 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



大约40年前,AEM聚合物就已被引入到弹性体市场。多数AEM聚合物是乙烯、丙烯酸甲酯和允许与二元胺硫化的酸性硫化单体共聚而成的三元共聚物。一些AEM聚合物是乙烯和丙烯酸甲酯的二元共聚物,这些共聚物被过氧化物硫化。由AEM化合物制成的零件都用于各种汽车应用,而且AEM聚合物的使用一直在稳步增长。
AEM化合物的一些极具吸引力的性能如下所示:
● EE、EF、EG和 EH 的耐热性和耐液性采用 ASTM D2000测量评估(在175℃,从25%至80%份的IRM 903标准试验油中测量其体积增加)
● 能满足-40℃的低温要求
● 在150℃具很好的压缩永久变形性能
● 在发动机油和传导液中150℃放置2000小时,仍显示出良好的企业社会责任属性
AEM化合物的终端应用包括:
● 涡轮增压器软管
● 传动油冷却器(TOC)软管
● PCV(曲轴箱强制通风软管)和EGR(废气气体回收)软管
● 自动变速箱密封件和垫圈
● 发动机密封件和垫圈
● 许多其它应用
AEM二元共聚物
本文重点关注制造AEM二元共聚化合物的最新改进。一般情况下,与AEM三元共聚化合物相比较,由AEM二元共聚物制造的化合物表现出其一些优缺点。表1总结了这些差异。

表1、AEM二元共聚化合物和三元共聚化合物对照表
二元共聚化合物的一些主要优势是它们不需要二次硫化步骤,它们可以使用聚酯纤维并可轻松地应用作阻燃化合物(用氢氧化铝或氢氧化镁,简称为NHFR或非卤化阻燃剂)。
AEM三元共聚化合物在注塑成型机中可以在相对较短的周期时间内模制成型。化合物在完全硫化之前就可从模具中移出,且其热撕裂强度高。然后硫化反应在二次硫化步骤中完成。相比较而言,AEM二元共聚化合物必须使用相对较长的周期时间,以确保具有良好的压缩永久变形值。

图 1、O型圈成型试验,O形圈去除
通常,注塑成型部件制作速率受注塑机设定的周期时间所限制。在某些情况下,与不需要二次硫化步骤,但要使用相对慢的周期时间的AEM二元共聚物相比较,模制成型三元共聚化合物更为经济,因其有着快速的周期时间以及可用二次硫化步骤。
AEM二元共聚物注塑成型工艺的改进
AEM三元共聚化合物可减少模具结垢,具更好的热撕裂和较短的周期时间,其注塑成型便易性有着显著改善。改善的关键是重新设计聚合物体系结构一系列的步骤。
同样,改进的聚合物技术已应用于AEM二元共聚物,从而使AEM二元共聚化合物在注塑成型过程中有着重大的改善。使用普通的AEM二元共聚物(简称AEM DP)和改进的AEM的二元共聚物(简称AEM 2122)两类“典型的”AEM二元共聚化合物进行一系列注塑成型试验。两个配方列于表2,同时列出一些物理性能。
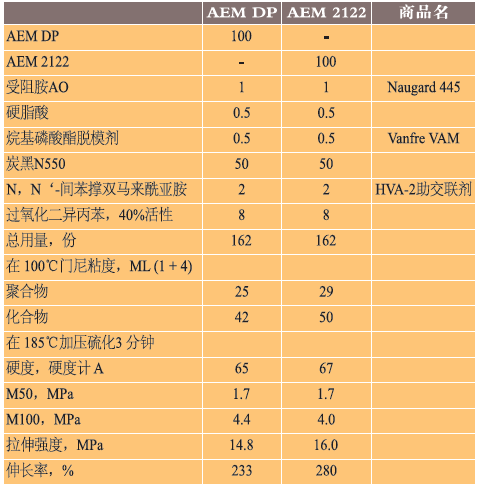
表2、用于注射成型研究的AEM DP和AEM 2122配方
AEM 2122化合物具有稍高的门尼粘度(聚合物和化合物),以及改善的拉伸和断裂伸长率属性。
注射成型试验在40型腔O型圈模具(D214 O型圈)上运行,试验通常运行大约 40个周期。在每个周期的末尾,O型圈能通过自动扫(自动化的步骤)或手动移除。主要的测量是有多少O型圈已被手动移除。图1显示了一些试验步骤。
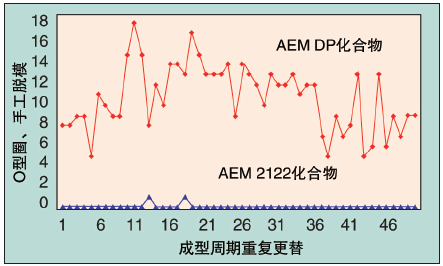
图 2、AEM DP与AEM 2122,在185℃ 30秒手工移除O形圈的数量
对AEM DP和AEM 2122化合物进行了几个不同的注射成型对照试验。图2显示了当在185℃使用30秒成型时间时,每个周期之后有多少O型圈被手动移除。在进行实验室评估中,所有成型条件下,AEM 2122化合物表现出明显优于AEM DP化合物。
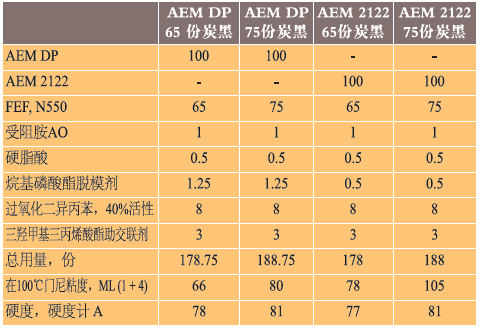
表3、AEM DP和AEM 2122化合物模堆积测试
改进可挤出性
采用小型实验室试验来预测一种化合物在大型挤出机中挤出的好坏并非易事。实验室测试被设计用于测量模堆积,用于描述在模具表面化合物的粘性功能、过程温度和剪切速率。挤出过程中模堆积可能是一个严重的问题(图3)。
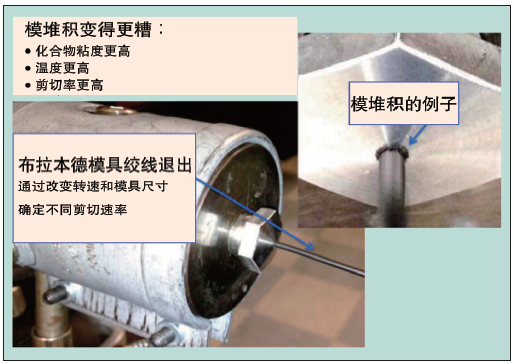
图 3、模堆积的实验室试验
使用一个小型Brabender实验室试验仪测试 :
● 通过改变模具尺寸和转速,剪切速率的变化从约80/秒到1,000/秒
● 加工温度的变化是从100℃到120℃
● 混合物的粘度随加入的炭黑量而改变
● 每次测试条件是运行10分钟,然后检查模具看看是否有模堆积
● 如果没有模堆积,然后提高剪切速率或温度。
图3显示了设备模堆积的例子。
四种化合物所测定的模堆积列示于表3中。
有助于AEM DP化合物具有低模堆积的两个因素是:
● 较低的化合物粘度(一般来说,当粘度增加时模堆积会变得更糟)
● 更多的脱模剂(较高量的烷基磷酸酯会减少模堆积的概率)
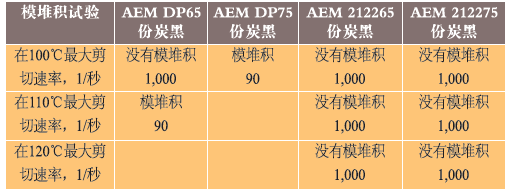
表4、含AEM DP和AEM 2122化合物的模堆积研究
模堆积结果如表4所示。在模堆积测试中AEM 2122化合物表现更佳,即使它们有更高的粘度和低的脱模剂。在此研究中,甚至当剪切率高达1,000/ 秒和温度升至120℃时,AEM 2122化合物均没有出现模堆积问题。AEM DP化合物没有在 120℃下测试,因为它们在更低温度下已失效。

表5、过氧化物在3、5或7个半衰期后仍处于活动状态
改善硫化性能
AEM 2122化合物的主要优势是,无论是注塑成型还是挤出加工,比起AEM DP化合物,它们的加工过程更为便利。预计AEM 2122化合物还将有一步变化改进硫化性能,特别是压缩永久变形。结果证明,在拉伸和断裂伸长率属性方面,AEM 2122化合物略优于AEM DP化合物,压缩永久变形则与AEM DP化合物类似。
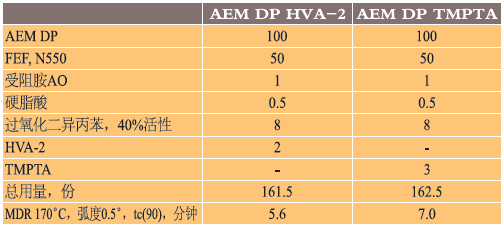
表6、化合物压缩永久形变与过氧化物半衰期的对照研究
围绕 AEM 2122化合物的性能改善,同时又不会牺牲其加工优势方面进行了一系列的配方研究。
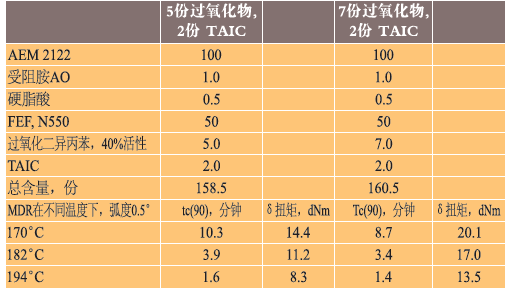
表7、AEM 2122配方,在不同的MDR测试温度下的δ扭矩和Tc(90)
压缩永久变形-过氧化物半衰期
过氧化物的供应商一般推荐设定不同硫化条件使其有5到7个半衰期。这有助于确保硫化完全,这有助于提供良好的压缩永久变形和热老化性能。表5列出了在经过3、5或7个半衰期后,还有多少过氧化物是仍处于活跃状态。
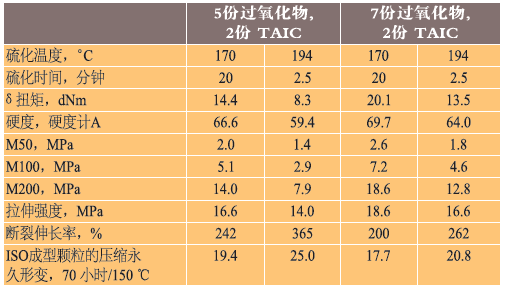
表8、模压成型样品重点放在δ扭矩的硫化性能
过氧化物3个半衰期后,仍有12.5%的过氧化物处于活跃状态,而且在随后的压缩永久变形测试过程中或热老化过程中它仍可发生反应。如果硫化条件设置为3个半衰期,压缩永久变形将会是相对较高,且热老化也会相对较差。
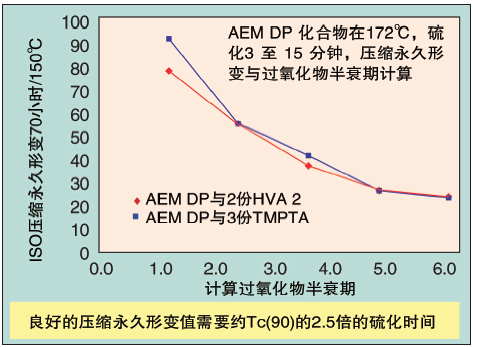
图 4、压缩永久形变与半衰期计算
对AEM DP化合物进行了研究,以期了解当计算半衰期作用时,其压缩永久形变是如何变化的。混合物配方如表6所示。一种化合物采用 HVA 2(N,N‘-间苯撑双马来酰亚胺)作为助交联剂,而另一化合物采用TMPTA(三羟甲基三丙烯酸酯)。这两种化合物采用二异丙苯过氧化物作为硫化剂。
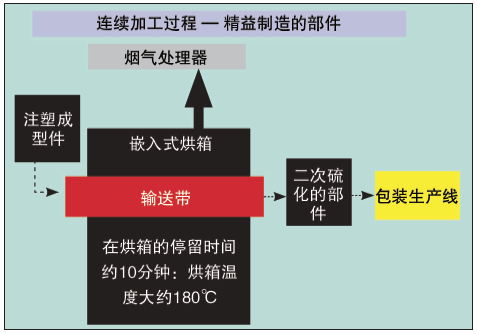
图 5、连续二次硫化过程“精益”制造部件
化合物172℃硫化,硫化时间从3至15分钟各不相同,测量压缩永久形变(ISO成型颗粒,70小时/150℃)。结果可在图4中看到。当计算的半衰期增加时,压缩永久形变持续减少。在172℃ 15分钟后获得最佳的压缩永久形变。这超过Tc(90)时间的两倍。从许多不同硫化研究中主要寻找到硫化时间大约两倍于 Tc(90),而化合物有较好的压缩永久形变。这意味着良好的压缩永久形变和快速的硫化时间的组合是一个非常困难的目标。
压缩永久形变-助交联剂的选择
助交联剂的类型和用量对过氧化物硫化化合物的硫化性能具有显著的影响。几种不同的助交联剂在AEM二元共聚化合物中得到评估。评估要点表述如下:
● 采用MDR测量发现HVA 2化合物具有最快的硫化速率。它们具有最低的Tc(50) 和Tc(90)值。然而,与其它化合物相比,它们并不显露出具有更快的压缩性能(图4)。它们有相对较差的热撕裂性能。
● TMPTA化合物具有相对较好的热撕裂性能。但TMPTA化合物有一些烧焦问题,压缩永久形变性能不如某些其它助交联剂。
● TAIC(三烯丙基异三聚氰酸酯)化合物具有良好的热撕裂、低烧焦和低压缩永久变形的最佳组合。这是本研究中所选择的重要助交联剂,详见本文稍后讨论的内容。
压缩永久形变-δ扭矩-更快的硫化率-模压成型
进行一系列模压成型研究,以找出能给出很好的压缩永久形变和快的硫化率的化合物和硫化条件。为过氧化硫化化合物加速硫化率的一种方法是提高硫化温度。这种方法的缺点是过氧化物的效率会下降,这会导致硫化状态变低(较低模量、较高的伸长率和更高的压缩永久形变值)。较高硫化温度和较高过氧化水平的组合常常给出低的压缩永久形变值和快的硫化率。来自本研究工作的例子如表7和8所示。
值得注意的是,当含5份过氧化物的化合物在170℃硫化和含7份过氧化物的化合物在194℃硫化进行比较时,这两种化合物有类似的δ扭矩。从170℃增至 194℃时,Tc(90)大幅减少。当硫化温度从170℃增加到194℃时,含5份过氧化物的化合物具有较低的硫化状态。并可看到急剧下降的硬度和弹性模量,以及伸长率和压缩永久变形的增加。
含7份过氧化物的化合物在194℃硫化2.5分钟,与含5份过氧化物的化合物在170℃硫化20分钟有着非常相似的性能。当它在170℃硫化时,它有相对较高的硫化状态(高硬度和高弹性模量,低伸长率和低压缩形变)。
进行的其它几项研究重点关注改变过氧化物含量和硫化温度。当在适当的MDR测试温度其δ扭矩值相近时,在适当的硫化温度时其硫化性能亦相近。在这些研究中的配方唯一的变化是过氧化物含量。
注射成型试验
为商业化生产的AEM 2122化合物模制成型的两个关键要求是一个快速的周期时间和良好的压缩永久形变。如果含过氧化二异丙苯的AEM 2122化合物在大约 170℃硫化,要获得很好的压缩永久形变所需要的硫化时间大约是20分钟,这对于商业产品来说实在是太长了。
如果硫化温度提高至194℃,要达到良好的压缩永久形变所需要的硫化时间下降到大约2分钟。过氧化物含量应有所增加,以获得在170℃时相同的δ转矩。在较高温度下最要关注的是化合物的加工性能。潜在的问题包括不佳的热撕裂和粘模现象。

表9、AEM 2122化合物,注塑模具90秒
含AEM 2122化合物在194℃的注射成型试验如表9所示。这种化合物类似于表7中含7份过氧化物的化合物,除了要有稍高的脱模剂量。最初,这种化合物在 195℃压模成型3分钟。然后在不同的时间和温度注塑成型,包括在194℃ 90秒的周期时间,以及在194℃ 60秒的周期时间。使用了两个不同的模具,一个用于制作标准橡胶块(2.0毫米/70密耳厚)以测量性能,另一个O形圈模具用于制作D214 O形圈。对于AEM 2122化合物,在这两个模具模制产品均没有任何热撕裂问题,也没有模具结垢问题。压模成型和注射成型块两者硫化物性也列于表9中。
化合物在194℃注射成型1.5分钟显示具有良好的性能平衡,包括低的压缩永久形变值。注塑成型化合物不需二次硫化。
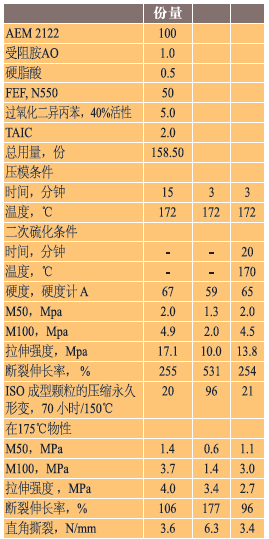
表10、AEM 2122 化合物短时加压硫化并随后二次硫化
注射成型加工超越压缩成型加工的主要优势是更好的热传递。注塑成型的化合物加热升温更快,这是由于通过流道和浇口的化合物剪切热所致。模温或周期时间的轻微增加可能允许注塑成型部件拥有20%的压缩永久形变值。
注塑成型后续二次硫化
如上所述,可以获得快的周期时间和好的压缩永久形变的一种方法是采用较高含量的过氧化物和更高的成型温度。但这种方法一个潜在的问题是对于复杂零件(诸如通风管)有着较差的热撕裂性。
要获取快的周期时间的另一个选项是在较低温度下成型,然后再使用一个短的二次硫化步骤。此选项的关键优势是热撕裂性能会更好,因为当部件从模具取出时存在轻微的欠硫化,且加工过程温度将会降低。
AEM 2122化合物所需的二次硫化在180℃可以短至10分钟。这一步可以在连续二次硫化炉(类似比萨烤箱)上进行,这将允许一个“精益生产”的过程。原理如图 5所示。硫化炉的大小可放置5到10个模制件。相比之下,AEM三元共聚化合物连续二次硫化炉的大小需要能放置约150个模制件。
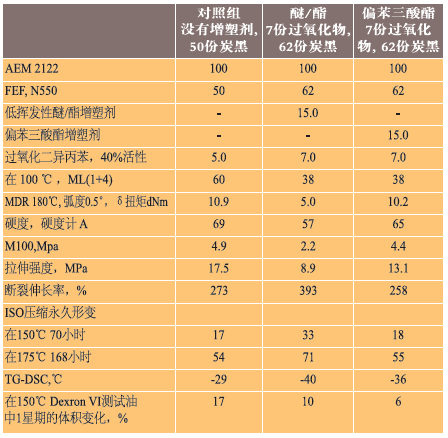
表11、偏苯三酸酯增塑剂应用于AEM 2122化合物
表10所示的AEM 2122化合物在172℃模压成型3至15分钟。仅硫化3分钟的化合物具有很高的压缩永久形变。硫化3分钟的样品也在一个空气循环烘箱中172℃下二次硫化20分钟。二次硫化的化合物性能已经非常接近对照组。
要预测从模具取出的化合物的热撕裂性能并不容易。描述热撕裂强度的两个指标是在175℃时的伸长率和直角型抗撕裂强度。基于这些标准,化合物硫化3分钟,不进行二次硫化,显示出最佳的热撕裂特性。
用于AEM二元共聚化合物的偏苯三酸酯增塑剂
论述AEM增塑剂的大多数文献侧重于在AEM三元共聚化合物中使用聚醚/酯类增塑剂。AEM化合物的另一个选择是使用偏苯三酸酯增塑剂。在AEM 2122化合物中加入15份增塑剂,分别对聚醚/酯和偏苯三酸酯增塑剂进行评价。调整炭黑和过氧化物含量,试图在硬度上与没有增塑剂的对照组化合物相近。
结果如表11所示。从MDR曲线获得的δ扭矩值再一次证实了所预测的良好硫化性能。相较于低挥发性醚/酯类化合物,使用偏苯三酸酯增塑剂的化合物具有更高的硫化状态。尤其是,偏苯三酸酯增塑化合物(含7份过氧化物) 具有与对照组化合物(含有5份过氧化物)相近的物性和压缩永久形变值。在该化合物中使用偏苯三酸酯增塑剂的两个优点是,与对照组相比,该化合物具有较好的低温性能,且在Dexron VI测试油中的体积膨胀值也低于对照组。
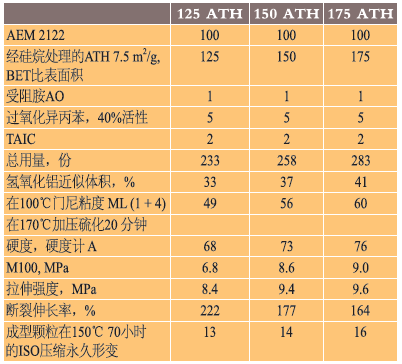
表12、AEM 2122非卤化阻燃剂化合物
偏苯三酸酯增塑剂的使用是为改善过氧化物硫化AEM 2122化合物的另一个配方选项。增塑剂可以改善一些硫化性能,包括低温性能和体积膨胀。它们有助于加工过程,因为它们降低化合物的粘度。最后,由于这种化合物可以使用更多的炭黑,增塑的化合物会降低原材料成本。
含非卤化阻燃剂的AEM 2122化合物
AEM 聚合物已被使用多年,为电线和电缆市场制造的产品集中了低可燃性、良好的耐热性和耐油性优点。由于氢氧化铝和氢氧化镁不含卤素而被用作阻燃剂。大多数AEM NHFR化合物已使AEM DP聚合物,因为在所有AEM三元共聚物中不存在酸性硫化单体。酸性单体可与阻燃剂发生反应,这会导致粘度大量增加。

表 13、实验室试验方法
AEM DP化合物采用125、150 和175份的硅烷表面处理氢氧化铝阻燃剂制造。样本(2.0 mm厚)置于实验室外进行可燃性试验。所有三个样品均通过了UL 94 V-0 测试。
含阻燃剂化合物由AEM 2122聚合物制成,化合物具有良好的物理性能。预计所有三个样品均会通过UL 94 V-0要求。其配方和性能列于表12中。
对金属的附着力
AEM三元共聚化合物通常与金属有良好的附着力,这要归功于三元共聚物中的一部分酸性硫化单体。水基或溶剂基粘合剂可以用于获取与金属有良好附着力的性能。
虽然AEM二元共聚物不具有酸性单体,但AEM二元共聚化合物可以与金属良好粘附。在这个时候,需要溶剂基粘合剂,以确保AEM二元共聚化合物和金属之间有良好的附着力。与金属有良好附着力的水基胶粘剂的工作也正在开展中。
结论
过氧化物硫化AEM 2122化合物具有良好的平衡性能,它们包括:
● 化合物注塑成型工艺中,加工过程比AEM DP更佳
● 化合物挤出工艺中,加工过程比AEM DP更佳
