 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。




机械臂上装有带自动工具更换装置驱动装置和挤出头。这样,增材制造就可以和机加工工序和嵌入部件的集成结合在一起。
凭借自动化与功能集成带来的巨大潜力,增材制造工艺必将改变塑料产品的生产。除了众所周知的优势,这一工艺也存在一些不足,比如公差、表面特性以及未能解决的集成嵌件方面的问题。现在,一种新的增材、减材生产混合概念提供了功能集成部件生产的经济型方法。
对于单个零部件的生产,增材制造法在几何设计的自由度上具备极大的优势,这也可以用来将某些功能集成到组件之中(1-3)。与自动化加工类似,这类直接制造也是基于CAM生成的数据。比较这两种工艺,增材制造在尺寸稳定性不具优势。此外,通常必须进行后处理。
由于是分层构建,增材组件表面结构粗糙。为了满足美观并保证可接受的尺寸或安装要求,必须进行表面后处理。而且,特别是在熔融层积成型(FLM)的情况下,用于单丝成型的材料成本较高,鉴于目前工厂技术水平,将工艺与自动化进行结合的潜力极低。
相比于增材制造,上述缺点对注塑、冲压或机加工等生产工艺只产生较小影响。注塑技术量产得到的组件尺寸稳定,能达到A级表面及较高的机械性能。然而,为达到这些优势,在某种程度上却限制了设计自由度,更不用说个性化与定制了。机加工方面也是如此,与增材制造相比,可实现的组件复杂度十分有限(4)。不过,单个组件可获得较高的质量与尺寸稳定的表面(5)。
通过后处理达到想要的表面质量
增材制造组件的表面粗糙度不仅取决于对层厚的调整,也取决于所应用表面及构造平面布置的角度。位于亚琛的塑料加工协会(IKV)以一个试件(图1)为样本,考察了如何利用后续减材工艺步骤提高表面光泽度的方法。组件以聚乳酸(PLA)为原料,单层高度0.1毫米,使用FLM系统(型号:X1000,制造商:德国RepRap GmbH)制造,并应用共焦激光扫描显微镜(型号:VK-X200,制造商:Keyence公司)对其表面进行了形态构造分析。
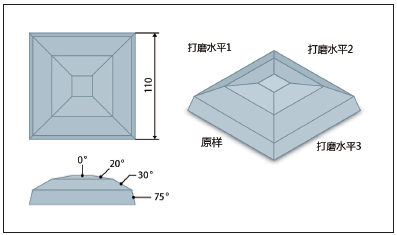
图1 样本包含部件表面和建构平面不同角度的各个部分(来源:IKV)
研究记录可为后续加工步骤提供参考值。采用不同细度的研磨剂和抛光剂对试件进行了手工打磨和抛光。表面结构分析结果反映出手工抛光存在的基本问题,即粗磨步骤仍会留下磨痕(图2)。很难对研磨及抛光阶段加以完全控制。
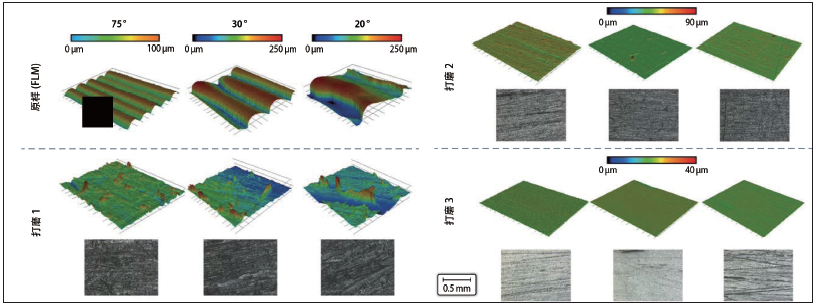
图2 单个部件不同区域(不同角度)的表面结构在各个加工步骤后所作的形态构造示例(来源:IKV)。
为了评估后续处理是否适合用作塑料加工传统表面处理的初步工艺,试样在随后两个步骤(上色和上光步骤)中进行了涂覆(图3)。采用便携式分光光度计(型号:spectro-guide球体光泽,制造商:BYK Chemie AG)进行了光泽测量,以量化表面质量。光泽测量结果与未涂覆试样的表面光泽度一致。结果表明,涂层弥补了在抛光阶段及第二阶段打磨中产生的磨痕,从而获得了更高的光泽度值(图4)。

图3 由FLM方法生产的部件,经不同精整工序(研磨和抛光)和最后上漆后,显示出不同的表面质量。
不同步骤的替代集成方法
实际应用证明,对增材组件进行后续减材处理是可涂装表面加工必不可少的步骤。尽管这些后处理工艺可以手动进行,但不能以经济的方式实现增材组件可重现的高光泽表面质量,原因在于在手工后处理中材料的去除通常具有不确定性。
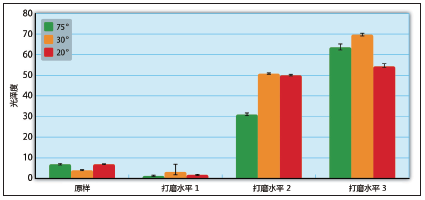
图4 分光光度计测得的光泽度随着后加工所选的精细度而提高(来源:IKV)
为了以一种经济的方式实现恒定的尺寸稳定性,增材制造组件应在自动化过程中再加工。因此,这并不会牺牲组件的复杂性,目的是在增材开发过程中交替整合进减材工艺。这样,还可以集成嵌件,如螺纹或轴承衬套、注塑件以及电子或陶瓷嵌件,以在增材工艺融入全新的功能。
混合制造概念
为此,IKV已经推出一种混合生产概念,通过组合不同的制造工艺,满足个性化产品精确生产的需求。在集成的生产单元中,可以利用不同的工艺各自的优势(图5)。借助于使用带自动换刀系统的驱动装置,可以交替组合不同的工艺。柔性耦合组件按照特定的刀具传送电信号和流体流,且无泄漏。这样可以确保驱动装置的可操作性和刀具轴承准备就绪。
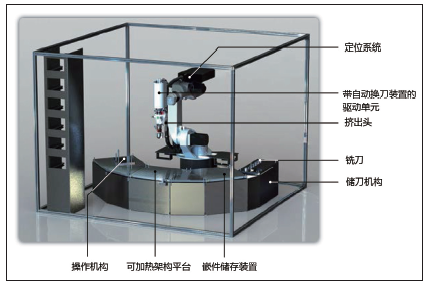
图5 混合生产单元使得经济地生产单个功能一体化塑料部件成为可能(来源:IKV)
为了加工出标准颗粒,挤出机被设计成螺杆挤出方式。与传统FLM相比,喷嘴前室压力更高,其可以加工填充材料。挤出机重量为3.8公斤,是专为低熔融量应用设计的。它配备了直径为16毫米、长度为110毫米的螺杆,可进行三阶段加热(两个电加热区,一个液控进料区)。驱动装置与挤出机拥有单独的扭矩传感器。通过一只型号为HSK 25E的适配器传递旋转动力运动。模板材料(标准粒化)置于生产单元之外(6)。
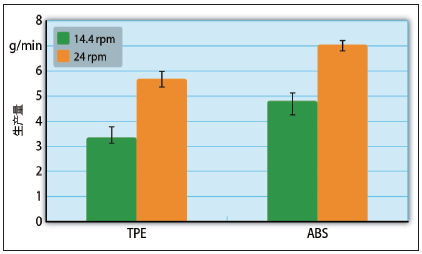
图6 基于所用挤出机技术的首次生产量测量显示了扩大生产的潜力(来源:IKV)
利用螺杆挤出技术扩大产量
在初始生产量测量中,对热塑性弹性体(杜邦)和ABS(A. Schulmann AG)(图6)采用不同的螺杆速度。据证实,由于两种材料各自喂入与输送行为差别较大,提高螺杆速度可增加产量。这是因为一方面,颗粒的几何形状不同,另一方面,材料的流变属性不同。 挤出机可以只根据测得的产量用CAM加工软件校准即可。因此,首先,放料量应与定位系统的进给速度相匹配。然后,根据规定的层厚和放料水平测量出产生的壁厚。在2016 K展上,IKV首次展示了混合生产理念的具体样例(图7)。

图7 所示部件显示了采用螺杆型增材制造方式可带来的几何形状可能性( 来源:IKV)。
展望
如果能够充分利用增材制造中的定位系统所具有的自动化功能,并在结构增层中与其它生产工艺进行特定的结合,就可以实现经济地生产单个功能集成塑料部件的目的。这样生产出的部件表面品质高,可有嵌件。IKV正在考察所进行的项目从增材制造、减材制造到嵌件集成这一整个混合生产链。
