SPEED 钻头
被加工材料中,使用最多的是钢铁、不锈钢、铸铁,当这些材料对钻孔提出更加高速高效的需求时,采用MEGASPEED钻头(图1),能比一般钻头切削速度提高约2 倍,进给量则能提高约30%,为此MILLER 设计制造了全新的刃形、Mx2,MxM 涂层、不规则的刃距和三条导向刃带,这样一来,既能避振又减小了摩擦,高光洁度抛光的螺旋槽使切屑顺畅地排除。
MILLER 的MEGA-DEEP 系列产品适钻深度达40×D,直径范围为3-16 毫米。进行了特殊改进的排屑槽形和前端径向刃带,可实现深孔条件下高速和大进给。对钢和铸铁加工的深孔钻具配有MxF 涂层,铝材加工的钻具则无需搭配涂层,高光洁度的抛光即可。另外,上述刀具均不需要专用的深孔钻床。
“ 钻 ” 出一个新维度
除了如上提到的卓越性能,MILLER丰富的钻具系列更是将钻削提升到了一个新维度。
● 钻出小且深的孔。MILLER的SMART 系列,其直径仅为1-2.9毫米,可钻出的深度达12×D,钻头尽管细仍做出两内冷润滑油孔,同时具备MxF涂层。
● 钻出阶梯孔——MEGA-STEP系列则可一次可钻出阶梯孔,其标准方案也适合用于扩孔和公制螺纹孔的倒角加工的阶梯钻。MEGA-阶梯孔钻头无论是否具备内冷孔,均有MxF涂层,直径范围是2.5-14毫米。
● 钻出精度、同心度、位置精度、圆度均高的孔——MILLER公司的提供MEGA-Quadro钻头,具有两条切削刃,两条附加的可作精加工的导向刃。精度可达IT8级,甚至更高。具有有内冷孔和无内冷孔两种。钻孔深度可达5倍、8倍、12倍钻头直径。直径范围:3-20毫米。
● 零件上作为导向的孔。加工中应主要能保证它的导向、性能好,而且要长期可靠。MILLER公司开发的GIGA-钻头具有四个切削刃、四个导向刃,提高了定向导向性能,使进给量和刀具寿命倍增,加工表面粗糙度Rz 可达4μm,同心度小于4μm,并有很高的尺寸稳定性。在很多情况下,可钻断续孔和铸孔,即使钻断续孔也能保证良好的导向性能。在许多场合还可以加工不通孔,它也同时具备MxF涂层。
● 加工出尺寸精度、表面质量、导向性“三高”的孔。MILLER 公司提供MEGA 钻铰刀具有两条钻削刃,四条铰削刃。它自身的尺寸精度达IT8-7,一次加工就可完成一般需要钻、铰两道工序的精度,甚至还能达到更高的精度。这样大大节省了加工时间和辅助时间,也可节省生产线上的工位,提高了效率,加工出的孔表面光洁、尺寸稳定、同心度好。尽管总刃数较多,但刃磨后可恢复较高的精度。
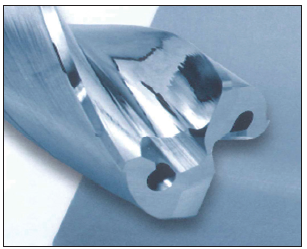
图2 MEGA-180º 钻头
● 一次即能钻出平底孔。MILLER公司专门设计制造了顶角为180º 的钻头,它具有特殊的形状可加工出孔的平底面(图2)。通常这种孔需要进行两次加工:首先钻孔要达到孔要求的深度,再用锪钻进行第二次加工,加工出孔底平面。而MEGA-180º 钻头可一次加工完成,这种钻头还可在45º 斜面上钻导向孔,比一般有顶角的钻头径向力小,加工质量高。它有四条刃带,在孔中导向性高,排屑性能好。
● 能钻中心孔。工件在车床等机床上加工时,预先应钻出中心孔,用它作定位面装在机床两顶尖上,以使工件得到正确的安装。在这位置上和刀具进行正确的相对运动,才可得到较高精度的零件。MILLER 公司也提供多种中心孔钻。
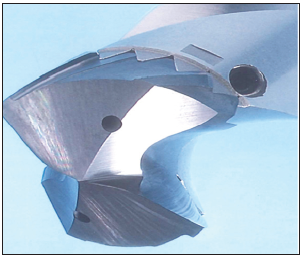
图3 TTD 系列钻头
● 可更换刀头。整体硬质合金钻头价格较贵,几次重磨后就会被废弃,造成了浪费。这就需要能提供可更换刀头的钻头,型号为TTD 的钻头即满足了这方面的要求。TTD 刀头是硬质合金,钻头刀体是高级钢材。因此硬质合金用得很少,大大降低了成本。同时由于刀头和刀体间定位装配结构合理,采用了独特的径向锯齿结构(图3),加工中稳定性和精度都能达到很高,重复定位精度和同心度也高。TTD 能传递大的扭矩,它具有3-4 条导向刃,可达到和整体硬质合金钻头同样的加工质量和效率。刀头能快速更换安装,不需要重磨,也无需再调整机床,保证了高的可靠性和高的效能。它的可钻深度可达12×D。直径范围扩大为12-45 毫米。
● 能够最大限度地节能环保,实现绿色加工。众所周知,冷却润滑液不但影响生态环境,危害人体健康,消耗能源,而且其费用还占到整体生产成本的7%-20%,是刀具费用的3-5倍。其中除本身的成本外,还包括对它们的输送和供应系统有关设备的运转管理、投资成本和相关费用。MILLER公司一方面和其他公司一样,研究了如何减少润滑液的使用,配合压缩空气,形成含油气雾的半干式冷却润滑,即MQL技术。开发了用该技术的钻削头和刀柄系统,改进了柄的形状,使气雾导管避免干涉的空间做得最小,确保切屑顺利排出,将产生的热量控制在最小,并能同时保证实现大进给。不仅如此,MILLER公司还是全球首先研制出在钻孔这类严苛加工条件下,能完全不用冷却润滑液的绿色钻头,该技术获得了德国巴登- 符腾堡州特别的表彰和嘉奖。
这类绿色钻头的原理是,干切削时,由于没有冷却液,加工中产生的大部分切削热可以通过切屑传出。因此一个决定性的因素是:切屑应迅速从切削区排出,这意味钻头几乎没有时间来聚集热量。否则很快会对刀具寿命产生直接的大影响。基于此,MILLER的几种钻头(适合钻淬硬钢和钢的有M1600和M2215、M2218系列,以及较适合的QUADRO 型M2255、M2258、M2262系列和钻铰刀的M2253 系列)都具有这些特点——大螺距,变螺距结构,易于容屑排屑的螺旋槽形和较好的刚性和稳定性;各切削刃部设计,既要锋利以减少切削力和切削热,又需易使切屑易于碎断排出;需要具有红硬性高摩擦系数低,又能隔热、难导热的涂层和材料。专用的MxF 涂层非常理想地得到运用,TiAlN 涂层次之。
当然能进行干式加工的钻头也可用于湿式加工和MQL 式加工。这需要在具体成本和技术分析时,预先加以考虑。但开创了能够完全不用冷却润滑液的绿色钻头,其环保节能社会和经济意义长远非凡,将能更好地造福社会。
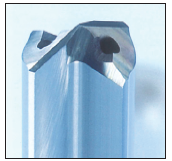
图4 直槽钻头
● 为经济又高质量地钻削灰铸铁、铝和铝合金及其他有色金属的孔,能提供直槽钻头。这类材料一般切削性能较好、短切屑。MILLER 推出了带四刃带,两刃的无涂层直槽钻头(图4)。其刚性比螺旋槽高许多,它具有特殊的头部形状,顶角为130º,定心能力高。还能在斜面上、断续面上钻孔。因为制造容易,能为客户设计制造他们专用的高效的直槽的阶梯钻、带加工倒角锥面的阶梯钻,焊接PCD 刀片阶梯钻等。一般的直槽钻头前角小,排屑性能差,不适合深孔加工。但MILLER开发的带内冷却孔的直槽钻,钻孔深度提高到了12×D。
● 实现定制化的非标刀具。为满足客户为生产进一步合理化而提出特殊结构设计的个性化要求,MILLER 公司凭借众多专家多年的宝贵经验,通过和客户的紧密合作和对话,可把许多创新的想法变成现实,由此诞生了各种非标准特殊结构尺寸的刃型、容排屑槽、材质和涂层的钻削工具(图5)。MILLER公司拥有的高度现代化的先进生产设备,也是技术创新方面强有力的保证之一。

图5 各种特殊结构形状材质的钻头
除此外,MILLER还可供应完全根据客户图纸定制的特殊钻削工具,精确地满足客户特定加工需要。如从具有PCD刃的复杂阶梯钻到钻孔和插补铣削相结合的刀具等等。还包括钻削时,是否使用冷却液,如何改善冷却液的供应装置,如何使冷却液供应量最佳,这些使生产过程优化的方法和相应技术。
