由于刀具材料和刀具技术的不断发展,切削加工时的切削速度和转速也随之进一步提高,由此对旋转刀具和工具系统的动平衡状态提出了很高的要求,深受业内专家的重视。在金属切削行业,过去一直采用的对刚性转子平衡品质要求的ISO1940-1(现在的ISO21940-11)标准,目前已被专门为旋转刀具和工具系统制定的新的ISO16084标准所替代。
目前,高速铣削和高效铣削的主轴转速一般达到了20,000r/min到50,000r/min或更高的转速。通过采用高转速来实现高的铣削速度,由此改善工件的加工表面质量、提高材料的切除率和降低工件的加工费用。
而很高的主轴转速,会导致主轴-刀具和刀夹系统中的不平衡量产生很大的离心力,按照方程式F=Uω2,这个离心力随不平衡量呈线性提高,而随主轴转速的提高而成平方增长。
高的离心力会使主轴轴承承受较大的负载,并且,由于离心力随着主轴旋转,其作用方向始终在变化,因此会激起刀具和机床主轴的振动(颤动),从而导致加工表面质量、刀具寿命和主轴轴承寿命的下降,并激发切削噪声,甚至会影响到加工过程的正常进行。
为了确保高速铣削的可靠性和获得所要求的加工成果,如果是通过采用降低转速和减小进给速度等办法来实现加工过程的平稳运行,这会导致材料切除率和生产率的降低。而正确的措施应该是通过消除刀具-工具系统中的不平衡量,进行动平衡,来达到切削过程的平稳运行。
造成主轴-刀具-工具系统不平衡的原因
在主轴-刀具-刀夹系统中,质量分布的不对称是产生不平衡量的主要原因,刀具和刀夹的不对称几何形状(例如液压膨胀夹头的加压螺钉、7:24大锥度刀柄的换刀槽以及侧固式刀夹的紧固防转螺钉等)、系统构件的加工误差(例如刀夹的刀具安装孔对刀柄锥度的圆跳动)、系统构件的连接间隙和夹紧的不精确(例如主轴锥孔和工具柄、刀夹的刀具安装孔和刀柄之间同轴度)、主轴的圆跳动(主轴轴承的圆跳动误差)和磨损、在主轴锥孔和工具柄上有油膜或粘有杂质等都会产生不平衡量。
这些不平衡因素,往往会对高速精加工产生不利影响。特别当采用较长悬臂刀具进行高速精加工时,其影响尤为严重。因此,对于高速和高效加工,不仅需要选择合适的刀夹,而且还需要把刀夹和刀具作为一个整体进行动平衡,以尽可能减小工具系统的不平衡量。
静态不平衡和动态不平衡
旋转刀具和工具系统有两种不平衡情况。
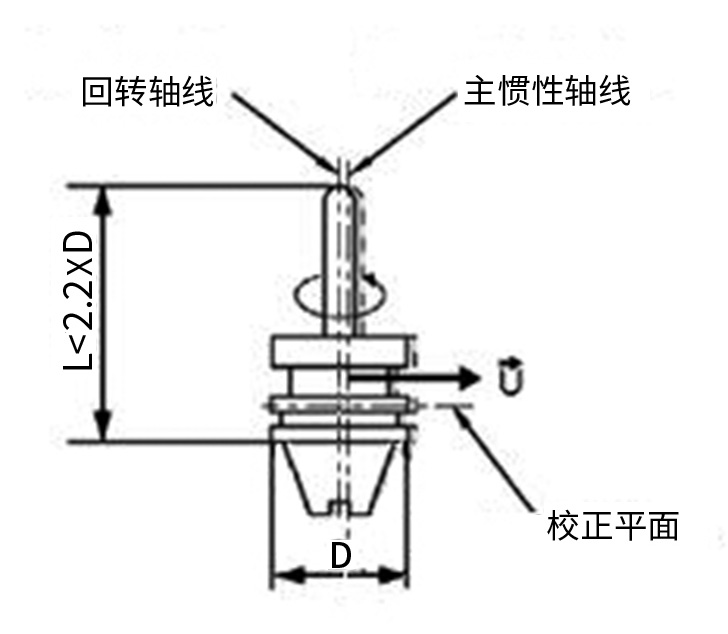
1.静态不平衡(图1)
图 1 在一个校正平面上的静态不平衡
产生静态不平衡是由于主惯性轴线(重心轴线)与回转轴线的不重合,而以相隔一个距离(e)平行于回转轴线。对于长度较短的刀具采用静态平衡就足够了,而刀具-工具系统能否进行静态平衡(一个校正平面上进行动平衡),可以按下面的关系式来确定:
L<2.2D
(L=刀具-工具系统的整个长度,D=工具柄部与主轴凸缘接触面处的直径。)
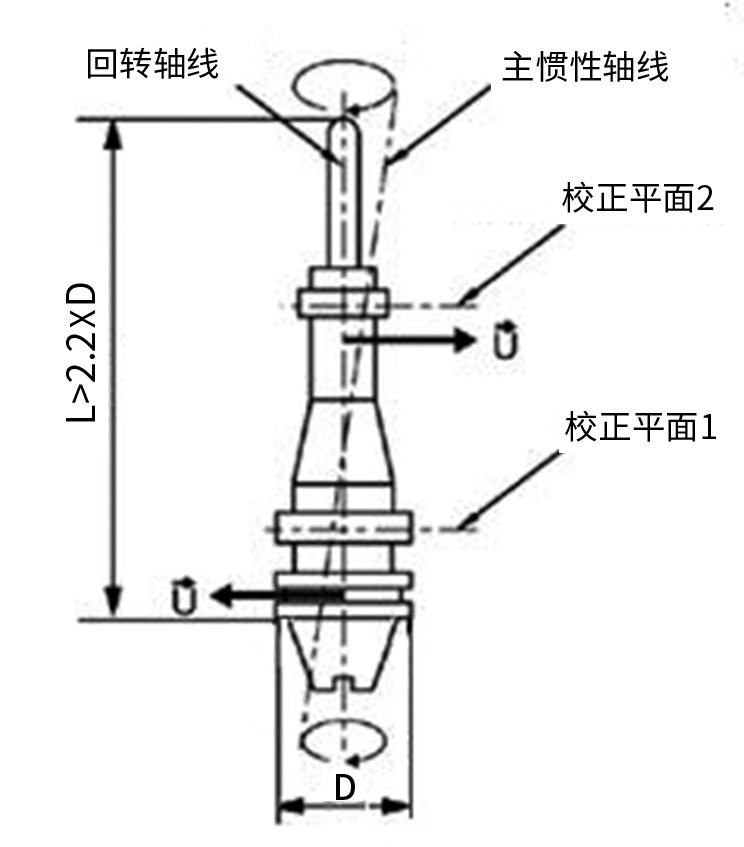
2.动态不平衡(图2)
图 2 在两个校正平面上的动态不平衡
对于动态不平衡,刀夹的重心是位于回转轴线上,但主惯性轴线与回转轴线相互并不平行,而是成一定的角度。因此不平衡量(不平衡力矩)使刀夹产生摆动。对于较长的、非对称的刀具就会发生这样的情况。这种不平衡力矩只有通过在两个校正平面上的动态平衡才能排除。是否进行动态动平衡可按下面的关系式确定:
L>2.2D
刀夹在主轴中夹紧的不精确性
在加工中心上,当刀夹的工具柄插入主轴时,会由于配合和安装的不准确,而产生不平衡量。也就是在换刀时,视机床不同的接口类型(hsk,kegel7/24等),会出现一定的连接错误。即使刀具和工具系统是完全对称的,其重量也会导致产生不平衡量,而这种不平衡量通过刀夹的动平衡是无法消除的。而如果工具是按照比径向安装误差还要小的允许残余偏移量进行动平衡,在刀夹插入主轴后这种不平衡状态还是不能重现的。如考虑到主轴的磨损、圆跳动误差和配合面上粘有油腻杂质等因素能导致较差的连接精度。这对整个系统再现其残余不平衡量就变得更为不利。
ISO1940-1标准应用的局限性
长期以来,由于缺乏一个合适的标准,也只能采用处理恒定(刚性)状态下转子的动平衡的ISO1940-1(目前的ISO21940-11)标准,来处理旋转刀具-工具系统的动平衡问题。而机床主轴-刀具-刀夹系统并非是一个恒定的刚性系统,这个系统与刚性的转子(例如电动机)相比,有明显的特点:
1.主轴、刀夹和刀具构成的是一个经常变化的系统(例如,加工中心的频繁换刀),而不是一个恒定的系统。
2.当刀夹插入主轴时,会产生连接误差。重复换刀时,这就导致整个系统平衡状态的改变。
3.各个构件(主轴、刀夹和刀具)的配合公差,使动平衡受到限制。
目前,由于动平衡还不能延伸到包括主轴在内的相互连接的整个系统,当刀夹插入主轴时会产生连接误差,这就从系统上限制了平衡状态的重现。
在实际生产中,人们还往往认为:刀夹的平衡品质越高就越好。这样的观点,在原则上是正确的。但是,过高的平衡品质,在技术上并不都是可行,并且,在经济上也并非合理。因为,高的平衡品质还受到动平衡机测量精度的限制。在生产中,一个通常采用的动平衡要求,往往会超过普通动平衡机测量的极限值。
ISO16084标准的制定
鉴于上述情况下,为了避免采用ISO1940-1标准所产生较高的经济成本,并适应当前技术的发展水平。由德国的机床、主轴、动平衡机和刀具制造厂家发起,在ISO1940-1标准的基础上,并考虑了影响平衡精度的因素,在2008年制定了DIN69888旋转工具系统动平衡要求的标准。此后,国际标准化组织又在ISO1940-1和DIN69888标准的基础上制定了ISO16084(旋转刀具-工具系统的动平衡)标准,并于2017年公布。这是一个专门为了在加工中心上应用可更换的刀具和工具系统进行高速加工而制订的动平衡标准,其目的是限制在高速加工时由不平衡量所产生的系统负载和相应所引起的机床振动,从而减小对加工的不利影响。为此,在标准里规定了由不平衡量产生的轴承负载不允许超过轴承动态负载的1%。在这个标准里,所有允许的残余不平衡量是采用“gmm”来表示,而不是按ISO1940-1采用“G”平衡品质等级。
此外,标准还考虑了换刀时刀夹与主轴的连接误差以及刀具和工具系统的质量所产生的不平衡量等因素。
在这里,刀夹和主轴的连接误差和动平衡机测量精度的极限所产生的不平衡量是构成可重复再现的最小不平衡量UMIN。即UMIN=UBM,ACC+m×es(式中,UBM,ACC是动平衡机的测量精度,也就是在动平衡机上可重现的残余不平衡量;m×es系刀夹与主轴的连接误差与其刀具和工具系统的质量所产生的不平衡量)。这就意味着对刀具-工具系统的动平衡要求应大于这个最小的不平衡量UMIN,否则就无法实现。
ISO16084标准的应用
表 1 与加工类型有关的修正系数 fBAL.STAD
ISO16084标准仅适用于高速加工的刀具和工具系统,与以往采用的ISO1940-1标准不同,在这里引入了一些新的参数(表1,表2),这为工具系统的不平衡要求提供了更现实的可能性。如前所述,平衡要求是出自限制主轴轴承所承受的的负载,这是整个标准的基础。
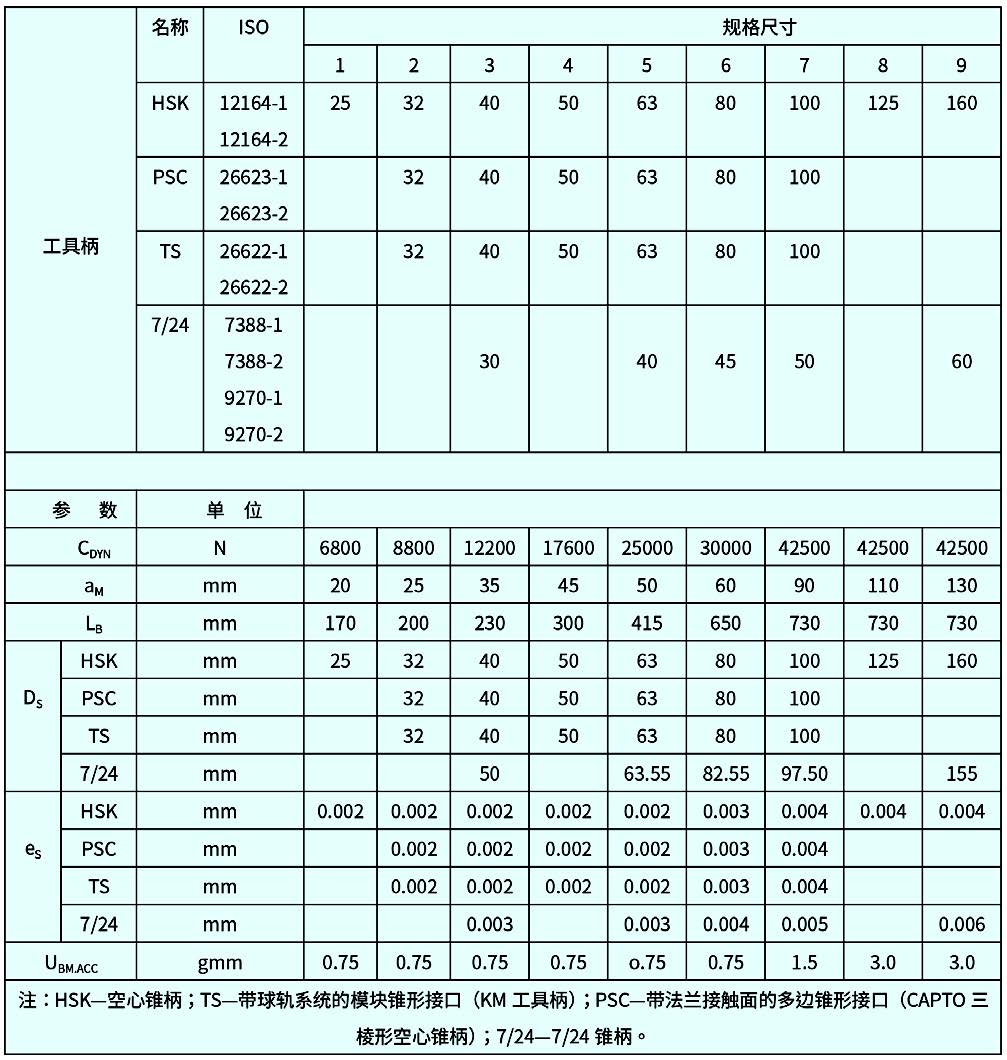
表 2 接口的相关参数
允许的静态不平衡量USTAT,PER可按ISO16084标准的下列公式进行计算:
式中:
fBAL—加—工类型对允许静态不平衡量的修正系数
CDYN—滚动轴承的动态承载能力(N)
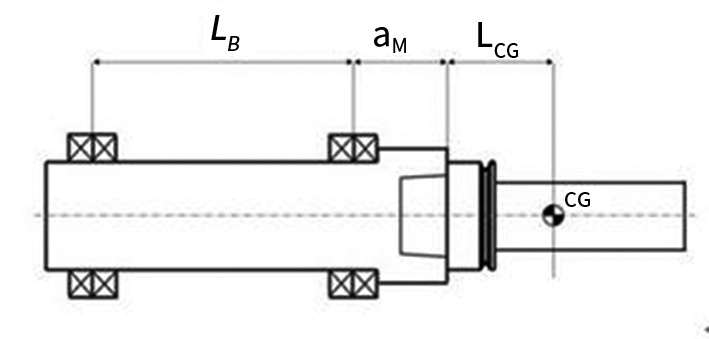
LB—主轴前后轴承之间的支承距离(mm)
aM—主轴前轴承至工具柄与主轴凸缘接触面的距离(mm)
LCG—工具柄与主轴凸缘接触面至工具重心的距离(mm)
UBM,ACC—动平衡机的测量精度
在计算时,当已知采用的接口规格后,就可从表2中提取与接口相关的数据。而LCG可从刀具图纸上获得,如果图纸没有标明,可以进行估算或取整个刀具悬伸长度的50%作为接触面至工具重心的距离。
图 3 工具 - 主轴系统的三个主要几何参数
ISO16084标准与ISO21940-11标准的应用比较
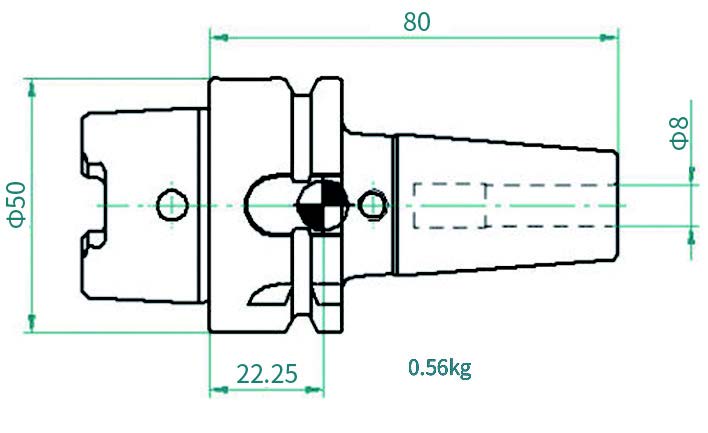
图4所示是一款热胀冷缩式夹头,工具柄HSK-A50,转速28,580r/min,LCG=22.25mm,重量0.56kg。
图 4 采用 HSK-A50 的热胀冷缩式夹头(取自 VDMA34194,2019)
从表2可获取下列参数:CDYN=17600N,aM=45mm,LB=300mm,eS=0.002mm和UBM.ACC=0.75。
按ISO16084进行计算,得最小允许不平衡量USTAT,PER=1.34gmm。小于最小不平衡量(UMIN=UBM,ACC+m×es)的1.87gmm,因此,可以采用这个最小不平衡量(1.87gmm)来代替计算的允许不平衡量(1.34gmm)。如果根据ISO21940-11,采用G2.5的平衡品质,得允许的静态不平衡量(USTAT,PER)为0.47gmm,这个数值是最小不平衡量UMIN的四分之一,显然是不现实的。即使采用G6.3,得允许的静态不平衡量为1.18gmm,也只是最小不平衡量的63%。当采用G10时,才得1.87gmm的允许静态不平衡量,这个值恰恰和最小不平衡量一样大。在这里,就可采用相当于动平衡品质G10来进行动平衡。
结语
刀具和工具系统的动平衡是进行高速铣削的必要前提,长期以来,金属加工行业一直采用ISO1940-11标准来计算旋转刀具-工具系统的最小允许不平衡量。而在生产中,人们常常为了提高动平衡的效果,往往采用较高的平衡等级(如G2.5)。这在技术上通常是不必要的并导致较高的成本,同时往往会超出能重复再现的最小不平衡量UMIN,而无法实现。从上面的叙述和两个对比例子中,可以明显看出这两种标准的不同。新的ISO16084标准的应用表明,该标准不仅在技术上是可行的,而且在经济上也是合理的。
作者:李如松 原大连组合机床研究所
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录